不同热处理对TC4/Ti60电子束焊接头微观组织及力学性能的影响
2020-09-10王世清邢博赵启喆焦迎香强伟
王世清 邢博 赵启喆 焦迎香 强伟



摘要:采用不同热处理工艺对10 mm厚的钛合金TC4/Ti60电子束焊接接头进行了研究,对比分析了TC4/Ti60接头在分别经历退火700 ℃×2 h(AC)及固溶时效980 ℃×1 h(FC)+700 ℃×2 h(AC)后,在显微组织、显微硬度及拉伸性能等方面的特征。结果表明:TC4/Ti60接头经过退火后,组织和性能与焊态相当,但当TC4/Ti60接头经过固溶时效后,TC4/Ti60接头的组织更均匀,硬度及强度比退火时略低,并且塑性增加,综合性能良好。
关键词:热处理;TC4/Ti60接头;电子束焊接;退火;固溶时效
中图分类号:TG166.5文献标志码:A文章编号:1001-2303(2020)05-0016-05
DOI:10.7512/j.issn.1001-2303.2020.05.03
0 前言
钛及钛合金具有良好的高温性能、优异的耐蚀性能和密度小等优点,是航天、航空、航海领域重要的结构材料之一。为了获得良好的综合性能,通常会对钛合金材料进行热处理。罗文忠等[1]研究了Ti60钛合金在两种热处理工艺下的组织及拉伸性能特征,发现在1 040 ℃固溶淬火得到的α+α'混合组织,具有较好的强度和塑性匹配关系。陈海涛等[2]研究了热处理工艺对Ti60 钛合金板材力学性能的影响,结果表明固溶热处理对显微组织影响明显,适当提高板材的固溶热处理温度能够显著改善板材的横、纵向组织均匀性。郭凡等[3]研究了鍛后不同热处理制度对Ti2AlNb/Ti60双合金接头组织和性能的影响,结果表明热处理制度对相的组成几乎无影响,但对相的形态、尺寸及数量有一定影响,随着固溶温度的升高或固溶时间的延长,试样强度增加,塑性下降。张秉刚等[4]及陈国庆等[5]对Ti55/Ti60及TiAl/Ti60真空电子束焊接接头研究发现,Ti60侧焊缝组织主要是针状α'马氏体,热影响区硬度分布梯度较大。以上文献表明,钛合金焊接后易出现马氏体,组织不均匀等现象,但通过热处理可以改善接头组织和性能。本文中TC4/Ti60电子束焊接后,存在残余应力、组织不均匀等现象,因此,对TC4/Ti60电子束焊接接头进行热处理。根据TC4和Ti60合金常用的热处理规范,制定退火与固溶时效两种热处理制度,对比研究其对TC4/Ti60电子束焊接接头组织及拉伸性能的影响,为实际应用提供理论依据。
1 试验材料及方法
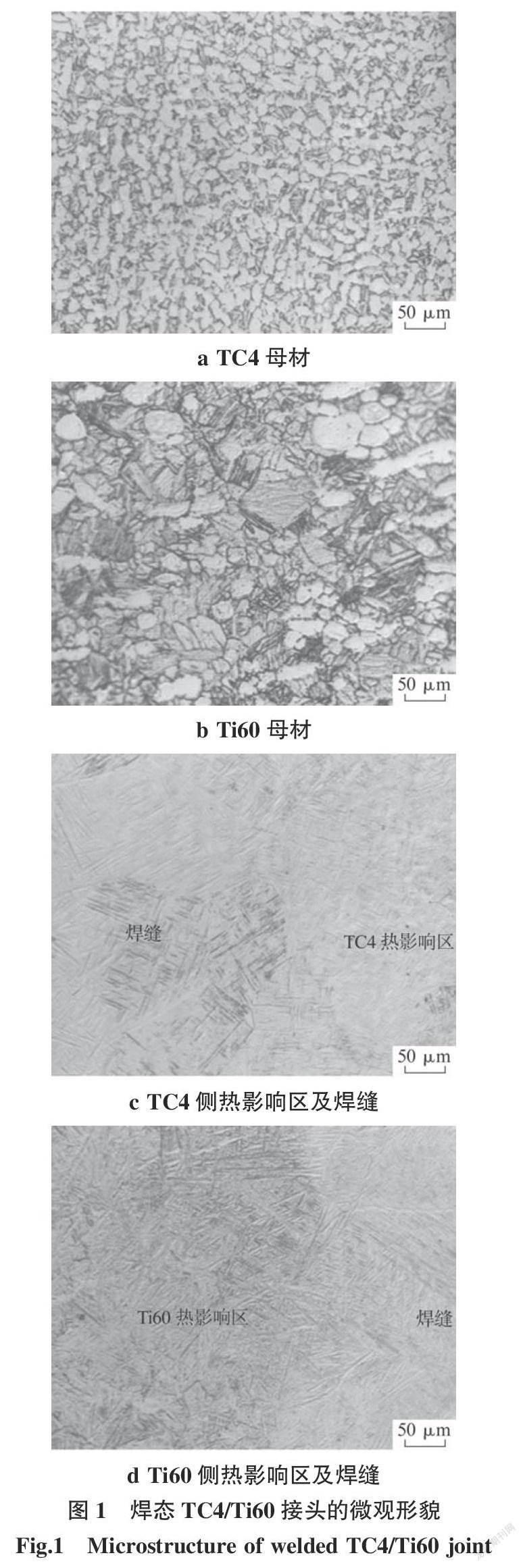
试验材料选用10 mm厚钛合金TC4、Ti60,母材均采用锻造处理状态供货。真空电子束焊后接头微观形貌如图1所示,在焊缝及TC4侧热影响区为马氏体,Ti60侧的热影响区是马氏体和残余α相的混合物。焊后为了消除焊接残余应力、稳定和改善TC4/Ti60焊接接头的组织和性能,选用两种不同的热处理工艺:700 ℃×2 h(AC)、980 ℃×1 h(FC)+700 ℃×2 h(AC)。采用光学显微镜观察热处理后的异种钛合金接头微观组织。采用显微硬度计在TC4/Ti60接头的焊缝中部均匀打点,每个点之间相距0.5 mm,使其经过焊缝、热影响和母材区。室温拉伸实验在United试验机上进行,应变速率为1×10-3/s。
2 实验结果及分析
2.1 热处理对TC4/Ti60接头组织的影响
退火后接头的微观形貌如图2所示。图2a是退火后TC4/Ti60接头的宏观形貌,与母材相比,焊缝区及热影响区非常窄,焊缝宽度约为2~3 mm,左右两侧热影响区宽度均约为1~2 mm。图2b、2c分别为图2a中TC4母材(b区)及Ti60母材(e区)的显微组织,TC4母材及Ti60母材均为典型的双相组织,即由等轴的α相和层片相间的α+β相构成,但Ti60母材的等轴α相明显比TC4母材的大一些。图2d、2e分别是图2a中TC4侧热影响区及焊缝(c区)以及Ti60侧热影响区及焊缝(d区)的显微组织,焊缝及TC4侧热影响区显微组织主要为细小的密排六方马氏体,Ti60侧热影响区的显微组织主要为残余的等轴 α相和板条状马氏体,与图1的焊态组织[7]相比,无明显变化,表明退火对TC4/Ti60接头组织无明显影响。
固溶时效后接头的微观形貌如图3所示。图3a是固溶时效后TC4/Ti60接头的宏观形貌,在焊缝区、热影响区及母材可见清晰的界线,焊缝区及热影响区非常窄。图3b、3c分别是图3a中TC4母材(b区)及Ti60母材(e区)的显微组织,由于固溶温度在等轴α相向β相转变点以下,即两相区,因此TC4母材及Ti60母材的等轴α相较热处理前无明显变化。图3d、3e分别是图3a中TC4侧热影响区及焊缝(c区)及Ti60侧热影响区及焊缝(d区)的显微组织,由图可知,固溶时效后,焊缝及TC4侧热影响区的组织主要是细小的α+β相,但TC4侧热影响区的组织明显比焊缝的粗大,Ti60侧热影响区的组织主要为残余的等轴 α相和细小的α+β相。这表明固溶时效后,马氏体分解成了细小的α+β相。与上述焊态、退火组织相比,TC4/Ti60接头显微组织发生了显著变化,表明固溶时效对TC4/Ti60接头组织有非常明显的影响。
2.2 热处理对TC4/Ti60接头显微硬度的影响
不同热处理工艺下TC4/Ti60接头的显微硬度分布如图4所示,呈现出明显的不对称特点,即TC4母材的显微硬度(约300 HV)明显低于Ti60母材的显微硬度(约340 HV)。由图2及图3可知,TC4中等轴α略小于Ti60的,根据Hall-Petch公式可知,TC4的硬度理论上应略高,但由于Ti60母材加入了1%质量分数的稀土元素Nd,进而在Ti60合金内形成弥散的析出物,最终强化Ti60合金基体并改善了合金的热稳定性[6],因此Ti60母材的显微硬度略高于TC4母材的显微硬度。另外,Ti60母材含有Zr元素的析出物[7],也使得其硬度增加。由图可知,在退火及固溶时效后焊缝处硬度均较为均匀,但固溶时效后TC4/Ti60接头的硬度略低于退火的,这是由于马氏体分解生成了α+β相所致(见图3)。在两侧的热影响区处硬度均随着距焊缝中心距离的增大而逐渐减小,这与图2和图3的显微组织相一致,即马氏体及细小的α+β相随着距焊缝中心距离的增加而逐渐减少。
2.3 热处理对TC4/Ti60接头拉伸性能的影响
热处理前后TC4/Ti60接头的拉伸应力-应变曲线的对比如图5所示(室温,应变速率1×10-3/s)。由图5可知,退火及固溶时效后TC4/Ti60接头平均屈服强度分别为821 MPa、804 MPa,退火及固溶时效后TC4/Ti60接头平均抗拉强度分别为842 MPa、832 MPa,可见在相同的初始应变条件下,退火后TC4/Ti60接头平均强度略高于固溶时效的,退火及固溶时效后TC4/Ti60接头平均伸长率分别为6.8%、7.5%,固溶时效后TC4/Ti60接头的平均伸长率比退火后增加约10%。拉伸试验表明,退火及固溶时效后TC4/Ti60接头强度相近,但固溶时效后TC4/Ti60接头塑性略好。与焊态接头相比,热处理后材料的组织性能更加均匀,具有较好的综合力学性能。
3 结论
文中研究了不同热处理工艺对10 mm厚的TC4/Ti60电子束焊接接头的微观组织、显微硬度及拉伸性能的影响规律,得出以下结论:
(1)退火后,焊缝及TC4侧热影响区仍然存在马氏体,Ti60侧热影响区组织主要是残余的等轴α相和板条状马氏体,但TC4/Ti60接頭经过高温固溶及时效后,焊缝及热影响区细小的马氏体发生分解生成了细小的α和β相,表明高温固溶+时效对TC4/Ti60接头的组织有明显影响。
(2)在退火及固溶时效后焊缝处的硬度均较为均匀,但固溶时效后TC4/Ti60接头的硬度略低于退火态,表明固溶时效对TC4/Ti60接头的显微硬度有影响。
(3)拉伸试验表明,退火及固溶时效后TC4/Ti60接头强度相近,但固溶时效后TC4/Ti60接头塑性略好。与焊态接头相比,热处理后材料的组织性能更加均匀,具有较好的综合力学性能。
参考文献:
[1] 罗文忠,孙峰,赵小花,等. 固溶处理对Ti60合金组织及拉伸性能的影响[J]. 稀有金属材料与工程,2017,46(12):3967-3971.
[2] 陈海涛,王娟华,苗阳,等. 热处理对Ti60钛合金板材力学性能的影响[J]. 中国钛业,2018(4):22-24.
[3] 郭凡,郭鸿镇,姚泽坤,等. 热处理对Ti2AlNb/Ti60双合金接头组织及性能的影响[J]. 锻压技术,2013,38(3):137140.
[4] 张秉刚,陈国庆,郭栋杰,等. 高温钛合金Ti55/Ti60真空电子束焊接[J]. 焊接学报,2009,30(12):5-9.
[5] 陈国庆,张秉刚,武振周,等. TiAl/Ti60电子束焊接接头组织及性能[J]. 焊接学报,2009,30(12):41-45.
[6] 刘莹莹,陈子勇,金头男,等. 600 ℃高温钛合金发展现状与展望[J]. 材料导报,2018,32(6):1869-1870.
[7] Wang S Q,Li W Y,Zhou Y,et al. Tensile and fatigue behavior of electron beam welded dissimilar joints of Ti-6Al4V and IMI834 titanium alloys[J]. Materials Science and Engineering A,2016(649):146-152.
