重熔焊对TC4钛合金接头气孔及力学性能的影响
2020-09-10杨斯达刘立安赵舵吴小伟
杨斯达 刘立安 赵舵 吴小伟

摘要:针对TC4钛合金接头内部易产生气孔缺陷的问题,开展了重熔焊对接头气孔消除作用的研究。研究表明,不同重熔焊电流均能得到外观成形良好的焊缝,X射线探伤结果显示,重熔焊能够有效减少气孔数量,气孔尺寸越大消除作用越显著,且增大重熔焊电流有利于提高气孔消除率。拉伸试验表明,R70(重熔焊电流为70 A的接头,下同)、R80重熔焊接头的抗拉强度与母材相当,硬度在母材区获得最低值,这主要与熔合区中存在的针状马氏体α′相有关。而R90接头抗拉强度较高但延伸率显著降低,且在熔合区生成了粗大的块状初生αm相,从而使熔合区成为整个接头的薄弱环节。
关键词:TC4;重熔焊;气孔;抗拉强度;针状马氏体
中图分类号:TG166.5文献标志码:A文章编号:1001-2303(2020)05-0021-06
DOI:10.7512/j.issn.1001-2303.2020.05.04
0 前言
钛合金以其低密度、高比强度和高耐蚀性等优点,广泛应用于航空航天、船舶、核电等领域[1]。然而,钛的化学活性大,焊接过程中极易被空气、水分、油脂等污染从而形成气孔缺陷。国内外对钛合金的焊接气孔问题进行了大量研究。吴明亮[2]等人研究了活性剂TIG焊对钛合金焊缝气孔的消除效果,发现活性剂的加入可促进冶金作用生成HF,从而有效地减少气孔缺陷。张甫[3]等人对比研究了不同工艺参数下激光扫描对TC4钛合金气孔的影响,结果显示扫描频率和扫描半径对气孔的产生有重要影响,且随着离焦量的增加气孔率呈下降趋势。Jianglin L.Huang[4]等人研究了钛合金焊接过程中气孔的形成机理,发现气孔内主要成分为H2和微量的CO2。Chinnapat Panwisawas[5]等人研究了钛合金激光焊气孔问题,发现提高激光功率或降低焊接速度会增加焊缝中生成气孔缺陷的倾向。然而截止目前,尚未查见重熔焊工艺对TC4钛合金接头气孔及力学性能影响的相关研究,因此文中针对航空航天工业中广泛使用的TC4钛合金,开展了TIG重熔焊电流对钛合金接头气孔缺陷及力学性能影响的对比研究。
1 试验材料和方法
以δ1.5 mm TC4钛合金板材为研究对象,试件尺寸为300 mm×100 mm,母材的显微组织如图1所示,主要化学成分及力学性能如表1所示。所有试板均先进行酸洗,再在焊接前4 h内用120#金相砂纸打磨试板待焊接区域,最后用丙酮进行清洗。采用TIG自動焊不填丝的方式进行焊接,焊接过程中温度为15~18 ℃,相对湿度为50%~53%。焊接设备选用OTC500P氩弧焊机,直流正接。钨极选用镧钨,直径1.6 mm,钨极高度1 mm。由于钛合金具有高温易发生氧化的特点,因此除使用焊枪进行正面保护外,还分别使用垫板和拖罩对焊缝的背面和正面高温区进行了氩弧保护,防止发生氧化。焊接速度为240 mm/min,所有试板均先用70 A电流完成初次焊接,再进行不同电流参数下的重熔焊试验,重熔焊焊接电流分别选择70 A、80 A和90 A三种规范。保护气选用纯度为99.998%的氩气,焊枪保护气流量13~15 L/min,背面保护气流量8~10 L/min,拖罩保护气流量10~12 L/min。
2 试验结果与分析
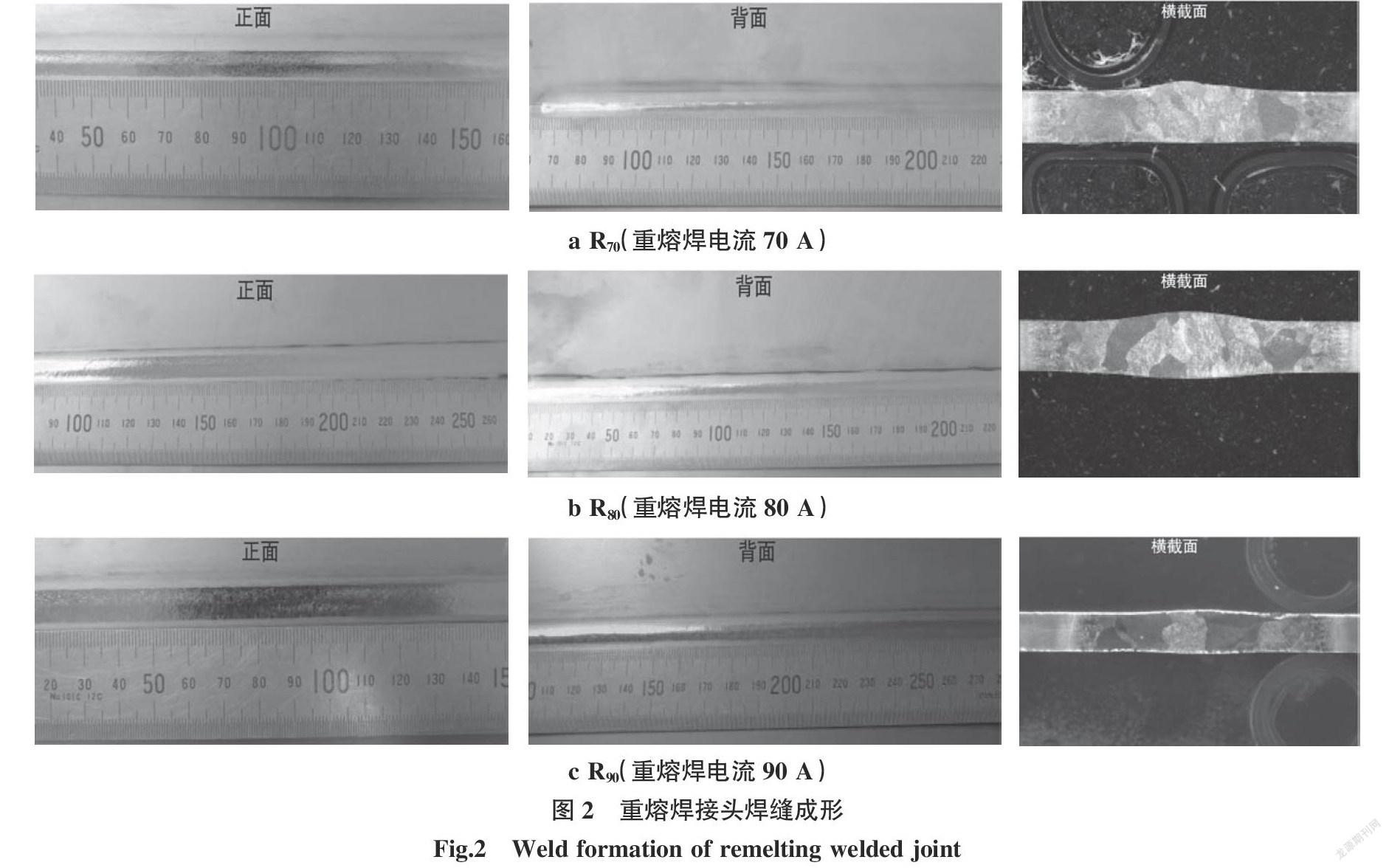
2.1 重熔焊接头焊缝成形
三组不同电流参数下的焊接接头正面、背面及横截面焊缝成形情况如图2所示。由图2可知,不同电流下的试板焊缝外观形貌相近,成形均匀,无目视可见的缺陷。焊缝表面呈现银白色光泽,表明氩气保护效果良好。随着焊接电流的增加,正面焊缝宽度由R70的6 mm逐渐增大到R90的8 mm,背面焊缝宽度由R70的2 mm逐渐增大到R90的4 mm。
2.2 重熔焊工艺对气孔的影响
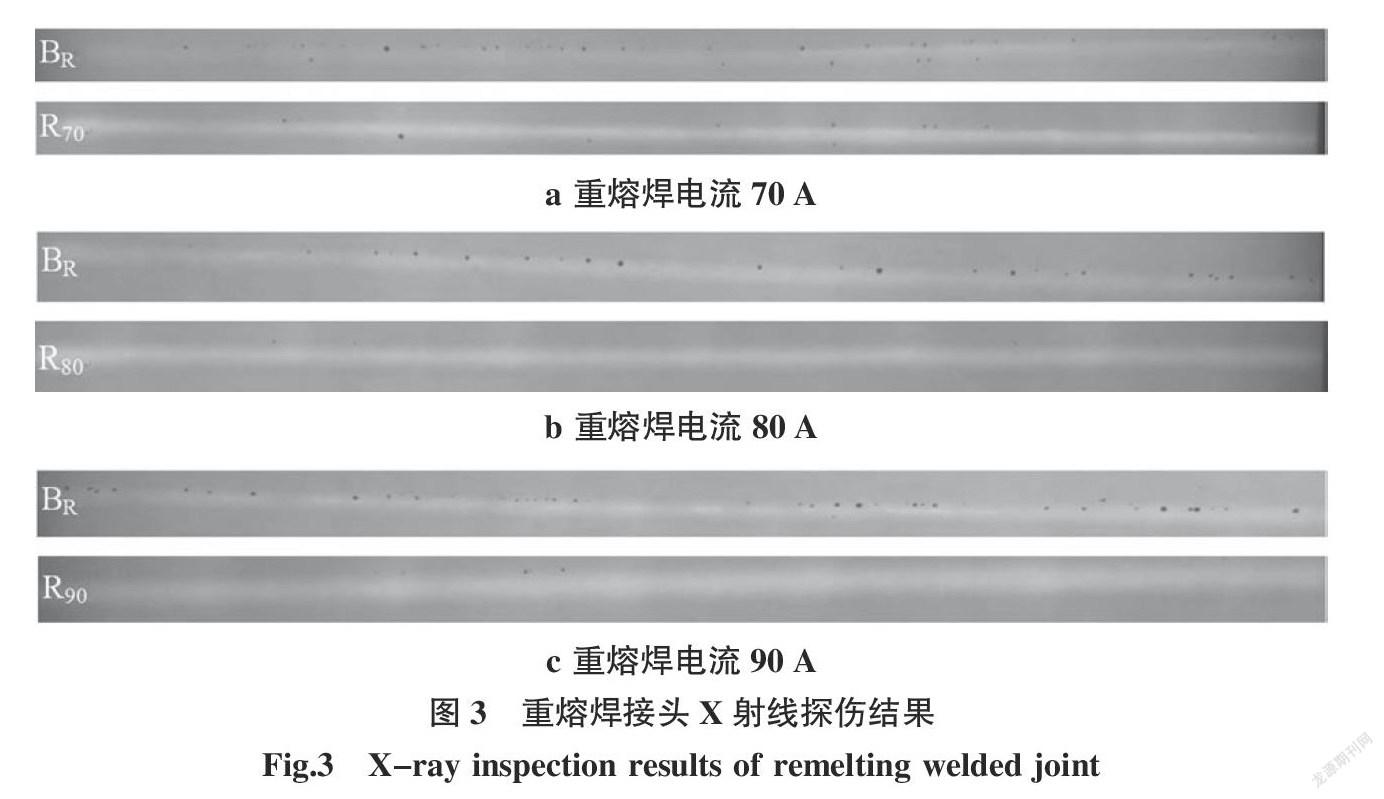
分别对三组参数下的重熔前接头及一次重熔焊接头进行X射线探伤,结果如图3所示。
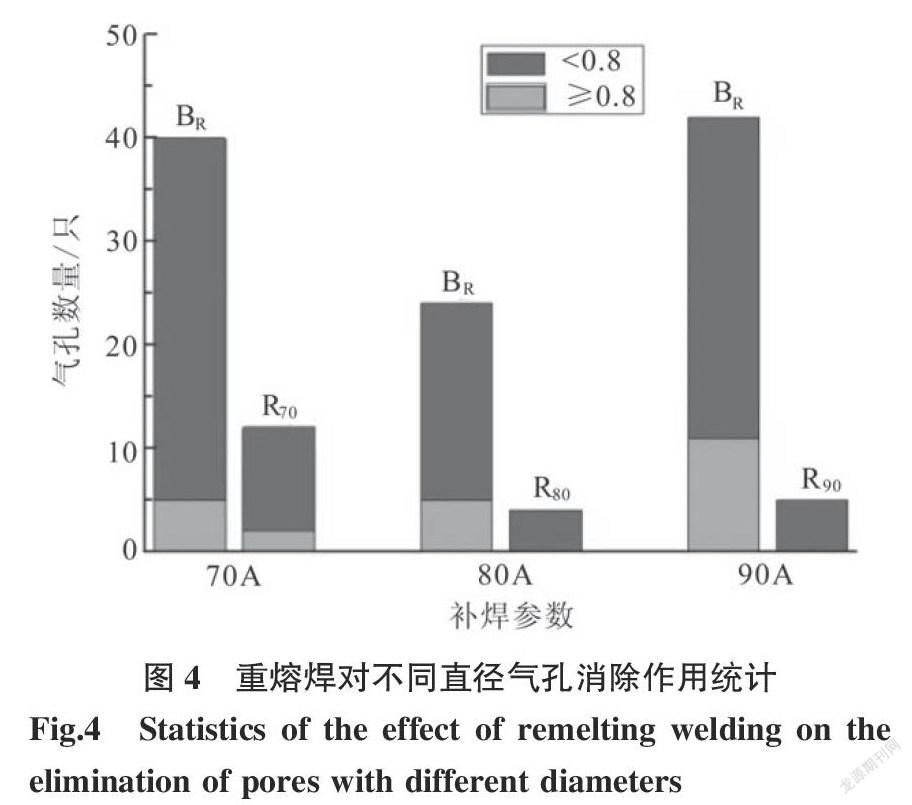
由图3可见,三组试样的重熔前接头BR均存在大量气孔缺陷,气孔分布在焊缝两侧熔合线上;重熔焊后接头气孔数量明显减少,且重熔焊过程中未生成新的气孔缺陷,说明重熔能够有效消除焊缝中的气孔缺陷。统计接头探伤气孔数量,结果如图4所示,三组接头的气孔数量分别由重熔焊前的40只、24只、42只降至12只、4只、5只,气孔消除率分别为70%、83%和88%,表明电流越大气孔消除作用越强。为进一步研究重熔焊对不同直径气孔的消除作用,将气孔按直径大小分为≥0.8 mm和<0.8 mm两类进行统计。对于<0.8 mm的气孔,重熔焊后气孔消除率分别为71%、79%和84%;而对于≥0.8 mm的气孔,重熔焊后气孔消除率分别为60%、100%和100%,即经过R80和R90重熔后,直径≥0.8 mm的气孔全部消除,由此可知重熔焊对于消除大直径气孔效果更加明显。
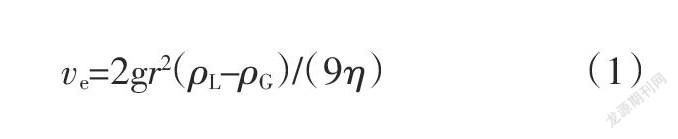
分析焊缝中气孔缺陷的产生原因:在液体金属凝固前气泡未能及时从熔融金属中逸出,残留在焊缝中最终形成气孔,即当气孔浮出速度(ve)<焊缝金属凝固速度(vr)时,将形成气孔缺陷。在重熔焊过程中,焊缝金属被重新熔化,气泡在浮力作用下向上浮出,根据Stocks公式,液体金属中气泡的浮出速度为
式中 g为重力加速度;η为液体金属粘度;r为气泡半径;ρL为液体金属密度;ρG为气泡密度。
由式(1)可知,气泡的浮出速度与其半径的平方成正比,当其他条件相同时,气泡直径越大,浮出速度越快,因此重熔焊消除直径较大的气孔效果更加显著。此外,在相同焊接速度下,增大重熔焊电流可增加焊缝热输入,一方面可降低焊缝金属凝固速度vr,有利于气泡的逸出;另一方面,热输入的增加提高了熔池的流动性,同样有利于气泡上浮,所以随着重熔焊电流的增加,气孔消除率逐渐增加。
2.3 重熔焊工艺对接头力学性能的影响
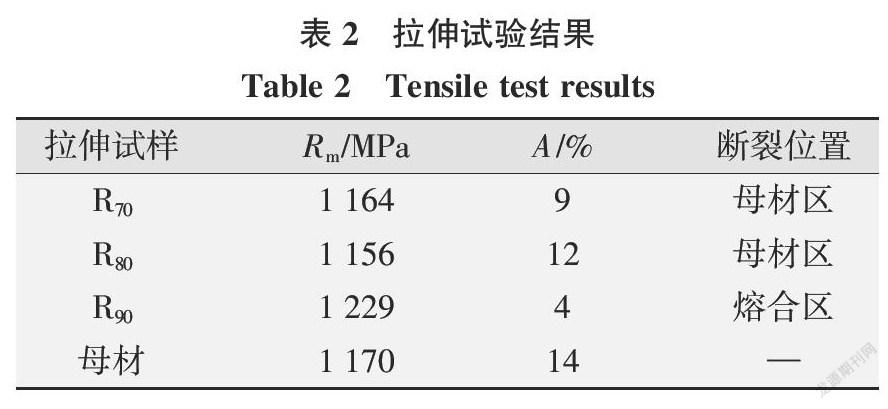
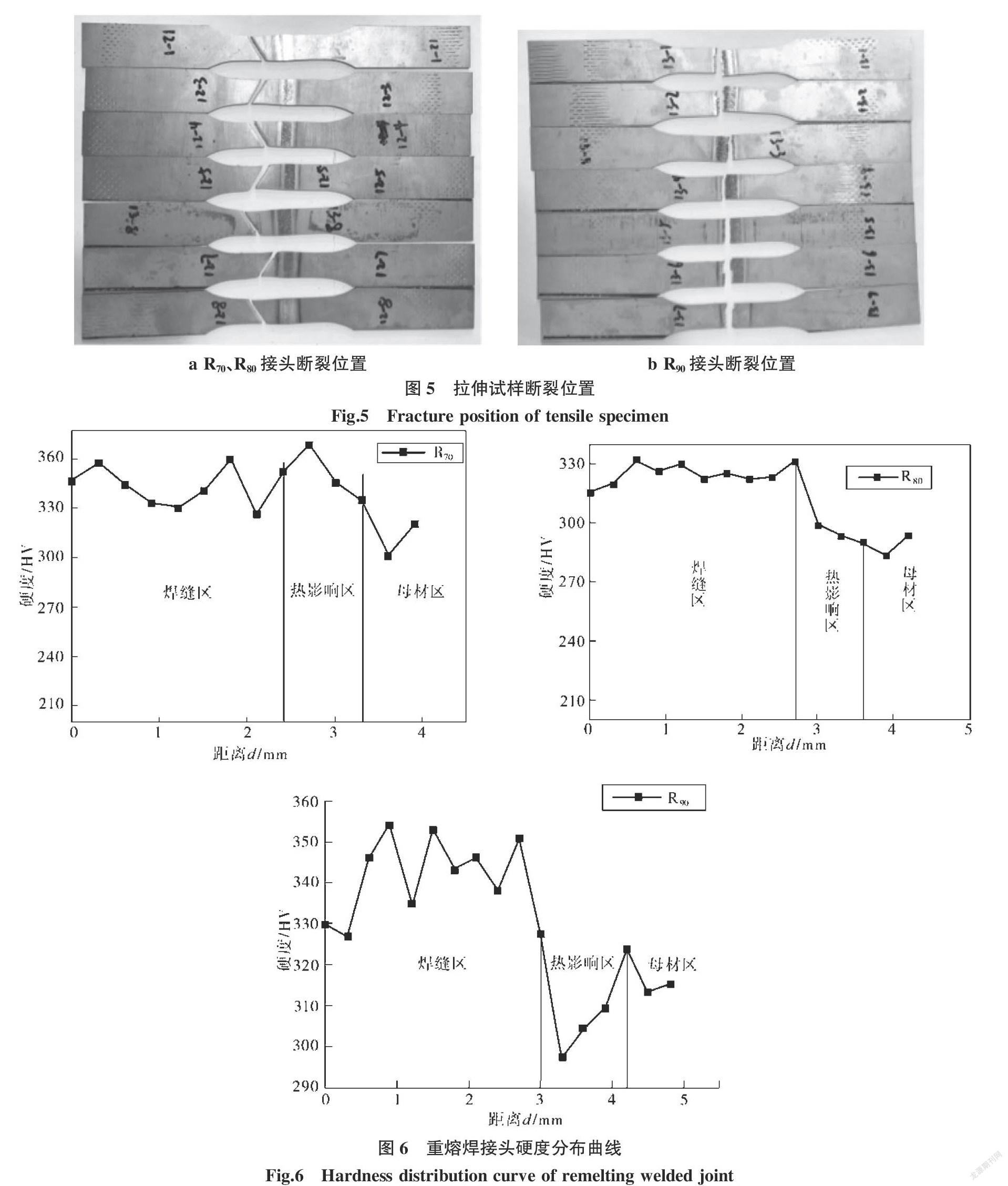
對重熔焊接头进行力学性能测试,三种重熔焊接头拉伸试样断裂后的情况如图5所示。R70与R80接头均断于母材区,R90接头断裂于焊缝熔合区,抗拉强度及延伸率测试结果如表2所示。从测试结果可以看出,R70与R80接头断裂于母材区,抗拉强度与母材相当,延伸率略低于母材;R90接头断裂发生在焊缝熔合区,抗拉强度较高但延伸率显著降低。
重熔焊接头显微硬度分布曲线如图6所示,不同参数下焊缝区硬度高于母材区。对于R70和R80,接头硬度最低处位于母材区,而R90重熔焊接头则在熔合区附近获得整个接头的最低硬度。
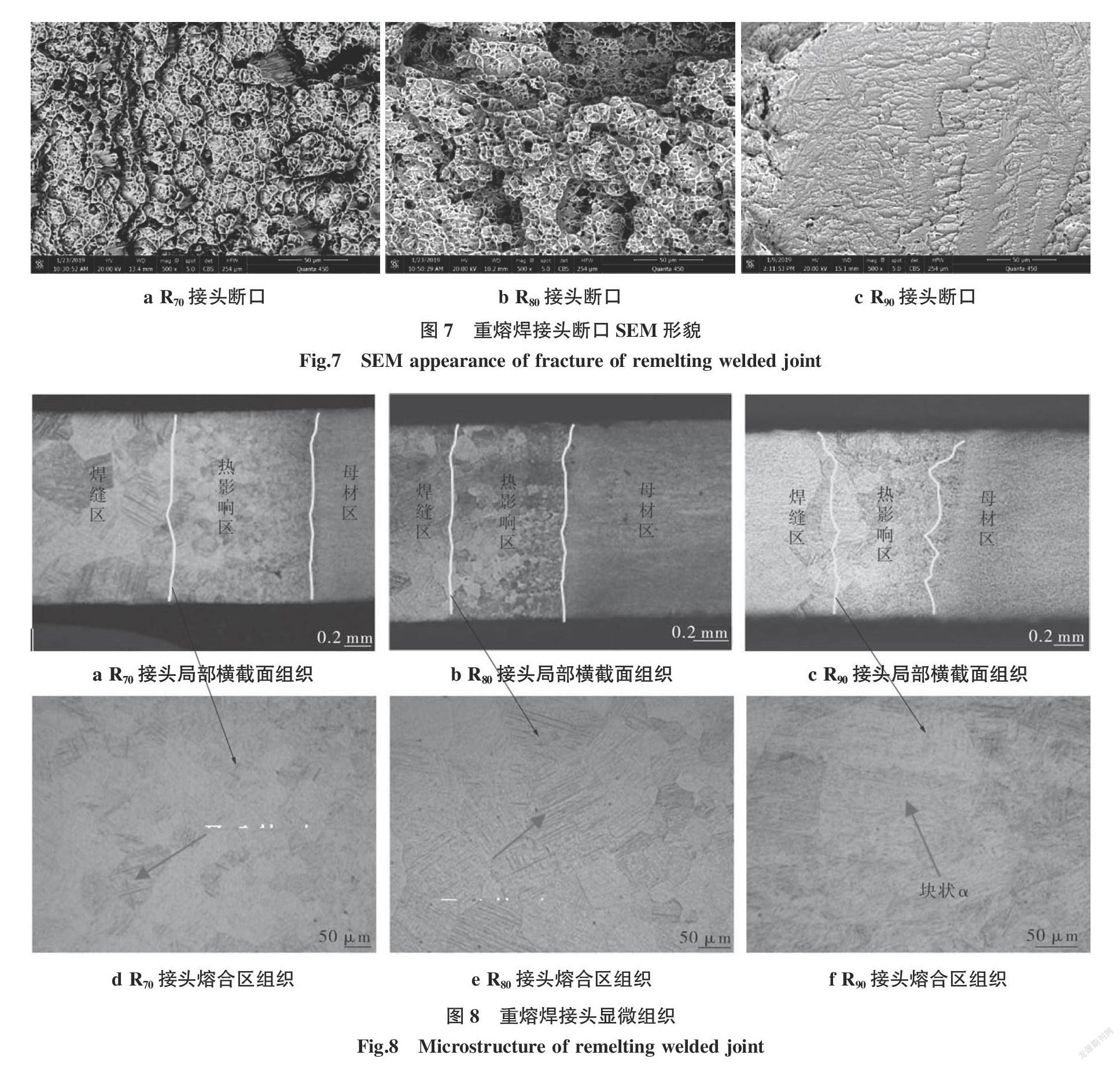
重熔焊接头断口扫描电镜图像如图7所示。图7a、7b中可见母材断口处存在大量韧窝,表明R70与R80拉伸试样断裂为韧性断裂。图7c显示R90重熔焊接头断口光滑平整,为脆性断裂特征。
对三组电流参数重熔焊接头显微组织进行金相分析,如图8所示。
图8a、8b和8c分别为R70、R80和R90重熔焊接头的金相组织。可以看出,接头均存在明显的热影响区及熔合区。对比图8d、8e和8f中的晶粒大小可知,R70熔合区晶粒较细小,R80熔合区次之,R90熔合区晶粒最为粗大,即随着焊接热输入的增大,三种参数熔合区晶粒大小R70<R80<R90。这是因为熔合区内靠近热影响区的部分晶粒在焊接过程中最高温度未达到β相变温度,不发生熔化-结晶过程,仅在热源作用下发生长大,因此焊接热输入越大晶粒生长尺寸越大。此外,在8d、8e中发现熔合区存在针状马氏体α′相,而8f未发现针状马氏体α′相,仅含有大块状的初生αm相。
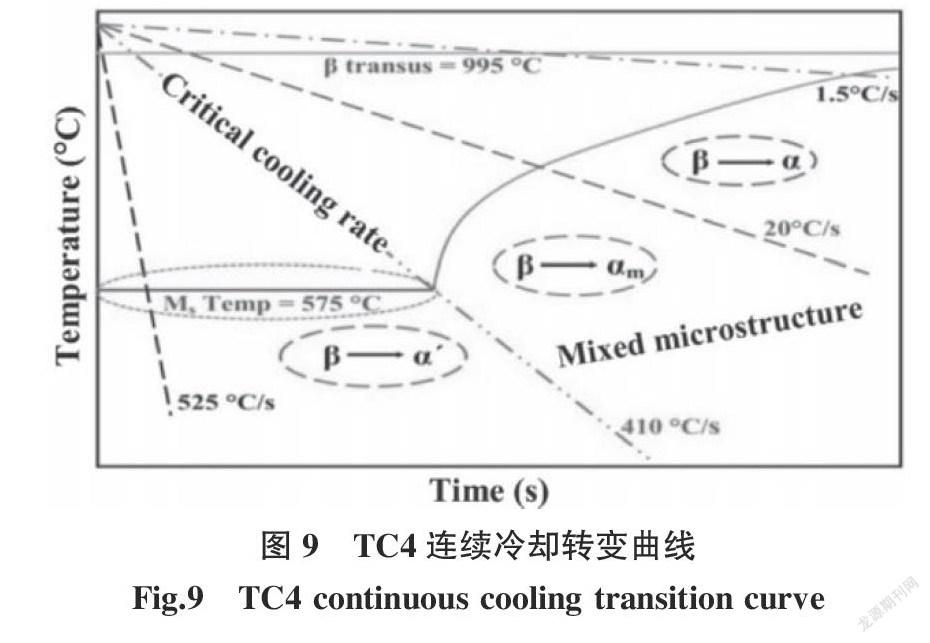
TC4钛合金连续冷却相变图如图9所示,钛合金凝固后组织与冷却速度有关。R70、R80焊缝的焊接线能量较R90焊缝低,因此R70、R80焊缝的冷却速度高于R90焊缝。由图9可知,较高的冷却速度更倾向于生成针状马氏体α′相,而对于冷却速度相对较低的R90焊缝熔合区则存在粗大的块状αm相。
通过上述试验分析,不难发现三组重熔焊接头中采用大电流进行重熔得到的接头塑性明显偏低,这主要与三组不同参数重熔焊接头的组织差异有关。对于R70、R80重熔焊接头,焊缝区、熔合区均存在针状马氏体α′相,整个接头硬度最低位置位于母材区,此处在拉伸应力作用下容易成为薄弱环节。母材区组织为细小等轴晶粒(见图1),因此在拉伸应力作用下发生韧性断裂,获得较高的延伸率和韧窝断口。而对于R90重熔焊接头,由于热输入较大导致冷却速度较低,熔合区生成粗大的块状αm相,此处硬度偏低从而成为整个接头的薄弱环节,同时粗大的晶粒在拉伸应力作用下发生脆性断裂,从而获得较低的延伸率及较平整的断口形貌。
3 结论
(1)TC4钛合金重熔焊能够得到成形良好的接头,重熔可有效消除焊缝内的气孔缺陷,大直径气孔消除效果优于小直径气孔,且增大重熔焊电流有利于提高气孔消除率。
(2)R70、R80重熔焊接头断裂于母材区,抗拉强度与母材相当,延伸率略低于母材;R90接头断裂发生在焊缝熔合区,抗拉强度较高但延伸率显著降低。R70和R80,接头硬度最低处位于母材区,而R90重熔焊接头则在熔合区获得整个接头的最低硬度。
(3)R70、R80重熔焊接头熔合区中存在针状马氏体α′相,该组织硬度较高;而R90接头熔合区未发现针状马氏体α′相,仅含有粗大的块状初生αm相,导致R90接头发生脆性断裂。
参考文献:
[1] 李明利,舒滢,冯毅江,等. 我国钛及钛合金板带材应用现状分析[J].钛工业,2011,28(6):14-17.
[2] 吴明亮,余淑荣,张国锦,等. 活性剂消减钛合金焊接气孔的试验研究[J]. 热加工工艺,2006,35(15):36-38.
[3] 张甫,王威,王旭友,等. TC4钛合金激光扫描焊接工艺参数对气孔的影响[J]. 焊接,2016(2):35-39.
[4] Jianglin L.Huang,Nils Warnken,Jean-Christophe Gebelin,et al. On the mechanism of porosity formation during welding of titanium alloys[J]. Acta Materialia,2012(60):32153225.
[5] Chinnapat Panwisawas,Bama Perumal,R Mark Ward,et al.Keyhole Formation and Thermal Fluid Flow-Induced Porosity during Laser Fusion Welding in Titanium Alloys:Experimental and Modelling[J]. Acta Materialia,2017(126):251-263.
