基于Process Simulate的机器人滚边仿真分析
2020-09-04陈明鑫孔庆玲
陈明鑫,孔庆玲
(安徽江淮汽车集团股份有限公司技术中心,安徽合肥 230601)
0 引言
在“中国制造2025”背景下,汽车制造企业逐步向数字化、智能化方向发展,要求汽车生产线设计、建设过程中,运用数字化仿真技术。该技术的运用,对提高效率、防错、缩短周期等方面有重要的意义。在汽车焊装线仿真中,机器人滚边属于仿真中的难点,如何最大限度地保证滚边仿真环境与实物环境一致,是仿真工程师亟待解决的问题。
1 机器人滚边工艺简介
1.1 常见的包边工艺
包边工艺是指外板折边后包住内板的成型工艺(见图1),该工艺在汽车车身门盖、侧围轮罩等部位有较广泛的应用。根据包边方式的不同,可分为压机模具包边工艺、桌式包边工艺及机器人滚边工艺。在车身结构多样化、生产线柔性化发展驱动下,机器人滚边工艺的应用越来越广泛。

图1 包边工艺前后对比示意
1.2 机器人滚边工艺介绍
机器人滚边是指将滚轮系统安装在机器人的机械臂上,外板和内板扣在一起依靠胎膜支撑,机器人带动滚轮沿外板翻边部分进行多次反复滚压,最终外板包住内板的过程。主要设备包括滚边夹具、滚轮、机器人及其控制系统。
其工艺过程大致为:外板放置于滚边夹具的胎膜上—内板扣合—夹具夹紧—机器人携带滚轮至外板翻边处滚压(一般要滚2~4道)。
2 滚边仿真分析
滚边仿真大致分为6个步骤,具体流程如图2所示。

图2 滚边仿真流程
2.1 抽取滚边线条
滚边线条是指机器人滚边过程的轨迹线,该线来源于车身数模所要滚边的部位。由于Process Simulate(以下简称PS)仅支持轻量化的JT数据,在PS软件中无法直接抽取线条,因此滚边线需要从车身原始数据,如CATIA或NX数据中抽取。以CATIA为例,具体抽取方法为:新建Product文件,插入滚边部位的车身外板件,并在改Product下新建Part,进入曲面下的“创成式外形设计”模块,选中所要抽取的线条,利用“操作”工具条下的提取命令即可提取,提取完成后保存Part文件,最后将该文件转换成Cojt格式,导入PS中,如图3所示。

图3 抽取滚边线条操作方法示意
滚边线条的抽取位置位于外板翻边的R角位置,具体如图4所示。
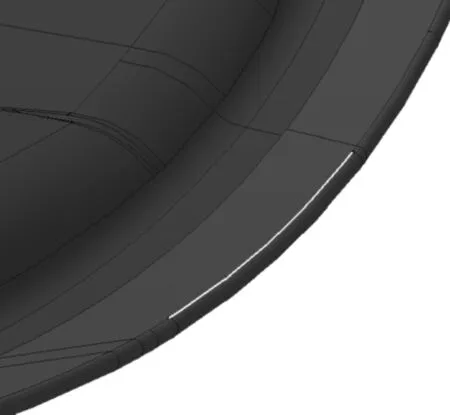
图4 滚边线抽取位置示意
2.2 TCP设定
TCP,英文Tool Center Position的缩写,是指机器人工具的中心点,即滚边时滚边头与滚边轨迹点坐标相匹配的点。
仿真前需要在滚轮表面创建多个TCP坐标点。将滚轮模型导入PS中,进入Modeling状态,如图5所示,根据滚边姿态需求,一般创建5~15个坐标点,其中z轴垂直于且背离滚轮工作面,x轴平行于滚轮工作面且朝向滚轮的外端面,每个坐标点间隔10°,坐标距离滚轮外端面间距约8 mm。设置完毕选择Set Object to be Preserved命令将坐标可见,结束Modeling状态。

图5 TCP坐标设定位置示意
2.3 建立工位
将滚边工位所需的所有资源导入到PS软件中,包括机器人本体及其附属系统、滚边头、滚边夹具(含胎膜)、钣金数模等,并将该资源按照工艺布局调整好位置,将滚边头等工具模型按照安装结构装到机器人模型上。
2.4 滚边线投影
在软件中新建焊点库,并在焊点库节点下新建连续特性焊点库,并将抽取的Cojt格式滚边线条存放路径关联到该连续特性焊点库下,如图6所示。
在操作树下新建连续特性操作,并将该操作与机器人、滚边轮、及带有滚边线条的焊点库关联。
如图7所示,把需要投影的车身钣金件放置到世界坐标原点,此时滚边线可作为实体查看,然后把滚边线放到车系坐标下,选中滚边操作,用Project continuous Mfg Features命令完成滚边线的投影。

图6 滚边线关联操作示意
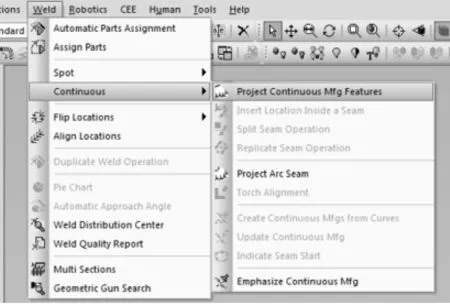
图7 滚边线投影操作示意
2.5 建立滚边路径
利用Convert Weld Locations to Via Locations命令将投影完的滚边线坐标转换成路径点,复制滚边线路径点,将复制出的滚边线点沿其Y轴转动,作为另外一道滚边路径,转动角度根据每一道滚边折弯角度而定。然后重复以上复制、转动操作,根据工艺要求,有几道滚边工序,就需要建立几道滚边路径点。最终添加从机器人Home点至滚边线之间的路径、以及每一道滚边路径之间的过点,使路径完整。
2.6 轨迹运行验证
创建并打开干涉检查,逐点运行整个滚边工艺路径,过程中查看干涉情况及机器人姿态等,根据需要调整路径点的位置或方向,必要时调整机器人的TCP点,最终使机器人运行平稳、路径最优。
3 滚边仿真技巧与要点
3.1 TCP设定
TCP点坐标位置的设定,需保证滚轮的滚边面完全覆盖外板翻边面,且保证滚轮边沿距离外板翻边面至少1 mm,如图8所示。TCP坐标的X、Y、Z方向必须与第2.2节所描述一致,不可更改。
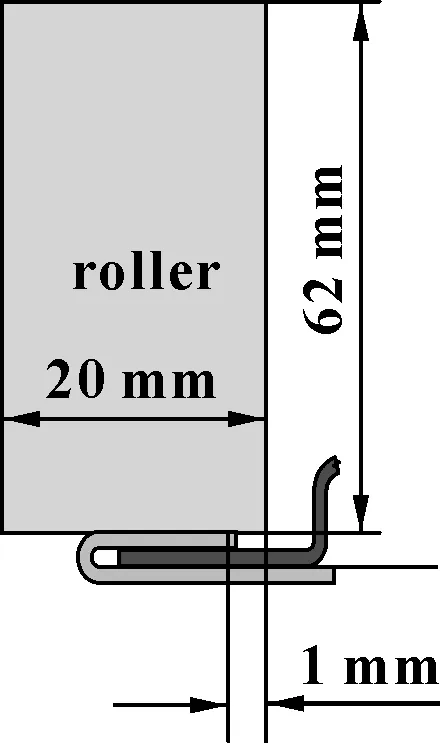
图8 TCP设定效果示意
3.2 滚边路径点设定
3.2.1 滚边线坐标间距
一般情况下,滚边线投影时,设置滚边线坐标点间距为5~25 mm。滚边线若为直线,滚边坐标点间距最大可为50 mm;若滚边线为大半径曲线,则最大间距为25 mm;中等半径曲线,最大间距为10 mm;小半径曲线,则最大间距为5 mm。即半径越小则滚边坐标间距越小,如图9所示。
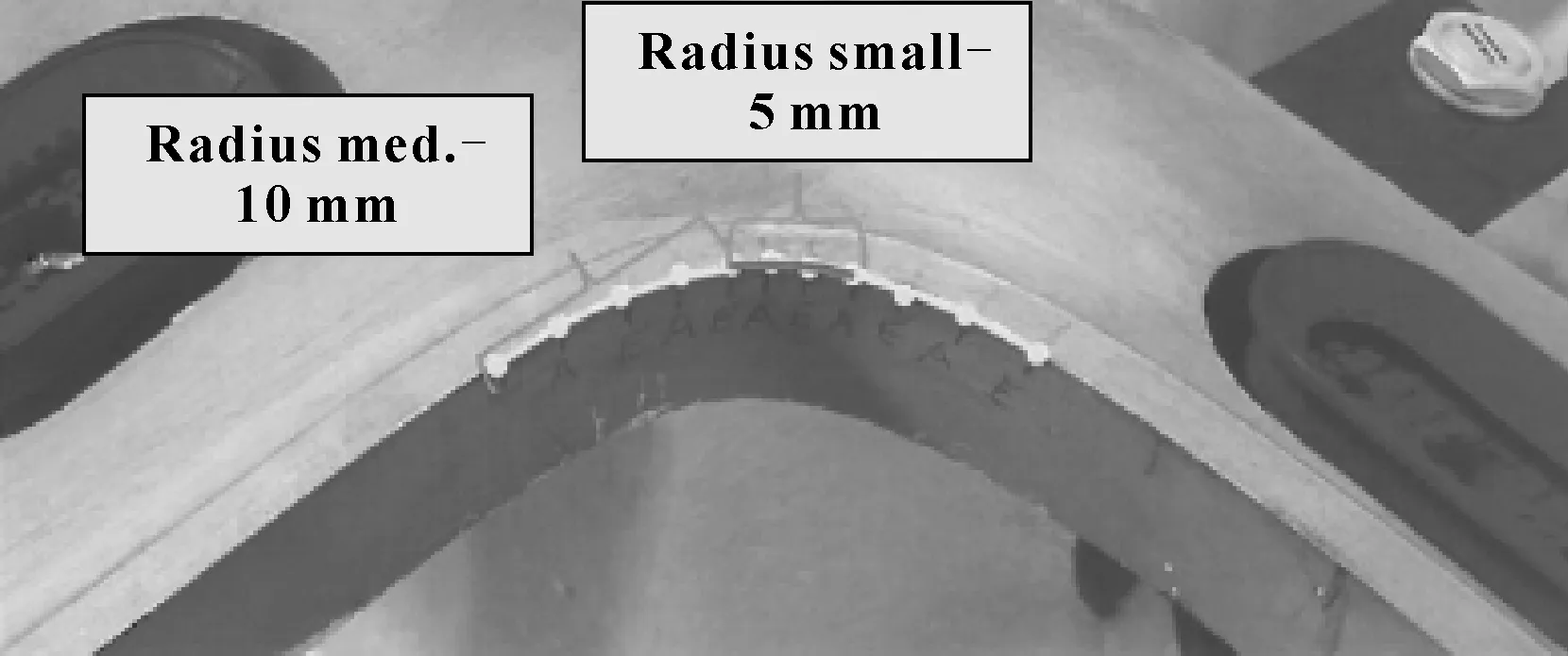
图9 滚边线坐标间距示意
3.2.2 滚边线坐标位置
第一道滚边路径点位置在包边后总厚度的1/2处,如图10所示,h=1/2H;最后一道滚边路径点在包边后总厚度的顶部位置,即h=H;其他滚边路径点(第二道、第三道或第四道)在1/2H和H之间。必须注意的是,同一道的路径点必须在同一位置。

图10 滚边线坐标点位置示意
3.3 其他设定
3.3.1 滚边角度划分
一般来说,对于尺寸较大的滚轮,每道滚边角度不超过35°,尺寸较小的滚轮每道滚边角度不超过30°。每道滚边角度应当保持均分,例如外板翻边112°,每道不超过35°,滚4道,每道112/4=28°即外板翻边角度分别为112°—84°—56°—28°—0°。
3.3.2 滚边路径点方向
(1)仿真时必须保证滚轮轴线与滚边线垂直,若不垂直会导致板料堆积等滚边质量缺陷。对于锥形滚轮,由于其旋转半径不同、滚边面上的线速度不同,两者不垂直特别容易形成类似缺陷,如图11所示。
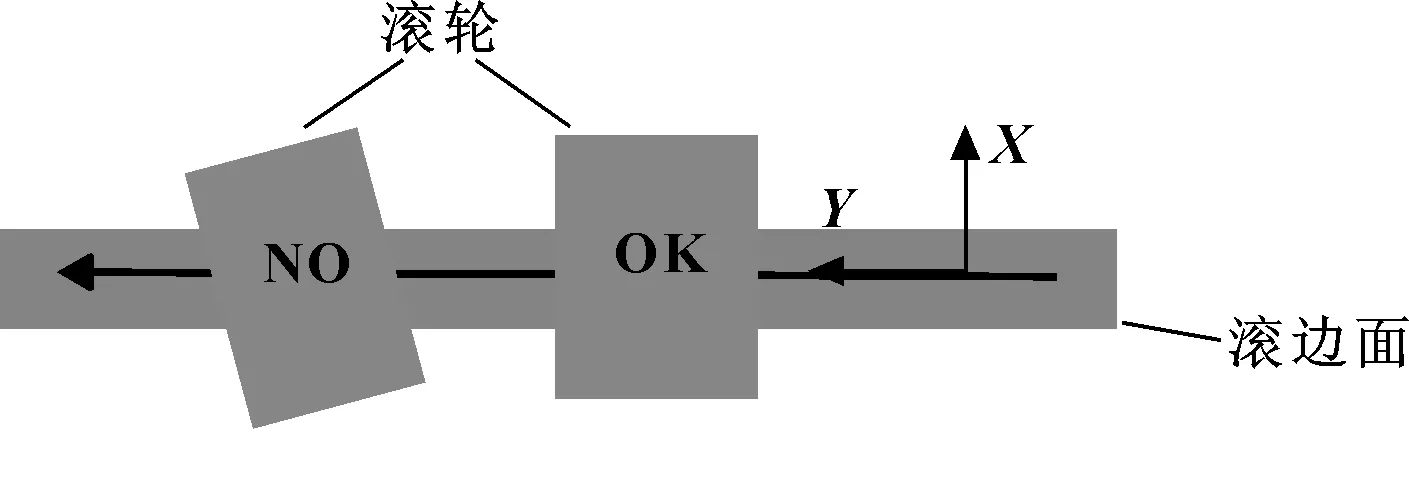
图11 滚轮方向示意
(2)经过滚边路径点的滚轮直径线须与滚边线保持垂直,即TCP坐标的Z轴垂直于胎膜,偏差角度不得大于±5°(在机器人程序中,可利用补偿函数来确定工作方向,在±5°偏差范围内TCP坐标的Z轴方向垂直于胎膜),如图12所示。

图12 滚边路径点方向示意
3.3.3 TCP坐标切换
滚边过程中TCP坐标点切换时,两个TCP的滚边坐标点尽量重合。例如图13(a)中,当从TCP1切换到TCP2时,需要复制粘贴TCP1的最后一个坐标点,在粘贴出的坐标点出切换为TCP2,这样在滚轮离开TCP1最后一点之前切换为TCP2。在与滚轮半径相似的转角区域,可以像图13(b)所示切换TCP,以保证机器人运行平稳。

图13 TCP坐标切换示意
4 结束语
西门子Process simulate软件因其仿真功能强大、兼容各种型号机器人等优势,已成为汽车行业工艺、工程仿真的主流软件,在软件中能1∶1完全再现实物生产场景,针对机器人滚边等复杂工艺过程,在具体实施前进行仿真验证,对优化工艺方案、工艺布局、工装结构、生产节拍等具有非常重要的意义,同时在仿真的基础上,完成机器人离线程序的输出,能大大提升现场调试的效率。