焊接材料对X70直缝埋弧焊管焊缝组织性能的影响
2020-09-03王燕
王 燕
(中石化石油机械股份有限公司沙市钢管分公司,湖北 荆州 434001)
随着钢管制造业国内外形势的变化,各种微量合金元素的价格变化较大,出于对成本的控制,各钢厂在冶炼过程中,对微量合金元素的含量也有较大调整[1-4]。因此,制管厂在焊材的选择上必须做出相应的变化,通过焊材里对应合金元素的增强,来保证焊缝的力学性能达到要求。
中石化石油机械股份有限公司沙市钢管分公司(简称沙市钢管分公司)采用X钢厂2018年轧制的X70钢级钢板生产壁厚12.7 mm直缝埋弧焊管时,出现了焊缝低温冲击功低于工艺标准要求的情况;但前期采用该钢厂2015年轧制的同钢级钢板生产同规格焊管时,并未出现焊缝低温冲击韧性不合格的现象,而影响钢管焊缝熔敷金属组织性能的主要是焊缝的固溶强化、变质处理(微合金元)和焊接工艺的调整[5-10]。生产这两批焊管时,采用的焊接工艺均相同,且根据沙市钢管分公司通过焊接试验构建的管线钢埋弧焊工艺参数优化设计数学模型[11],严格将管线钢钢管的焊接线能量控制在220 J/mm2以内,为此需要分析焊接材料是否与钢板母材成分匹配。
随着国内管线钢制造工艺技术水平的突飞猛进,钢厂通过优化控制终轧温度、道次、压下率及调整原料中合金元素的含量等,以保证钢材力学性能满足指标要求。X钢厂在不同年份生产的X70钢级钢板的化学成分见表1。可以看出,不同年份生产的同规格同钢级钢板原料,其Cr、V、Mo含量有较大变化,2018年大大增加了Cr、V元素的含量,但取消了Mo元素;而焊缝中的Mo含量在0.20%~0.35%时,在焊缝中有利于形成均一的细晶铁素体,这不仅提高了材料强度,同时也能改善材料的韧性。

表1 X钢厂在不同年份生产的X70钢级钢板的化学成分(质量分数)%
因此,针对2018年的钢板,选择合金元素不同的两种焊丝进行对比试验,以研究焊接材料对X70钢级直缝埋弧焊管焊缝组织性能的影响。
1 试验材料
试验用原料为国内X钢厂生产的X70钢级管线钢钢板,板厚为12.7 mm,其组织形貌如图1所示。选择两种焊丝进行焊接,化学成分见表2。从表2可以看到:两种焊丝的化学成分差异主要为Mn、Si、Cr、Ti、Cu、Al等元素,A 焊丝的 Cu、Al含量较高,而B焊丝的Mn、Si、Cr、Ti含量较高。

图1 X70钢级管线钢钢板的组织形貌
采用A、B两种焊丝在相同焊接规范下焊接,分别得到了甲、乙两根直缝埋弧焊管,其焊缝化学成分见表3。

表2 两种焊丝的化学成分(质量分数)%

表3 两种焊丝焊后不同焊管焊缝的化学成分(质量分数)%
2 试验结果
内外焊采用三丝焊,同一牌号焊剂,相同的焊接工艺参数,具体参数见表4。甲、乙两根焊管焊缝成型良好,过渡平滑,其宏观形貌如图2所示,焊缝尺寸见表5。
分别在甲、乙两根焊管上取4组(Ⅰ、Ⅱ、Ⅲ、Ⅳ)焊缝、热影响区冲击试样,并进行-20℃冲击性能试验。-20℃时两种焊管的焊缝和热影响区的冲击功见表6。从表6中可以看出:两根焊管焊缝和热影响区的冲击功均达到客户标准要求(单个值≥60 J,平均值≥80 J),但乙焊管的冲击韧性数值更优。
两种焊管的焊缝显微组织如图3所示。两种焊丝焊接得到的熔敷金属的金相组织都是由先共析铁素体+针状铁素体组成;但与甲焊管相比,乙焊管的先共析铁素体数量有所减少,且针状铁素体晶粒更细小均匀,这种组织特征有利于提高冲击韧性,与冲击试验结果相吻合。
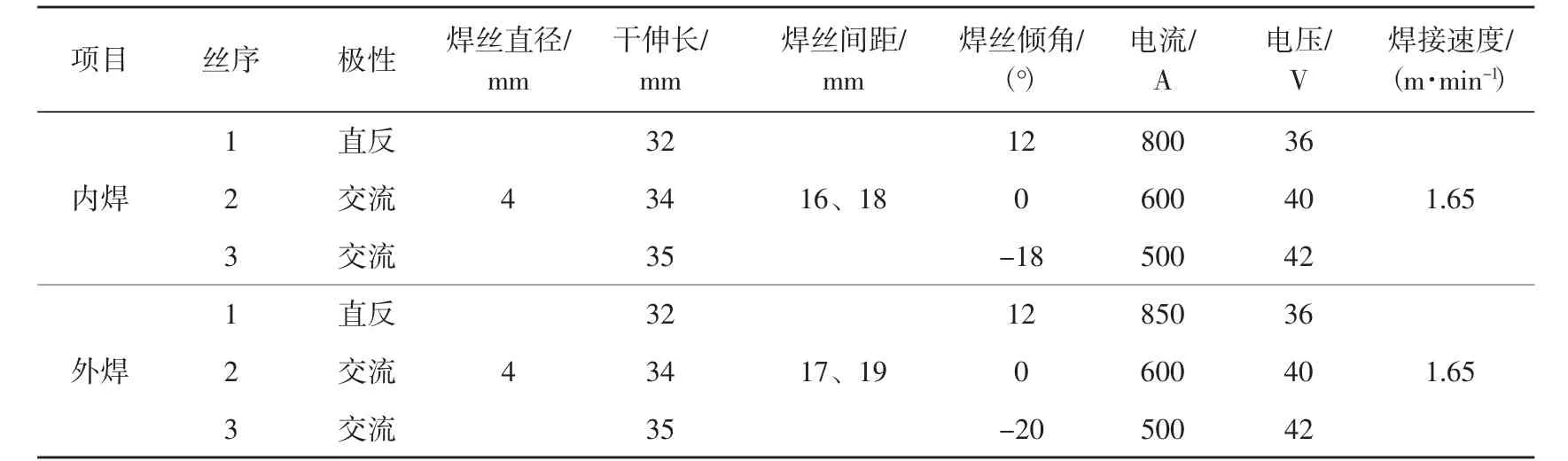
表4 焊接工艺参数

图2 两根焊管的焊缝宏观形貌

表5 两根焊管的焊缝尺寸mm

表6 -20℃时两种焊管的焊缝和热影响区的冲击功J

图3 两种焊管的焊缝显微组织
3 试验结果分析
在焊接工艺参数相同的条件下,选用的焊丝不同,导致两种焊管焊缝的组织及力学性能差异较大,A、B两种焊丝的区别主要在于Mn、Si、Cr、Ti、Al等元素含量不同。
(1)Mn、Si元素既可使低合金钢焊缝充分脱氧,又可弥补碳含量低造成的强度损失。近几年研究表明,当锰含量小于2%时,钢的强度随锰含量的增加而提高,而冲击韧性下降的趋势甚小。Mn元素能扩大奥氏体γ相区,缩小了先共析铁素体转变区间,使先共析铁素体没有充足的时间生长;因此,组织中等轴状的铁素体会减少,针状的铁素体会增多,进而会影响低碳钢的性能。随着组织中Mn含量的增加,铁素体晶粒的尺寸增大,这是因为在奥氏体化和冷却的过程中,Mn元素能够促进铁素体晶粒的长大;因此,Mn含量越高,在相同加热条件下,铁素体晶粒尺寸越大[12]。当焊缝中w(Si)在0.2%~0.4%,随着Si含量的增加,会促进针状铁素体AF的形成而使侧板条铁素体SF量生成较少。Si还可以改变AF板条的长宽比。Mn、Si同时存在时,可以作为脱氧剂,对焊管焊缝组织和性能都有重大影响。
(2)Cr元素在焊缝中也能抑制先共析铁素体PF的析出。w(Cr)为0~2.3%条件下,随着Cr含量增加,先共析铁素体连续减少,AF含量随着Cr含量增加而增加。但是当w(Cr)达到2.3%,焊缝组织绝大部分为贝氏体[13]。
(3)Ti与氧的亲和力很大,焊缝中的Ti是以微小颗粒氧化物(TiO)的形式弥散分布于焊缝中,在冷却过程中,由δ铁素体向奥氏体γ转变时,这些微小颗粒作为“钉子”位于晶粒边界,阻碍奥氏体晶粒的长大,细化了晶粒。此外,小颗粒的TiO还可以作为针状铁素体的形核质点,在γ→α转变阶段促进形成AF,Ti与N也有类似的作用[14]。
(4)Al是强氧化物形成元素,具有很强的脱氧和细化晶粒的作用。Al容易使针状铁素体AF在原奥氏体晶内合适的夹杂物上形核长大[5]。
对于乙焊管,B 焊丝中 w(Mn)为 1.94%,w(Si)为0.32%,都明显高于甲焊管用A焊丝中的Mn、Si含量。B焊丝中较高的Mn、Si含量使得乙焊管焊缝金属中O含量较少,而焊缝中丰富的Mn能扩大奥氏体γ相区,缩小了先共析铁素体转变区间,使奥氏体分解反应向较低温度移动;同时,可以使共析反应在较低的C浓度下进行,所以在焊缝冷却过程中,较大的奥氏体分解成先共析铁素体PF和细小的针状铁素体AF。同时,Cr与Ti都能起到细化晶粒的作用,所以采用B焊丝焊接的乙焊管的焊缝能得到细小的针状铁素体AF,获得较高的焊缝冲击韧性值。
4 结 语
钢板原料的化学成分含量有变化时,特别是Cr、V、Mo等合金元素化学成分含量较低时,制管厂在确定焊接工艺焊材选择上,需匹配合适的焊材,以获得较好的焊缝熔敷金属组织,确保埋弧焊接后焊管焊缝的机械性能。
