钢管定(减)径工艺技术(Ⅱ)
——《热轧无缝钢管实用技术》
2020-09-03成海涛,李赤波,李晓
3 钢管定(减)径机工艺参数设计
钢管定(减)径机的工艺参数设计包括钢管的减径量、减壁量、孔型系列、张力系数、轧辊速度的设计等。
3.1 定(减)径量的计算和分配
3.1.1 相对减径率的计算
(1)第i机架相对减径率ρi为:

式中Di-1,Di——分别为第i-1机架和第i机架轧出的钢管直径,mm。
(2)所有机架总相对减径率ρ为:

(3) 平均相对减径率ρ平可用公式(3)计算:

式中n——机架总数;
m——机架修正数。
m可根据平均单机架相对减径率选取:ρ平∧4%时,m=1;4%≤ρ平∧8% 时,m=2;ρ平≥8%时,m=3。
3.1.2 对数减径率的计算
(1)第i机架对数减径率ri为:

(2)所有机架总对数减径率r为:

(3) 平均对数减径率r平为:

(4)所有机架总对数减径率与各机架对数减径率的关系为:

(5)相对减径率与对数减径率的换算:

3.1.3 单机架减径率和总减径率的确定
无张力定径机的单机架减径率为2%~3%,总减径率≤25%;微张力定(减)径机的单机架减径率为3.0%~3.5%,最大4.0%,总减径率≤45%;张力减径机的单机架减径率为6%~12%,最大15%,总减径率可达80%以上,最大甚至达到了90%左右。
3.1.4 各机架减径率的分配
第一机架:考虑来料荒管的外径波动,为便于咬入,其减径率比中间机架的减径率小,二者之差要≥0.5%。
成品前架:考虑从椭圆孔型向圆孔型过渡,减径率为中间机架的一半左右。
成品机架:为保证钢管的外径精度,只给很小的减径率或减径率为0,一般取0~1.0%。
中间机架:中间机架的减径率一般平均分配,但也有沿轧制方向按从大到小分配或从小到大分配的情况。
3.2 钢管尺寸的计算
(1)成品机架钢管热直径D为:

式中Dc——定径后的钢管冷直径,mm。
(2)第i机架钢管直径Di为:

式中ρi——第i机架相对减径率,%;
ri——第i机架对数减径率。
(3)第i机架减径量ΔDi为:

3.3 机架数的计算
根据设定的单机架平均减径率ρ平,把公式(3)变换成机架数计算公式:n=(ln D-ln D0)/ln(1-ρ平)+m。将含有对数部分的计算结果取绝对值后与机架修正数m相加并取整数,可得到需要使用的机架数n。
3.4 张力系数的计算与设计
3.4.1 张力和张力系数
(1) 张力。
张力是指相邻机架之间荒管受到的拉力。它是由相邻机架之间人为设定的轧辊线速度差带来的。当线速度快于荒管前进速度的轧辊拽着荒管前进,会使机架和后一机架之间的荒管产生张力。由于荒管在定(减)径过程中,要保持金属的体积秒流量相等,尽管各机架轧辊的速度不一样,但作为整支荒管,只能以统一的一个速度向前运动,轧辊表面与荒管表面之间就不可避免地会发生打滑。并且,二者的速度差越大,荒管在轧辊表面上的打滑就越严重,产生的张力也就越大。
由此可见,张力的大小除与轧辊转速有关之外,还与荒管与轧辊表面之间打滑时的摩擦状态有关。影响摩擦力的因素包括轧辊速度、荒管的变形抗力、孔型形状、荒管尺寸、变形工艺参数、辊面状态等。因此,准确地计算出张力的大小是十分困难的。
(2)张力系数。
轴向应力是机架间荒管横截面单位面积上受到的张力,它与张力系数关系密切。
张力系数Zi表示相邻机架之间的金属所受到的轴向应力σei与金属平面变形抗力Ki的比值,即:

Ki=σei-σti(塑性条件)
式中Zi——第i机架的张力系数;
σei,σti——分别为第i机架金属的轴向应力和切向应力,MPa;
Ki——材料的变形抗力,主要与材料的屈服应力σs、变形温度、变形速度以及加工硬化程度有关,Ki≈1.15σs,MPa。
3.4.2 张力系数的计算方法
(1)平均张力系数Zm的计算。
第i机架平均张力系数Zmi是第i机架和第i-1机架张力系数的平均值:

式中Zi-1——第i-1机架的张力系数;
Φei,Φti——分别为第i机架的轴向对数变形和切向对数变形;
Ψmi——第i机架和第i-1机架钢管壁厚系数的平均值;
Ψi,Ψi-1——分别为第i机架和第i-1机架出口侧的钢管壁厚系数,Ψi=Si/Di、Ψi-1=Si-1/Di-1;Di,Di-1——分别为第i机架和第i-1机架出口侧钢管直径,mm;
Si,Si-1——分别为第i机架和第i-1机架出口侧钢管壁厚,mm;
μi——第i机架的钢管延伸系数。
(2)所有机架合计的平均张力系数Zm的计算。
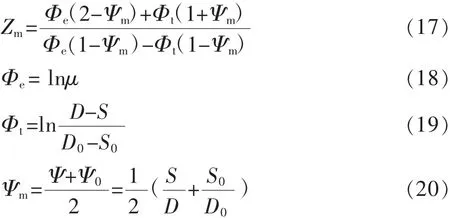
式中Φe,Φt——分别为轴向对数变形和切向对数变形;
Ψm——最后(成品)机架出口侧和第一(入口)机架入口侧的平均钢管壁厚系数;
Ψ,Ψ0——分别为最后(成品)机架出口侧和第一(入口)机架入口侧的钢管壁厚系数;
D,D0——分别为最后(成品)机架出口侧和第一(入口)机架入口侧的钢管直径,mm;
S,S0——分别为最后(成品)机架出口侧和第一(入口)机架入口侧的钢管壁厚mm;
μ——总延伸系数。
3.4.3 张力系数的设定
张力系数的大小与减径过程中钢管壁厚的变化关系密切。在一定条件下,时,管壁会发生减薄;0.34≤Zi≤0.50时,管壁不发生变化;时,管壁会出现增厚。
(1)第i机架钢管壁厚相对减(增)壁率εi的计算公式为:
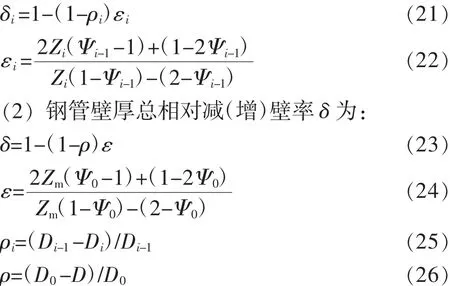
式中ρ——所有机架总相对减径率;
Ψi-1,Ψ0——分别为第i-1机架壁厚系数和所有机架总壁厚系数,Ψi-1=Si-1/Di-1,Ψ0=S0/D0;
S0,Si-1——分别为第一(入口)机架定径前和第i-1机架定(减)径后的钢管直径,mm。
为了强化减径过程,达到减径减壁的效果,应采用尽可能大的张力系数。张力系数的最大值取决于轧辊的曳入能力和管壁的断裂应力,太大的张力系数会使钢管在轧辊上打滑或不咬入,还有可能把管壁拉裂。张力系数太小时,单机架减径率、总减径率和减壁率会随之降低。实际生产中,最大张力系数Zmax取0.65~0.85,当定(减)径时的荒管温度高、管壁薄时取小值。
3.4.4 张力系数的分配
一般来讲,入口机架的张力系数较小;沿轧制方向,随着机架数目的增加,张力系数逐渐增大;在中间的一架或数架,张力系数达到峰值;然后,张力系数又逐步降低,直至为0。各机架张力系数Zi的理想分配方案如图3所示。

图3 张力减径机各机架张力系数Zi理想分配曲线
表1列出了大于12机架的张力减径机各机架张力系数Zi与所有机架合计的平均张力系数Zm的关系。
3.5 轧辊速度的计算
轧辊转速计算的根据是:荒管在定(减)径过程中,要保持各机架金属体积秒流量相等的原则,并在此基础上考虑金属与轧辊间存在的“滑移”影响。
3.5.1 轧辊转速的计算
计算轧辊转速时,首先应按各机架的孔型尺寸参数,确定机架的钢管横截面面积Fi,然后将其代入Fivi=常值的公式中,即可求出各机架的轧辊转速ni。
无张力定(减)径时:
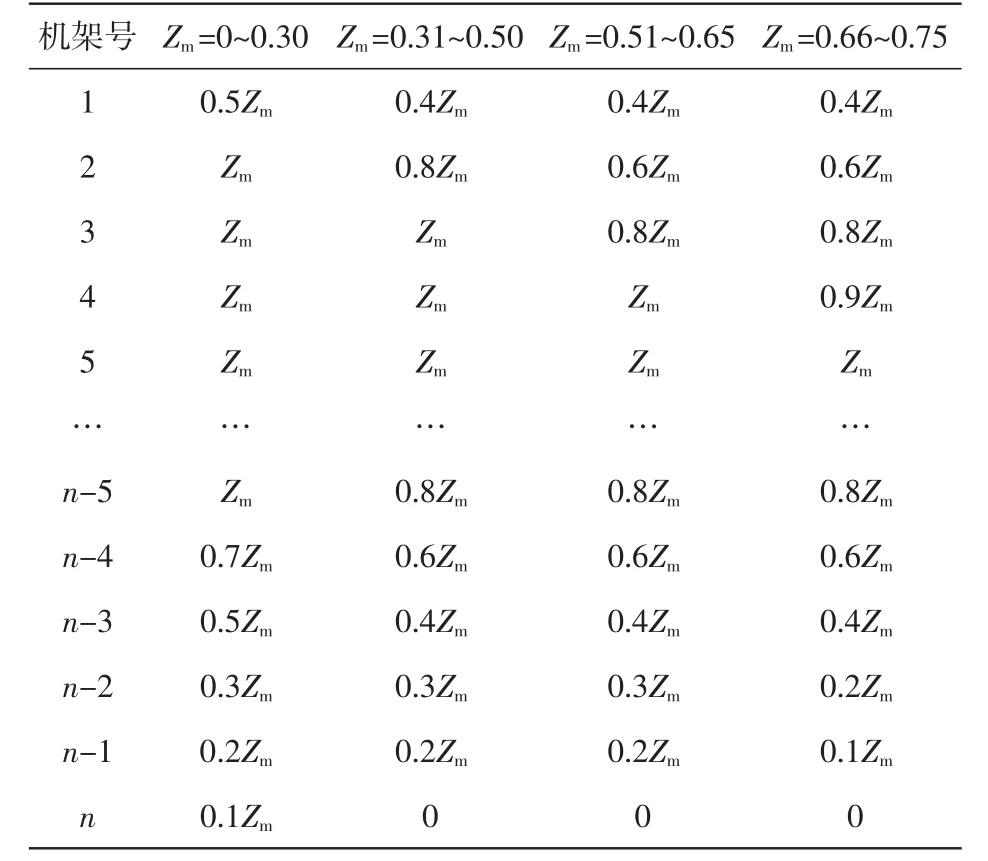
表1 大于12机架的张力减径机各机架张力系数与平均张力系数Z m的关系
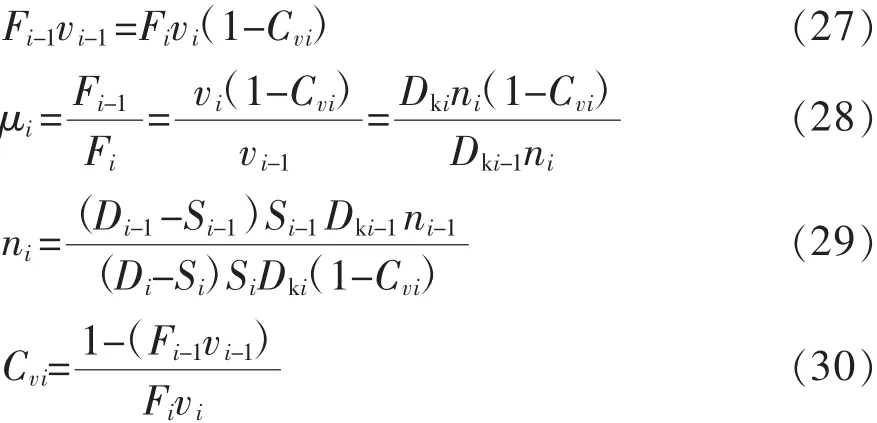
式中Dki-1、Dki——分别为第i-1和第i机架的轧辊工作直径,mm;
ni-1、ni——分别为第i-1和第i机架的轧辊转速,r/min;
Cvi——第i机架的运动学张力系数,一般为 0.003~0.005;
vi-1、vi——分别为第i-1和第i机架的钢管出口速度,m/s;
Di、Si——分别为第i机架入口侧荒管的直径和壁厚,mm;
Di-1、Si-1——分别为第i-1机架入口侧荒管的直径和壁厚,mm。
根据上述计算公式,在确定了出口(成品)机架轧辊转速n或第一(入口)机架转速n0之后,便可依次求出各机架轧辊转速。
3.5.2 轧辊工作直径的计算
轧辊工作直径是指孔型中,荒管的运动速度等于轧辊圆周线速度的点所对应的轧辊直径,此点与孔型中心线在孔型中心构成的夹角称为中性角,用θ表示,如图4所示。
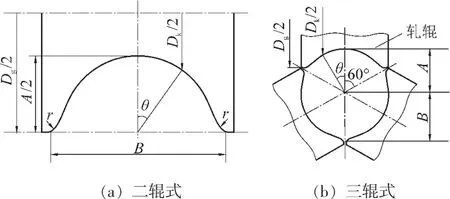
图4 定(减)径机孔型形状及轧辊工作直径与轧制中性角示意
从图4的三角几何关系可知,轧辊工作直径Dk与轧辊直径、轧制中性角和孔型高度有关。
无张力轧制时,第i机架的轧辊工作直径Dki为:

式中Dki,Dgi——分别为第i机架轧辊工作直径和轧辊直径,mm;
Ai——二辊式定(减)径机第i机架的孔型高度(图4a),mm;
Bi——三辊式定(减)径机第i机架孔型长半轴(图4b),mm;
ξi——三辊式定(减)径机第i机架孔型椭圆度系数;
θi——第i机架轧辊工作直径对应的中性角,(°)。
带张力轧制时,管子从孔型中轧出的速度会加大。因此,管子运行速度与轧辊线速度相同的点所对应的轧辊工作直径要大一些,中性角θi要有一个增量Δθi,并且,张力越大,增量Δθi也越大。此时,荒管在带张力的定(减)径过程中,中性角θzi可变成:

式中θzi——带张力定(减)径时,第i机架的轧辊工作直径对应的中性角,(°);
Δθi——带张力定(减)径时,第i机架的轧辊工作直径对应的中性角增量,(°)。
中性角θ的大小受众多工艺因素的变化而变化。对于二辊式定(减)径机,θ角在0和90°之间变化,即0≤cosθi≤1。对于三辊式定(减)径机,θ角在0和60°之间变化,即0.5≤cosθi≤1。但有时也可能超出上述范围,表示钢管的运动速度大于临界速度,或轧辊孔型中各点的线速度都大于钢管的运行速度。
4 钢管定(减)径机孔型设计
钢管定(减)径机的孔型设计参数包括:孔型直径、宽度和高度、椭圆度系数、宽展系数以及孔型侧壁开口角和侧壁圆弧半径等。
4.1 二辊式定(减)径机孔型参数设计
4.1.1 孔型参数
(1)孔型平均直径。
第i机架孔型的平均直径Di为该孔型宽度Bi和高度Ai之和的一半。

(2)孔型椭圆度系数。
第i机架孔型宽度Bi与高度Ai之比称为该孔型的椭圆度系数ξi。孔型椭圆度系数是孔型设计中的一个重要参数。

椭圆度系数ξ的大小影响孔型形状和金属在孔型中的流动情况。ξ值较小时,孔型接近圆形,有利于限制金属的横向变形,提高钢管的外径精度和壁厚精度。但金属容易被挤进辊缝而产生“青线”或造成轧折;ξ值较大时,金属有较大的宽展空间,可减小产生“青线”和轧折的风险,但增加了钢管沿圆周方向的不均匀变形程度,会降低钢管的外径精度和壁厚精度,钢管内孔容易出现“内方”。
在确定孔型的椭圆度系数ξ时,前面机架的ξ值较大,后面机架的ξ值较小,成品机架的ξ值等于1,除成品机架外,所有机架的ξ值均大于1。
4.1.2 孔型参数计算
二辊式定(减)径机的孔型形状如图4(a)所示。根据已知的各机架孔型平均直径D和设定的孔型椭圆度系数ζ,可通过几何关系,计算出孔型侧壁开口角、侧壁圆弧半径、偏心距等孔型参数。计算方法可参照连轧管机工具设计。
4.1.3 相邻机架孔型参数的关系
4.1.3.1 宽展系数
第i-1机架孔型高度Ai-1与第i机架孔型宽度Bi之比称为该孔型的宽展系数λi,它反映了荒管定(减)径时金属的宽展程度。

根据宽展的不同性质,λ值有以下3种情况。
(2) λ=1,即 Ai-1=Bi。表示钢管在定(减)径时,高度上有压缩,宽度上不增加,称为零宽展孔型。钢管在孔型高度方向压下的金属无宽展的余地,增加了金属流入辊缝的风险,容易在辊缝处造成表面划伤或产生“耳子”。但产生“内方”的可能性要小得多。
(3) λ ∨1,即 Ai-1∨Bi。表示钢管在定(减)径时,高度上有压缩,宽度上也有压缩,称为负宽展孔型,也称圆孔型。钢管在此孔型中轧制时,整个外表面均受到压缩,变形比较均匀,产生“内方”的可能性减小到最低。但在辊缝处,钢管表面发生划伤和产生“耳子”的可能性更大。轧制薄壁管时,还有造成轧折、“青线”的风险。
宽展系数λ值的确定与该机架的减径率、张力系数和钢管尺寸关系密切。目前,还是根据经验来选择λ值。对于薄壁钢管,因形成“内方”的倾向性小,产生“耳子”和轧折的倾向性大,宜采用λ ∧1的正宽展孔型(椭圆孔型)。对于厚壁钢管,因宽展量小,产生“耳子”和轧折的倾向性小,形成“内方”的倾向性大,宜采用λ=1的零宽展孔型,甚至采用λ ∨1的负宽展孔型(圆孔型)。并且,随着张力系数的增加,λ值可随之加大。
在孔型设计时,一般会根据钢管的壁厚设计两个或两个以上的孔型系列,即薄壁管孔型系列和厚壁管孔型系列。不同的孔型系列采用不同的单机架减径率和不同的孔型宽展系数。
4.1.3.2 覆盖系数
覆盖系数Чi是指第i机架孔型高度Ai和第i+1机架孔型宽度Bi+1的比值,即:

为了避免金属在宽展时接触到轧辊边缘,保证在辊缝处的金属不发生压缩,要求第i+1机架孔型的宽度Bi+1要比第i机架孔型的高度Ai大,二者的差值取决于第i机架的减径率ρi。用覆盖系数Ч来校验相邻机架两个孔型宽度和高度的数量关系是否合理。
表面上看,覆盖系数和宽展系数的表达式相同,但它们的物理意义却不一样。覆盖系数是对椭圆孔型的相邻机架在不同减径率条件下,宽度和高度最佳比例的一个经验数据,或者说是在生产实践中,总结出来的与减径率ρ相关的一条标准关系曲线Ч=f(ρ),具体如图5所示。这条曲线为设计椭圆孔型,校验各机架的减径率是否合适提供了标准和依据。

图5 覆盖系数与单机架减径率的关系曲线
4.1.3.3 椭圆度系数与减径率和覆盖系数的关系
通过孔型椭圆度系数表达式ξi=Bi/Ai、减径率表达式ρi=(Di-1-Di)/Di-1和覆盖系数表达式Чi=Ai/Bi+1的换算,可得到孔型椭圆度系数与减径率和覆盖系数的关系式,即:

4.1.3.4 校核系数
为保证设计的孔型可靠,引入一个校核系数Э:

孔型校核系数Эi值应符合表2中所列的数据。

表2 孔型校核系数Эi与减径率ρi的关系
4.1.4 孔型设计步骤
(1)由给定的荒管直径D0、荒管壁厚S0和成品机架钢管直径D、钢管壁厚S,计算出总对数减径率。
(2)按机架减径量分配原则,给定各机架对数减径率ri(单机架相对减径率与单机架对数减径率有以下关系:ρi=1-eri),在满足各机架对数减径率之和等于总对数减径率的前提下,求出机架数。
(3)从成品机架轧出的钢管直径D出发,根据Di-1/Di=eri的对数减径率计算公式,依次求出各机架孔型直径Di。
(4) 根据各机架的相对减径率 ρi,由 Ч=f(ρ)标准曲线(图5所示),查出各机架覆盖系数Чi。
(5) 在已知Чi和ρi的条件下,根据公式(38),求出各机架孔型椭圆度系数ξi。
(6)根据椭圆度系数ξi,计算各机架孔型宽度Bi和高度 Ai。
(7)根据Э计算公式,求出校核系数Э后,对照各机架的Эi和ρi,校核是否满足表2中的数据(若数据不在列表中,可采用插值法)。如不满足,需重新设计,直到满足为止。
4.2 三辊式定(减)径机孔型参数设计
与二辊式定(减)径机孔型参数设计的步骤和方法相同,在已知各机架孔型平均直径D(D=A+B)、孔型椭圆度系数ζ或宽展系数λ的条件下,可根据几何关系,方便地求出三辊式定(减)径机孔型侧壁圆弧半径R和偏心距E等孔型参数。三辊孔型形状如图 4(b)所示。
(1)第i机架孔型侧壁圆弧Ri为:

式中Ai——第i机架孔型的短半轴,mm;
Bi——第i机架孔型的长半轴,mm。
(2)第i机架孔型偏心距Ei为:

4.3 辊缝侧壁连接弧的设计
辊缝侧壁连接弧r(图4)的大小会影响辊缝处金属的流动,它对减小钢管壁厚偏差和减少钢管“青线”关系密切。r值太大,孔型侧壁对金属流入辊缝的限制能力减弱,会增加金属的横向变形,不利于提高钢管的壁厚精度。r值太小,金属容易被挤进狭小的辊缝,致使钢管产生“青线”或轧折。一般r取3~8 mm。大孔型时取大值。
4.4 定(减)径轧辊材质
定(减)径轧辊大多采用辊轴和辊环组合结构。辊轴和辊环材质与连轧管机相同。辊轴用锻钢制作,辊环材质一般为离心铸造的球墨铸铁。
(待 续)
