基于西门子S7-1200PLC的数控钻床电气系统设计与实现
2020-09-01郭志冬
郭志冬
(三门峡职业技术学院,河南 三门峡 472000)
数控钻床是实现高精度自动化钻削加工的一类机床设备,具有多样化、高性能、高精度和高效率等特点,在机械加工的各类机床中所占比重较大。数控机床通过X、Y、Z轴上安装的伺服电机实现X(左负右正)Y(近负远正)Z(下负上正)三个方向的精确运动。随着电子技术的不断发展,数控设备也出现了强大的性能和多样化[1]。充分利用计算机数控技术和软件技术,使得数控机床的性能得到极大地提升,精度和效率也越来越高。但是,数控机床的多种性能的利用即在工厂用到的数控钻床的功能还不到全部功能的十分之一。这使得数控机床的很多功能被闲置,是一种浪费[2]。另外,数控机床由于其多种性能,其价格多数较为昂贵。对此,研究基于PLC的数控钻床,结合PLC和现有的控制系统及技术,设计一种成本较低的,易于操作维护保养,结构简单经济的数控钻床设备有着很大的现实意义。
一、数控钻床整体方案设计
研究以PLC为核心,满足控制要求和加工精度,设计一台高性价比的数控钻床的电气控制系统。控制要求如下。
手动控制功能:通过触摸屏上的界面选择进入到手动控制界面,通过电子手轮功能对设备进行XYZ三个方向上移动,通过触摸屏显示的三个方向上的数值确定移动的距离,对于要求加工定位精度不高的场合也可通过肉眼来定位[3]。
自动控制过程:
该数控系统的整体设计方案如图1所示。
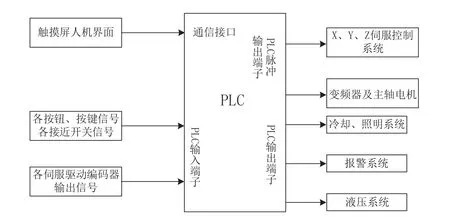
图1 PLC控制数控钻床整体方案
图1中,PLC完成主控功能;触摸屏为人机对话平台,完成工作状态的显示;变频器及主轴电机用于实现机床主轴运动,并实现主轴调速;X、Y、Z伺服控制系统采用伺服电机实现钻床的前后、左右、上下的位置运动控制,综合考虑精度要求,以及成本和控制要求等,本系统采用半闭环伺服系统。
二、硬件系统方案设计
本系统的硬件组成包括PLC、触摸屏、伺服系统(包括伺服驱动、编码器和伺服电机)、主轴电机及变频器组成[4]。硬件结构图如图2所示。
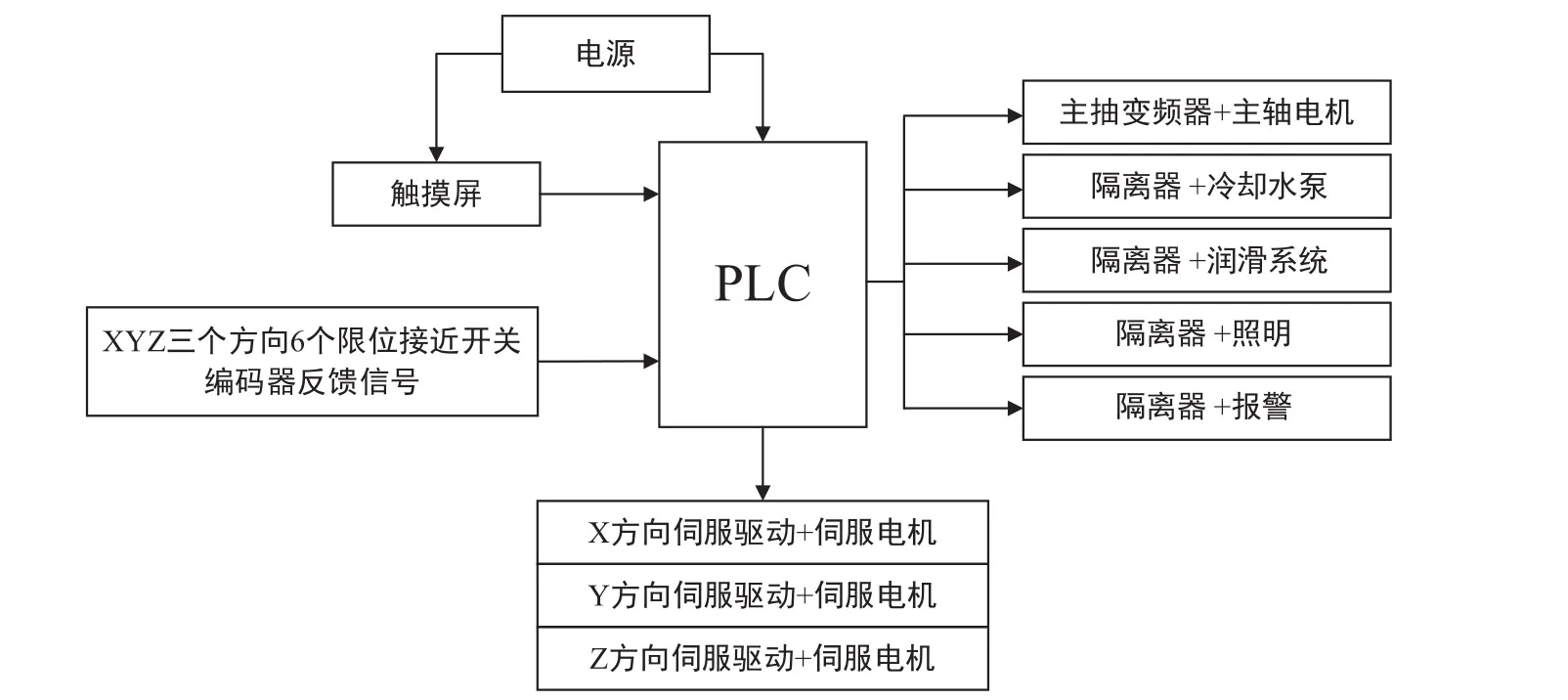
图2 硬件结构图
(一)触摸屏:人机界面,参数设置、状态显示及控制,采用西门子精智面板TP700,该触摸屏是7 TFT 显示屏,800 x480 像素,16M 色;1个MPI/PROFIBUS DP接口,1个支持 MRP 和 RT/IRT的 PROFINET/工业以太网接口(2个端口);2 x多媒体卡插槽;3个USB接口。实现功能为:机床参数设定;机床状态显示;机床控制;报警显示等内容。
(二)PLC主机:采用西门子S7-1200系列的CPU 1215C DC/DC/DC。该PLC具有125 KB 工作存储器;24VDC 电源,板载 DI14 x24VDC 漏型/源型,板载 DQ10 x24VDC 及 AI2 和 AQ2;板载6 个高速计数器和 4 个脉冲输出;信号板扩展板载I/O;多达 3 个用于串行通信的通信模块;多达8个用于 I/O 扩展的信号模块;0.04 ms/1000 条指令;2 个 PROFINET 端口,用于编程、HMI 和 PLC 间数据通信。主要用于实现各种执行单元的控制。
(三)伺服驱动及伺服电机:伺服驱动采用欧姆龙R88D-KT08H-Z,配伺服电机R88MK75030T-B-Z,电机自带编码器,编码器用于测量具体位置并反馈给伺服驱动器。伺服驱动器用于接收PLC的脉冲和数据并转换成执行指令,通过内部参数达到控制的目的;通过不断地接收编码器的数据,对伺服电机实施半闭环控制。伺服电机用于接收伺服驱动器的指令和进行能量转换。
(四)变频器:采用欧姆龙多功能小型变频器3G3MX2-A2022-ZV1,三相2.2KW。用于对主轴电机采取开环控制,主要有正反转控制和利用调频的方式进行速度控制。
(五)主轴电机:采用2KW的变频电机磁极对数P=2。
(六)其它部分:润滑部分采用普通润滑模块,由PLC进行控制。冷却部分采用普通冷却模块,由触摸屏或PLC进行控制。照明部分由触摸屏或PLC手动控制。
三、软件系统设计方案
(一)软件设计总体方案
本系统的软件设计总体方案如图3所示。
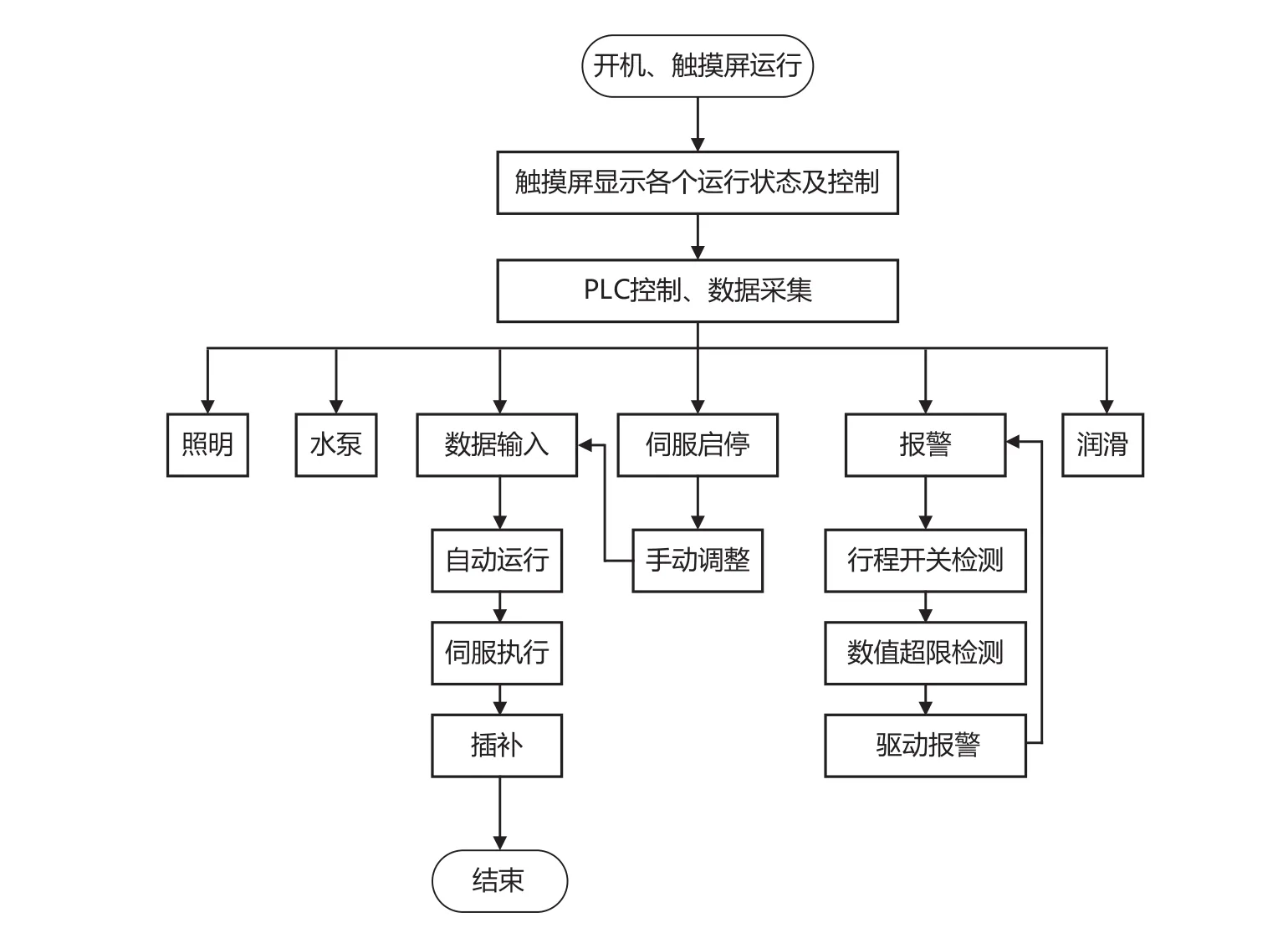
图3 系统的软件设计总体方案
该系统采用触摸屏作为操作的上位机;主机为PLC,通过触摸屏启动PLC,启动主程序,调用各个功能模块来实现整体控制[5]。
(二)PLC程序流程图
PLC程序流程图如图4所示。
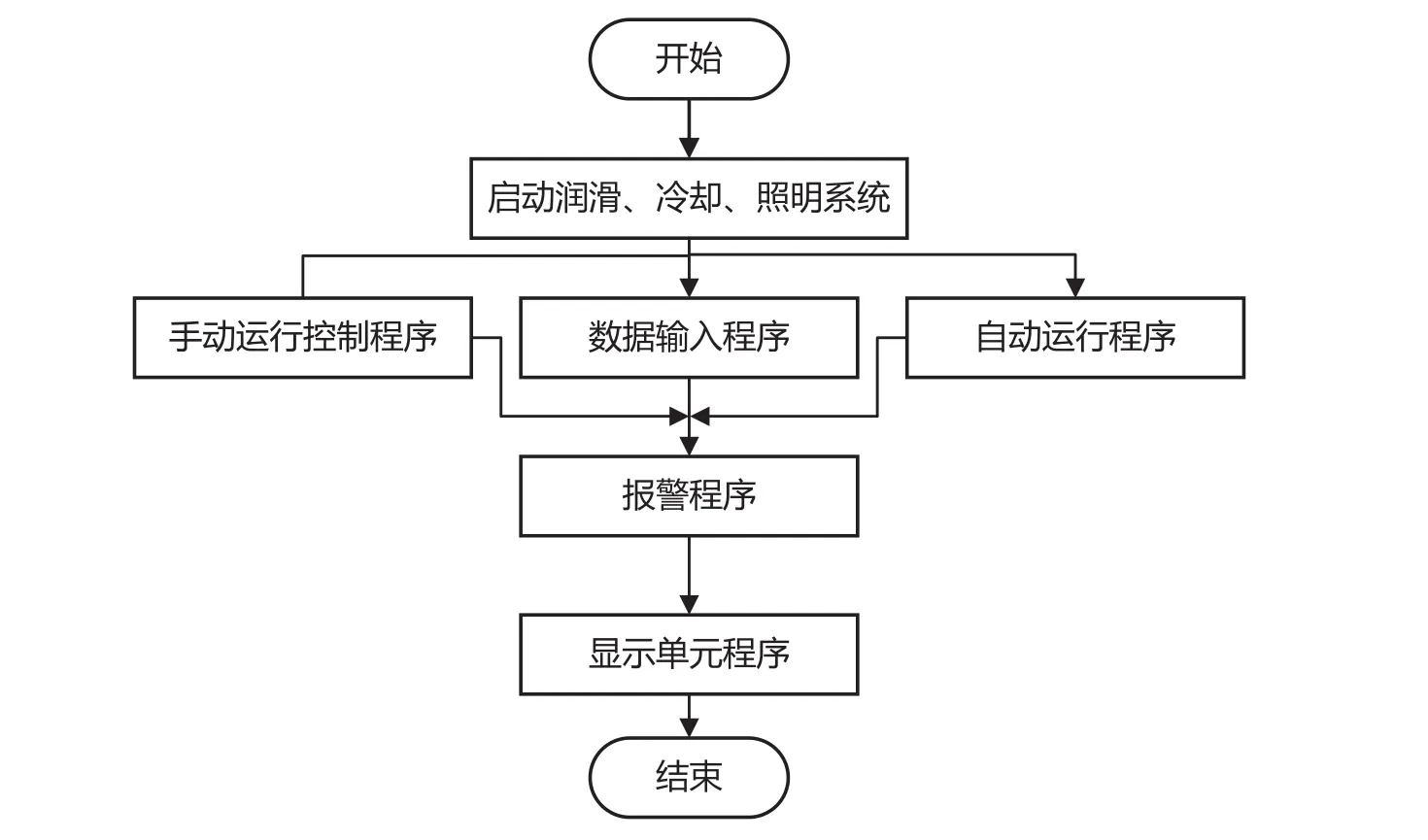
图4 PLC程序流程图
PLC启动时,开启照明、冷却水泵、润滑泵等辅助功能;然后启动伺服准备加工,启动数据输入功能,并进行手动调整,完成零件的坐标数据,计算脉冲数量,执行伺服运动,并以直线插补的方式进行每个点的钻削加工;当出现位置、数据、驱动等报警事件触发时,系统显示报警,停止运行程序,直到报警解除。加工过程的各个数据通过PLC实时传送到触摸屏进行显示。
(三)触摸屏设计
主界面设计如图5所示。
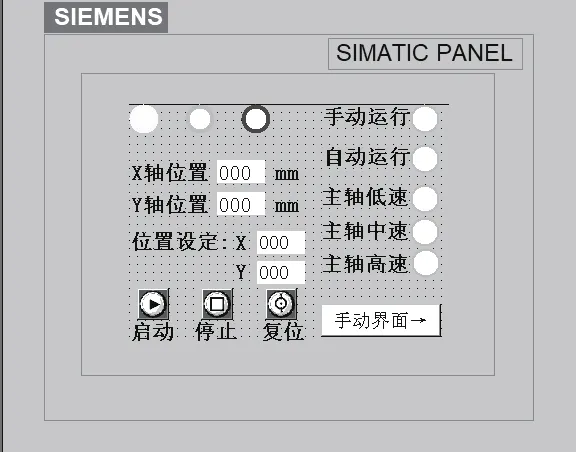
图5 触摸屏组态主界面
触摸屏组态手动控制界面如图6所示。
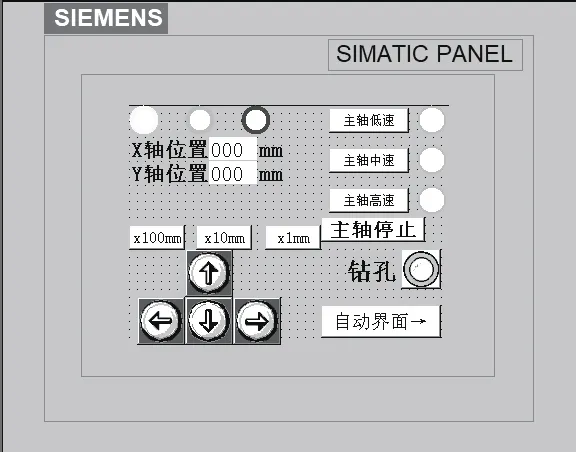
图6 触摸屏组态手动界面
四、结语
本文从实际应用的角度和简单、数控的原则出发,搭建了数控机床的简易硬件结构,设计了程序流程。本文设计的硬件系统,结构简单,目的是简化机床结构,便于维修和操作,所使用的材料均为市场上成熟的产品,且满足机床的参数需求。程序设计采用PLC程序设计,通用性好,可靠性高,编程简单容易。本设计可以实现高精度自动加工,满足一般的控制要求,但是控制上灵活度还有一定的欠缺,各轴也不能实现联动,因此不能完成复杂加工工艺的零件加工,但是经济实惠、精度高可以满足大部分一般的需求,因此有极大应用和参考价值。
