钢结构工业厂房构件焊接应力及变形控制措施
2020-08-31王兴元
王兴元

摘要:工业厂房钢结构搭建过程中,广泛使用以H型钢柱为代表的各类钢构件,涉及到加工与组装作业,在此过程中易产生焊接应力并伴随明显的变形现象,若缺乏合理的矫正措施,将会对钢结构的整体稳定性造成影响。因此,从焊接应力与变形特点出发,提出可行的控制措施极具必要性。
Abstract: In the process of building the steel structure of industrial plants, various steel components represented by H-shaped steel columns are widely used, which involves processing and assembly operations. During this process, welding stress is likely to occur and accompanied by obvious deformation. If there is no reasonable corrective measures, it will affect the overall stability of the steel structure. Therefore, it is extremely necessary to propose feasible control measures based on the characteristics of welding stress and deformation.
关键词:钢结构;工业厂房;构件焊接应力;变形控制
Key words: steel structure;industrial workshop;component welding stress;deformation control
中图分类号:TU391 文献标识码:A 文章编号:1006-4311(2020)24-0135-02
1 钢结构厂房构件特征
钢结构构件具有一定的特殊性。钢结构工业厂房在实际施工过程中,因为自重轻、施工公开工期短、环保、抗震性能高等特征,与以往传统钢筋混凝土结构进行比较,具有较大的优点:
第一,钢结构构件自身重量轻。钢结构虽然具有较大的容重,仅仅与其他建筑材料相比较,会有较高的强度。因此,在承受條件与荷载相同时,钢结构相比较于其他结构较轻,有利于安装与运输,并且能够跨越更大的跨度。自重轻有利于降低运输与吊装费用,也能减少基础造价;
第二,钢结构构件布置较为灵活。钢结构可以最大程度地满足工业厂房的实际建筑需求,最大跨度可以实现48m,在同一梁高环境下,钢结构开间相比较于混凝土结构开间,会增加50%,从而促进柱网布置灵活。纵向温度区段通常长度标准范围可实现300m,横向温度区段长度则为150m;钢结构构件有利于节约面积。钢结构与传统结构比较占用面积,会在很大程度上增加使用面积,提高空间利用率。网架结构所形成的屋面会有较大空间,可以布置通风、给水、管道、消防、采暖、封闭母线、空调冷水等;
第三,抗震性能高。因为钢结构自身具有一定的韧性用户塑性,可以有效分耗震能。不会由于局部超载突然出现断裂损坏,钢结构针对动力荷载,具有较强的适应性,钢柱与钢梁组成的框架可以有效抵御8级以上的地震;
第四,钢结构施工工期短。轻钢厂房所有钢构件都能够在专门的金属结构厂商进行加工制作,具有较高的机械化生产程度,确保精度,从而保证钢构件质量。成品构件在运输到现场后,进行组装过程中,工作人员需要安装固件与螺栓即可,施工工期短,能够有利于缩短施工工期,从而保证厂房能够较快生产,从而获取更高的经济效益。
钢结构构件为环保建筑材料,自身属于高效能、高强度的材料,相比混凝土结构进行施工,钢结构安装位干式作业,对环境造成的污染少,不会产生粉尘污染以及噪声,已经完成的钢结构方便拆卸、改造以及加固,并且也能回收二次利用。
2 钢结构工程施工方法
2.1 钢结构加工
①放样全面核对图纸内容,经放样后完成各类构件的加工作业。放样过程中,铣、刨工件时应充分考虑加工余量,以既定的工艺流程为指导,合理预留焊接收缩余量。
②号料做好对各类原材料的检查与核对工作,在材料上确定加工位置,以便给铣、刨等环节的施工作业提供指导;打冲孔并准确标识零件编号,此过程中应遵循用材合理的基本原则。
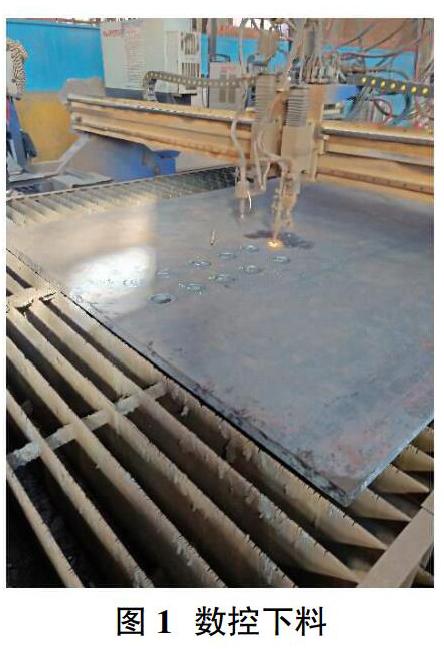
③切割基于切割的方式下料,在此之前需要做好检查工作,将残留在钢材上的铁锈等杂质清理干净;切割过程中确保断口质量,不允许出现裂纹,产生的缺口需在1.0mm以内,及时清理边缘的各类飞溅物。切割截面以及表面垂直度都要得到合理控制,其产生的偏差需控制在钢材厚度的10%以内,且须不大于2mm。见图1。
2.2 钢结构焊接组装
H型钢下料作业时,需充分考虑到翼板、腹板长度,在原有基础上加30mm的余量,若存在拼接需求,合理的工艺顺序是先拼接作业再下料。根据设计要求,于L/3处拼接,且拼缝间距小于200mm。针对存在起拱要求的梁,其腹板起拱形式以圆弧形为宜。
定位焊施工作业时,要求间隙得到合理控制。以腹板厚度t为基准,若t≥12mm,加固作业采取的是4.0mm焊条点固的形式。所有焊点应足够牢固,焊缝长20~30mm,各焊点间距控制在200~300mm,不可出现焊点高度过高的情况,以便为后续埋弧焊接提供优良条件。通过对H型钢的焊接作业,随后采取机械矫正措施,有效控制翼板角变形现象。在翼、腹板处精确标出中心线,在该处打上样冲,通过此方式为零件装配作业提供基准。后续组装作业时需将一端对齐,经焊接矫正后再处理多余部分,将超出部分切下。梁端处孔的设置不可按边距尺寸划线,需要精确检测构件长度,在此基础上修正划线。完成构件焊接作业后需处理外形,进行修正与焊疤清理工作,经打磨处理使其具有足够的光洁度,要求边缘处形成2R倒角。
3 焊接应力的消除
焊接过程中易形成应力,为避免这一现象,需注重如下内容:
①常规构件较可行的是焊后锤击方法要求构件处于受热状态,此时利用手锤多次敲击焊缝(此操作应注重对称性与均匀性),可达到焊缝收缩补偿的效果,从而控制焊接残余应力。
②局部加热方法通过对焊缝周边进行加热可达到消除残余应力的效果。(见图2、图3)。
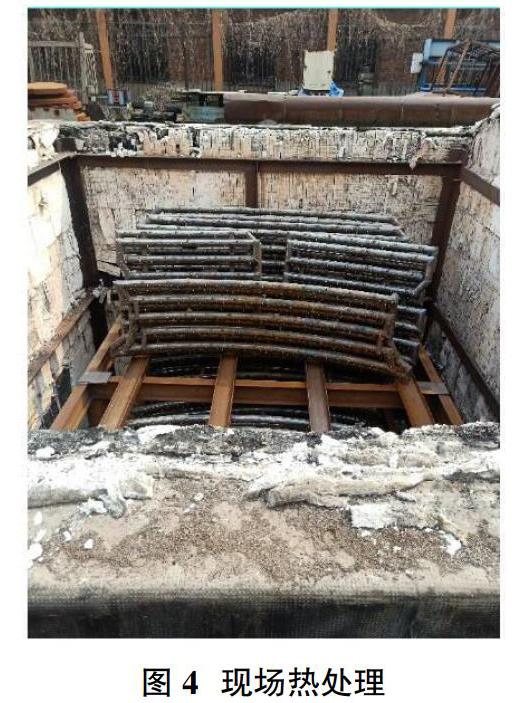
③关键性构件较可行的是焊后热处理方法将焊件放置在炉中并采取加热措施,使其达到特定温度后再冷却,此方式的应用效果较好,且得到了广泛应用。(见图4)。
4 控制焊接变形的措施
4.1 材料质量控制
各类构件需满足质量要求,并出具质量合格证,在强度、塑性等方面都要足够良好,以免焊接过程中出现质量问题。
4.2 钢构件焊接变形的矫正
针对钢构件整体变形现象,需在下料、装配等环节采取合适的控制措施,基于矫正工艺有助于消除局部变形现象,在波浪变形、角变形等质量问题中具有较好的应用效果。针对钢构件焊接变形问题,主要有如下两种处理方法:①机械矫正法借助机械实现对各类构件的矫正,应用较为广泛的有翼缘矫直机矫正法,该装置设置有圆盘滚轮,在其作用下可实现对焊缝的碾压处理,同时控制压缩塑性变形区,最终有效消除变形。此方法的局限之处在于适用性不强,只有在翼缘宽度大于200mm的工字钢中才具有应用价值。②火焰矫正法以低碳钢为例展开分析,可细分为低温矫正、中温矫正与高温矫正三种,所采取的冷却途径也不相同,其中低温矫正采取的是水冷却的方式,高温矫正为空气冷却,较特殊的是中温矫正,采取空气与水相混合的形式。火焰矫正对加热温度提出较高的要求,不可出现温度过高的情况,否则会引发金属变脆等问题。
4.3 翼缘板的角变形
针对H型钢柱变形等问题,采取纵向线状加热的方式,实际操作中加热温度需在650℃以内,同时要控制好加热范围,需限定在两焊脚操控范围内。在此过程中,应避免同一方位重复加热现象。①翼缘板加热时,需要从弯曲中心处开始逐步向两头加热,整个过程呈线状特性,若处理效果欠佳,还可采取辅助加载的方式。②腹板处采取三角形加热措施,此方式可有效处理柱、梁弯曲变形问题,横向线状加热过程中实际宽度以20~90mm為宜,若处理的板厚度偏小,此时需适当缩小加热宽度,需从顶部开始加热,由中心逐步向两边扩大,最后完成整个区域的加热处理。
4.4 柱、梁腹板的波浪变形
寻找波峰处,通过圆点加热法辅以手锤的方式实现对变形的有效矫正,此过程中加热圆点直径需得到有效控制,普遍介于100~200mm,以中温矫正较为适宜,达到波峰时增设垫板并捶打,从而达到加热区金属受压的效果,后续经冷却后即可恢复平整状态。
5 结语
钢构件焊接变形现象将对钢结构整体质量造成影响,实际施工中需注重如下要点:①针对构件采取分段、分片焊接作业,在此基础上再进行拼装;②以大块材料为宜,以达到控制焊缝数量的效果;③针对构件采取定位加固措施,提升结构刚性;④采取自动埋弧焊的方法,确定合适的焊接参数;⑤基于反变形法有助于控制焊接变形现象。
参考文献:
[1]李建彬.钢结构工业厂房构件焊接应力及变形控制[J].山西建筑,2013,39(02):47-48.
[2]盖峰.单层钢结构工业厂房抗震设计分析[J].广东建材,2012,28(12):37-39.
[3]项敏.厂房钢结构的制作安装研究[J].科技与企业,2012(02):145.
[4]季涛.大型钢厂工业厂房钢结构施工的若干技术问题[D].西安建筑科技大学,2009.