异种铝合金接头组织性能浅析
2020-08-19杨振东林相远
邓 鑫,康 铭,韩 旭,杨振东,林相远
(辽宁忠旺集团有限公司,辽宁 辽阳111003)
目前轨道汽车轻量化发展已成为制造业发展的要求。铝合金由于密度小,比强度高且具有良好的耐蚀性成为应用在轨道列车及汽车车身上的轻量化材料。并且为了满足各种铝合金结构的连接,异种铝合金连接的结构件也广泛应用于实际生产,由于异种铝合金的化学成分、显微组织及焊接性的不同,势必需要进行多方面的研究,以确定良好的工艺措施[1]。
5182-H111与6005A-T6均属常见的铝合金,由于其焊前热处理方式不同,造成其在焊接过程中对热输入的敏感性不同,进而影响其性能。但目前关于5xxx系、6xxx系异种铝合金焊接接头的研究甚少[2],本文旨在对5182-H111及6005A-T6异种铝合金焊接接头进行组织和性能的研究,为轨道列车及汽车制造等行业提供有效的异种铝合金焊接技术措施和理论依据。
1 试验材料与方法
1.1 试验材料
本研究拟选用尺寸均为300mm×150mm×6mm的加工硬化5182-H111板材,以及时效温度175℃、保温时间10h的6005A-T6板材,填充金属选用直径均为Φ1.2mm的ESAB ER 5356、ER5087、ER 5556A铝合金焊丝。母材及填充金属化学成分见表1。母材力学性能为,5182-H111合金,其屈服强度为125.0MPa,抗拉强度为273MPa,延伸率为26.5%;6005A-T6合金,其其屈服强度为260.5MPa,抗拉强度为317MPa,延伸率为15.7%。母材金相显微组织如图1所示。
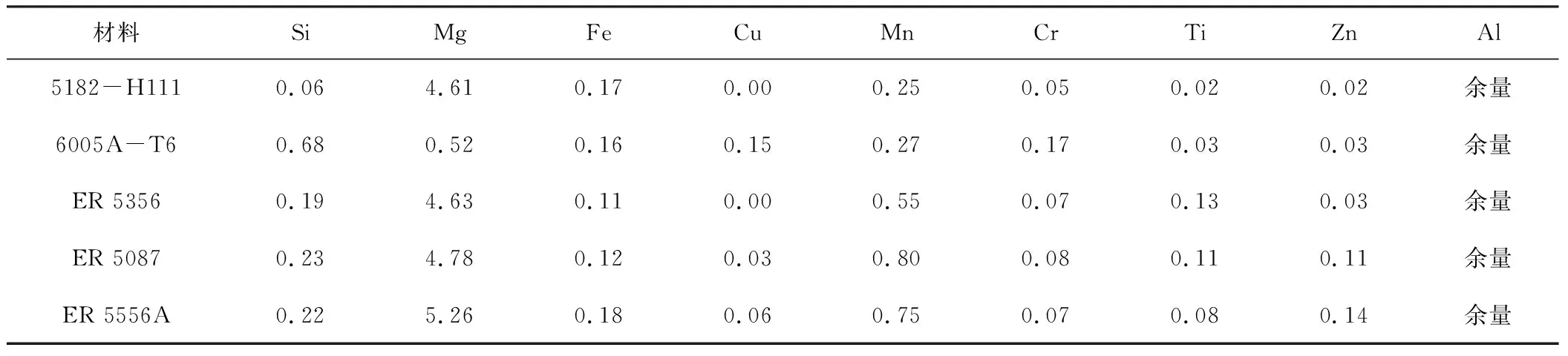
表1 母材及焊丝化学成分(质量分数,%)

(a)5182-H111; (b)6005A-T4; (c)6005A-T6图1 母材显微组织Fig.1 Base metal microstructure
1.2 试验方法
焊接时选用福尼斯TPS 5000半自动焊机对试板进行对接焊,焊接工艺参数见表2。采用V型坡口对试板进行单面焊双面成型焊接,背部置有非永久衬垫,如图2所示。
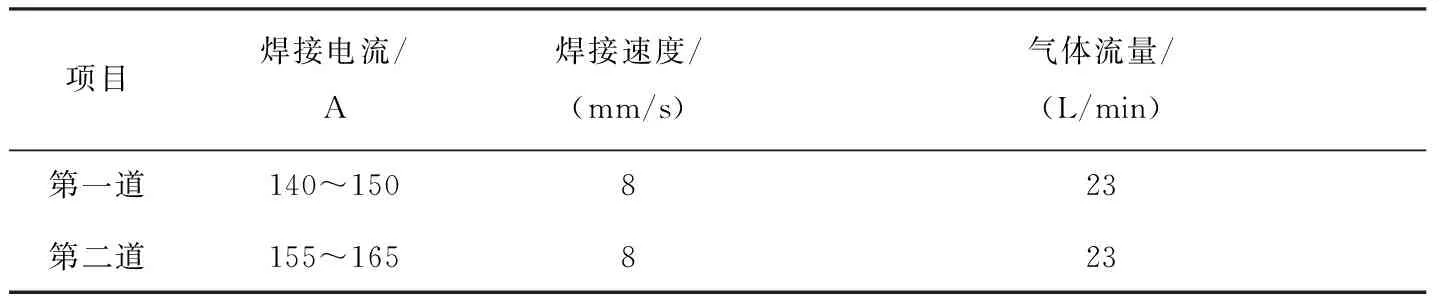
表2 焊接工艺参数

图2 焊缝接头形式Fig.2 Welding joint
选用AG-X 100KN H电子万能试验机对每块焊接试板所取的2个拉伸试样进行拉伸试验,检测结果按照GB/T 2651-2008标准进行判定,检测数值取平均值作为最终试验结果;使用FV-810型维氏显微硬度计并根据标准ISO 9015-2011对焊缝进行维氏硬度检测,并使用蔡司光学显微镜对焊缝进行断口形貌及显微组织观测。
2 试验结果及分析
2.1 拉伸试验
试验结果见表3。拉伸试验结果表明,无论使用ER 5356、ER 5087还是ER 5556A焊丝,所焊接头抗拉强度及延伸率均差别不大,接头强度平均值分别为227.5MPa、216.5MPa及219.5MPa,标准焊接接头系数均大于0.6。

表3 拉伸性能检测结果
试样断裂位置均位于距离焊缝约10mm处的6005A-T6侧热影响区,宏观拉断如图3所示,断口形貌如图4所示。从断口扫描电镜中可见,三种焊丝所焊接头拉伸断口形成的等轴韧窝形貌深且均匀细小,在韧窝底部未见明显的夹杂物等,为典型的微孔聚合型韧性断裂断口形貌。
2.2 接头硬度
三种不同焊丝的焊接接头显微硬度分布如图5所示。显微硬度测试点沿焊缝中心两侧各40mm,间隔为2mm。通过对比发现,三种5xxx系焊丝所焊接头显微硬度分布趋势大体相同。图5可见,6005A-T6热影响区距离焊缝中心约10mm,5182-H111热影响区距离焊缝中心约3mm;热影响区处6005A-T6侧硬度均显著下降至低于焊缝硬度,平均硬度值为57.6HV,而5182-H111侧热影响区硬度则与母材硬度接近,这是由于6005A-T6在焊接时,强化相重新回溶入基体中,或由于过时效导致强化相聚集,晶粒尺寸变大,进而导致热影响区软化程度较高所致。
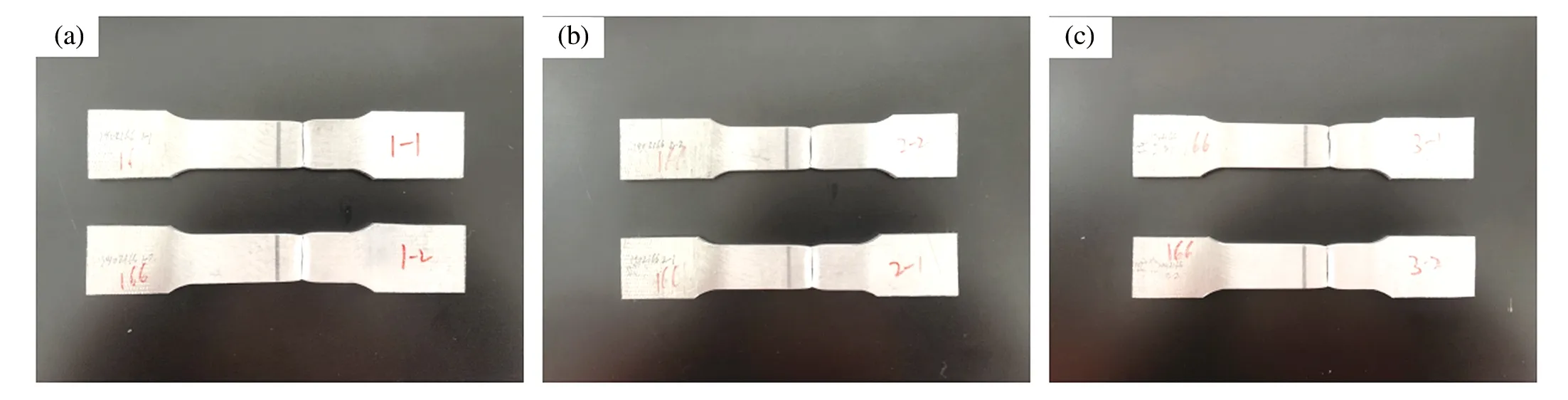
(a)ER 5356;(b)ER 5087;(c)ER 5556A图3 宏观拉断Fig.3 Macroscopic tensile fracture
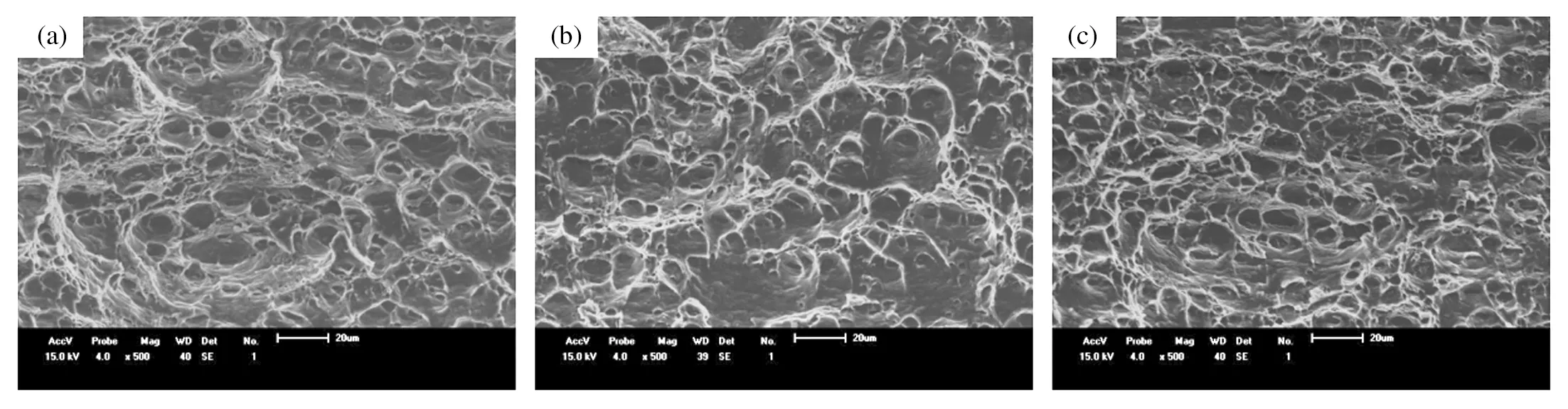
(a)ER 5356; (b)ER 5087;(c)ER 5556A图4 拉伸断口形貌Fig.4 Tensile fracture morphology
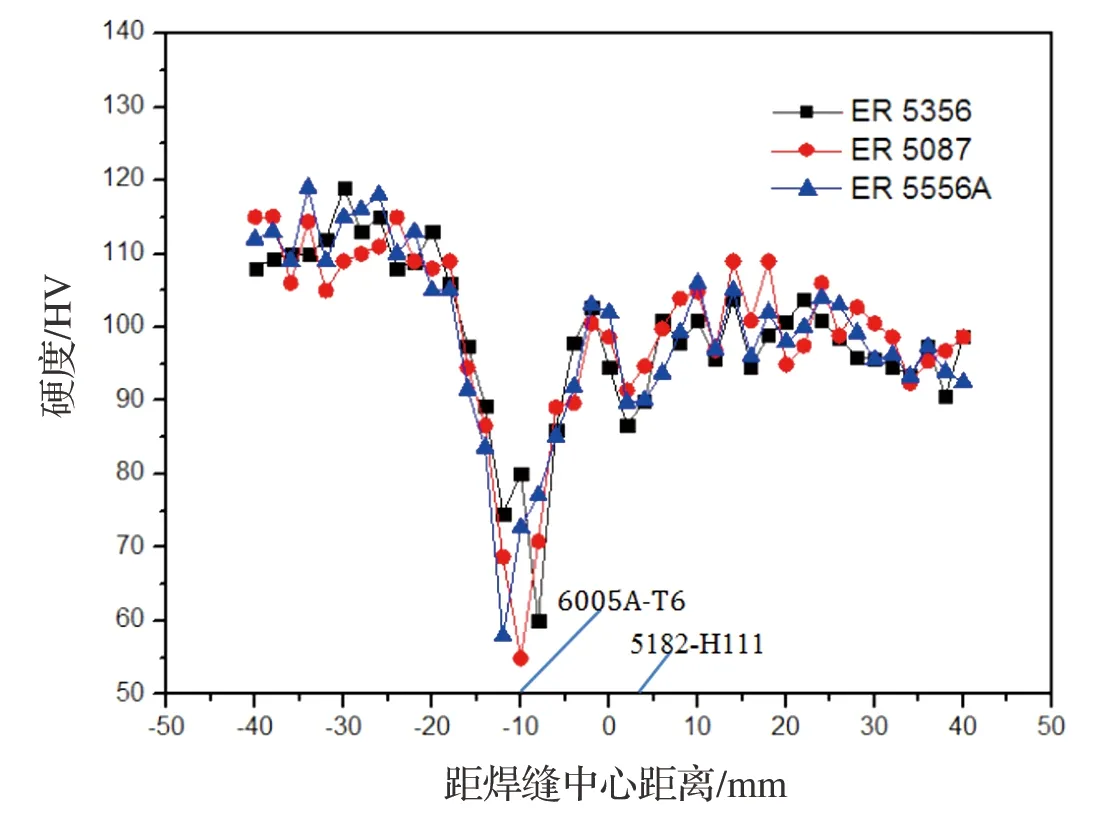
图5 接头硬度分布Fig.5 Joint hardness distribution
2.3 微观金相组织
在与拉伸试件相同取样焊缝上截取金相试样,图6、图7、图8分别为使用ER 5356、ER 5087、ER 5556A三种焊丝所焊接对接接头微观组织形貌。可以看出,使用三种不同牌号的5xxx系铝合金焊丝焊后接头均无显微裂纹等缺陷,接头质量满足标准ISO 10042 B级要求,且微观形貌相近。焊缝区由于散热条件最差,结晶温度区间最小,熔体中的粒子可以以异质形核的方式生长出等轴晶,而熔合线处由于散热最快,晶粒呈柱状晶方式生长。故焊接接头由晶粒取向呈自由分布状态的等轴枝晶以及熔合线附近由于受到较大温度梯度影响而产生的垂直于熔合线并向焊缝中心生长的柱状树枝晶组成,并在α(Al)基体组织上分布有颗粒状的数量和密度相当的第二相组织。

(a)6xxx系侧热影响区;(b)6xxx系侧熔合线;(c)焊缝区;(d)5xxx系侧熔合线;(e)5xxx系侧热影响区图6 ER 5356显微组织Fig.6 Microstructure of ER 5356

(a)6xxx系侧热影响区;(b)6xxx系侧熔合线;(c)焊缝区;(d)5xxx系侧熔合线;(e)5xxx系侧热影响区图7 ER 5087显微组织Fig.7 Microstructure of ER 5087

(a)6xxx系侧热影响区;(b)6xxx系侧熔合线;(c)焊缝区;(d)5xxx系侧熔合线;(e)5xxx系侧热影响区图8 ER 5556A显微组织Fig.8 Microstructure of ER 5556A
此外,图6、图7、图8中可观察到5182-H111侧没有明显的熔合线,这是由于5182-H111属于不可热处理强化铝合金,因此即使焊后受到较大热输入影响,晶粒长大现象也并不显著,因此出现了相对较细密且存在细晶粒的过渡区。而6005A-T6侧熔合线则清晰可见,晶粒较粗大且不存在细晶粒区作为过渡,这是由于6005A-T6焊前虽经过人工时效处理,但温度并不能达到回复及再结晶的温度区间,因此母材并未发生回复和再结晶。焊接过程中,母材显著受热,因此导致可热处理强化的6005A-T6晶粒在受到较大热输入影响下发生了晶粒长大现象,造成晶粒尺寸比5182-H111侧更加粗大,进而导致了6005A-T6侧的综合性能弱于5182-H111侧。
3 结论
(1)使用ER 5356、ER 5057、ER 5556A焊丝所焊接头强度系数均大于0.6;断裂位置均在6xxx系侧热影响区,断口为典型的微孔聚合型韧性断裂断口形貌;
(2)5xxx系、6xxx系异种铝合金接头在6xxx系铝合金侧热影响区存在硬度最低值;
(3)焊缝区均由等轴枝晶及粗大的柱状树枝晶组成,并且在α(Al)基体组织上均分布有颗粒状的数量和密度相当的第二相组织;
(4)5xxx系、6xxx系异种铝合金接头由于6xxx系铝合金焊接过程造成热影响区强化相回溶,导致6xxx系侧热影响区综合性能均弱于5xxx系铝合金侧。
