碳锰渣分段加酸浸出制取硫酸锰试验研究
2020-08-17杭祖辉户少勇吕达海
杭祖辉,户少勇,吕达海
(云南文山斗南锰业股份有限公司,云南 文山 663000)
硫酸锰作为基础锰盐,是生产其他锰氧化物、锰盐及金属锰的重要工业中间产品。结合高炉和电炉两步法的生产工艺特点,采用碳锰渣为原料制取硫酸锰,是解决我国储量大、杂质多、品位低、难处理锰矿资源综合利用的方法之一[1]。该工艺具有易实现、生产成本低、浸出液杂质少、工艺流程简单、设备维护容易、节能环保等优点,对生产高品质的电解金属锰、电解二氧化锰等产品有成本优势,是生产电解金属锰、锰盐及锰氧化物地较为理想的工艺。
1 碳锰渣浸出机理
在本试验中,浸取的原料是碳锰渣,浸取剂为硫酸。碳锰渣来源于电炉冶炼锰系合金中还原过程所得到的副产物,是经还原过程所得到,其中的锰几乎都以二价锰的形式存在,因此,分段加酸浸出碳锰渣制备硫酸锰的过程不必考虑还原问题。浸取的目的是使碳锰渣中的锰成为水溶性的硫酸锰。在酸浸同时,锰碳渣中的铁、铝、钙、镁等金属也将部分被浸出,余下不溶的硫酸钙、二氧化硅、硅酸盐等固体残渣作为制备分子筛、建筑材料、肥料等副产品的原料[2]。
碳锰渣在分段加酸浸出过程中的反应如下。
主要反应:
MnSiO3+H2SO4→MnSO4+H2SiO3+H2O
(1)
副反应:
Mn(AlO2)2+H2SO4→MnSO4+H3AlO3+H2O
(2)
Fe+H2SO4→FeSO4+H2
(3)
FeO+H2SO4→FeSO4+H2O
(4)
FeS+H2SO4→FeSO4+H2S
(5)
CaO+H2SO4→CaSO4+H2O
(6)
MnO+H2SO4→MnSO4+H2O
(7)
Al2O3(无定形)+H2SO4→Al2(SO4)3+H2O
(8)
在浸出过程中,过量的酸将导致硅、铝在浸出液中形成凝胶体,导致硫酸锰的后续净化困难、锰回收率降低。因此,在上述反应中应控制反应(1)、(2)、(8)的发生或者说控制H2SiO3和 H3AlO3凝胶的生成。这也是本试验采用分段加酸法浸出硫酸锰的原因,即在浸出过程中逐步加酸,尽可能保障浸出过程中溶液的pH值在2以上,从而避免硅和铝凝胶的生成。
固液相酸浸反应体系来说,其主要的影响因素有:硫酸用量、初酸浓度、补酸浓度、补酸时间、固液比、浸取时间以及浸出温度等[3]。本试验将研究这些因素对浸出过程的影响,确定最佳浸出条件,获得最大浸出率,通过半工业试验验证工艺设备的耐久度、工业生产的可行性,以获取工业设计及生产中需要的技术参数。
2 试验原料
2.1 化学成分分析
试验原料的碳锰渣为块料,磨制-0.125 mm(-120目)粉料,供试验使用。碳锰渣粉矿随着锰含量增加,颜色由浅到深灰色,堆比重约1.2 g/cm3。试验用的碳锰渣化学成分分析结果见表1。

表1 试验用碳锰渣的化学成分分析 %
从表1的分析结果可见:碳锰渣中的二氧化硅含量很高,几乎与Mn含量相等,常见湿法电解金属锰中碳酸锰和两矿法浸出过程中难以去除的杂质(Cu、Zn、Co、Ni)等几乎没有。
2.2 碳锰渣X衍射分析结果
试验用碳锰渣的X射线衍射分析结果见图1。
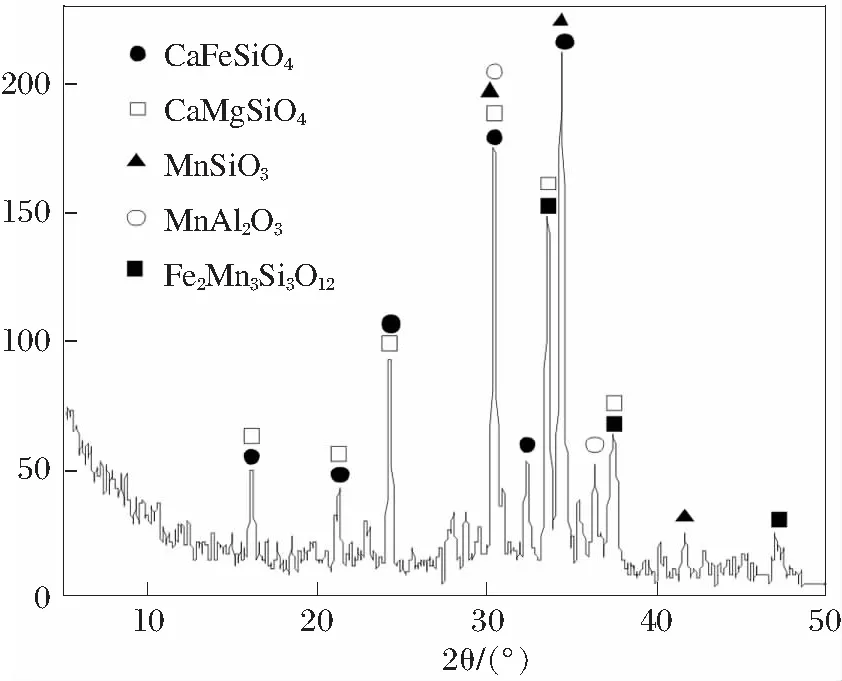
图1 碳锰渣的X衍射图
由图1可见:碳锰渣中的主要矿物组成为:锰蔷薇辉石(MnSiO3)、锰尖晶石(MnAl2O3)、钙铁橄榄石(CaFeSiO4)、钙镁橄榄石(CaMgSiO4)、锰铁榴石(Fe2Mn3Si3O12)。
3 试验部分
3.1 初始酸浓度对浸出效果的影响
试验条件:Mn30%碳锰渣100 g,液固比6∶1,矿酸比1.2∶1,补酸浓度(体积浓度)27%,浸出温度86℃,常压,浸出时间150 min,洗水体积1 200 mL,洗水温度80℃。试验结果如图2所示。
从图2的结果可见:随着始酸浓度的增加,锰的浸出率增加,渣率也增加,但增加到一定时,锰的浸出率降低,滤液颜色由粉红到亮红色;当始酸浓度低于3%时,矿浆几乎无法抽滤,矿浆中的硅成凝胶状,滤液颜色为粉红色;当始酸浓度高于10%时,矿浆抽滤困难,浸出渣大量增加,滤液颜色为亮红色,矿中的铁大量进入渣中,大量的铁进入浸出液中会增加后续除铁的难度。考虑锰的浸出率、溶液中铁的含量及矿浆过滤的难易程度,适宜的浸出始酸浓度为5%~6%。
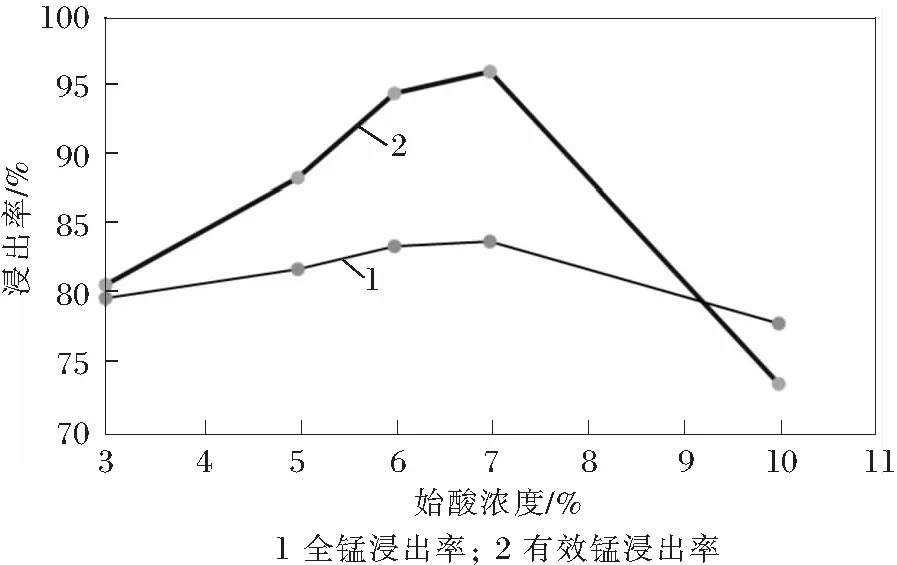
图2 不同始酸度对碳锰渣浸出率的影响
3.2 补酸浓度对浸出效果的影响
试验条件:始酸浓度7%,Mn30%碳锰渣100 g,液固比6∶1,矿酸比1.1∶1,浸出温度86℃,常压,浸出时间150 min,洗水体积1 200 mL,洗水温度80℃。试验结果见图3。
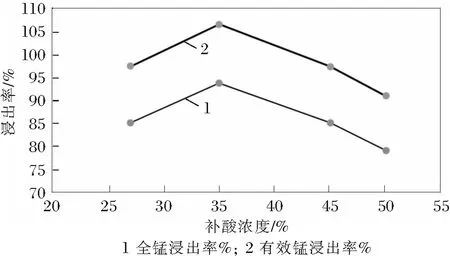
图3 不同补酸浓度对碳锰渣浸出率的影响
从图3的结果可见:初始阶段随着补酸浓度的提高,锰的浸出率增加,但到35%时,浸出率达最高,随后随着补酸浓度的提高,浸出率逐渐降低,渣率随着补酸浓度降低而降低。考虑锰的浸出率、设备耐腐蚀情况及生产安全程度,适宜的补酸浓度(体积浓度)为35%~40%,质量浓度为50%~55%。
3.3 矿酸比对浸出效果的影响
试验条件:20%Mn碳锰渣100 g、液固比6∶1、始酸浓度为7%、补酸浓度(体积浓度)35%、浸出温度86℃、常压、浸出时间150 min、洗水体积1 200 mL、洗水温度80℃。试验结果见图4。

图4 不同矿酸比对碳锰渣浸出率的影响
从图4的结果可见:随着矿酸比的降低,锰的浸出率逐渐增加,渣率逐渐降低,滤液中酸度逐渐增加;滤液颜色由粉红到亮红色。考虑锰的浸出率、碳锰渣的碱度、滤液中酸的含量及矿浆过滤的难易程度,适宜的矿酸比为(0.9~1.1)∶1。
3.4 浸出温度对浸出效果的影响
试验条件:始酸浓度7%,补酸浓度(体积浓度)45%,Mn30%碳锰渣100 g,液固比6∶1,矿酸比1.1∶1,不洗渣,常压,浸出时间150 min。试验结果见表2。

表2 不同温度对碳锰渣浸出率的影响
从表2可以得知:浸出温度对浸出率的影响很大,随着温度地升高浸出率逐渐增加,渣率也降低。由于小试试验设备的限制,试验温度难以控制,温度对浸出率地影响是所有影响因素中最大地,几乎每提高5℃,锰的浸出率将提高5%,但考虑实际情况,适宜温度为86℃以上。
3.5 浸出时间对浸出效果的影响
试验条件:Mn30%碳锰渣100 g,始酸浓度7%,补酸浓度(体积浓度)35%,液固比6∶1,矿酸比1.2∶1,浸出温度86℃,常压,洗水体积1 200 mL,洗水温度80℃。试验结果见表3。

表3 不同浸出时间对碳锰渣浸出率的影响
从表3可以得知:在时间超过2.5 h,浸出时间对浸出率的影响不大,随着时间地延长,浸出率逐渐增加,但时间超过3 h,浸出率地变化很小。温度对浸出率的影响,且考虑实际生产情况,适宜的浸出时间为2.5 h左右。
3.6 碳锰渣的碱度对浸出效果的影响
试验条件:Mn30%、Mn20%碳锰渣100 g,始酸浓度7%,补酸浓度(体积浓度)35%,液固比6∶1,矿酸比1.0∶1,浸出温度86℃,常压,洗水体积1 200 mL,洗水温度80℃,浸出时间150 min。试验结果见表4。

表4 不同液固比对碳锰渣浸出率的影响
从表4可以得知:碱度对碳锰渣的浸出率影响较大。相比碱度低的碳锰渣,碱度高的碳锰渣很容易过滤,碱度高的碳锰渣浸出率也高,渣中所含的锰低,液中含的硅低。根据试验现象,达到同样的浸出效果,碱度高的碳锰渣需要的总酸大于碱度低的碳锰渣。考虑实际情况,生产中尽量选用碱度高的碳锰渣和碱度低的碳锰渣配比,提高原料的碱度。
3.7 添加硫铁矿对浸出效果的影响
试验条件:Mn30%碳锰渣100 g,始酸浓度5%,补酸浓度(体积浓度)31%,液固比6∶1,矿酸比1.0∶1,浸出温度86℃,常压,洗水体积800 mL,洗水温度80℃,浸出时间150 min。试验结果见表5。

表5 添加硫铁矿对碳锰渣浸出率的影响
从表5可以得知:添加硫铁矿对碳锰渣的浸出率有影响,但影响不大。添加硫铁矿渣中的锰含量、二氧化锰含量降低很快,但渣率有所提高。根据试验现象,添加硫铁矿后碳锰渣需要的总酸量也相应地提高,矿酸比约为0.9∶1;初酸浓度也相应地提高至6%~7%。这是由于碳锰渣在堆矿中和磨粉中,碳锰渣中的二价锰被空气氧化为三、四价锰,添加硫铁矿能够将三、四价锰还原为二价锰。考虑实际情况,生产中需要添加硫铁矿,且选用原生的高品位黄铁矿,硫含量为27%以上。黄铁矿的添加量为50~60 kg/t较为合适。
3.8 硫酸锰浸出综合条件试验
由上述各项条件对浸出效果影响的试验可以得出,合适的碳锰渣浸出条件为矿酸比为0.9∶1、添加10 g硫铁矿、初酸浓度5%、温度86 ℃、补酸浓度35%、补酸时间90 min、浸出时间150 min、常压、洗水温度80 ℃、洗水量1 200 mL。根据以上条件开展综合条件试验,试验结果如表6所示。
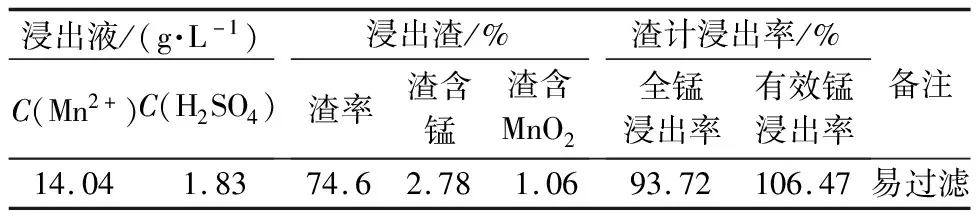
表6 综合条件碳锰渣浸出率的试验结果
从表6可知:采用分段加酸浸出控制浸出过程中的pH值的工艺措施,浸出碳锰渣是完全可行的。试验结果中有效锰浸出率超过100%,是因为碳锰渣中的MnO2也参与反应,锰进入溶液中。
4 结 论
碳锰渣的主要元素为锰、铁、钙、镁、硅、铝等元素,含常见的硫酸锰生产工艺中的杂质锌、钴、镍、铜量极少。因此采用碳锰渣浸取硫酸锰是很有优势的。对碳锰渣采用控制pH值常压酸浸试验研究,得出结论如下。
1)温度、补酸浓度、矿酸比、碳锰渣的碱度对浸出率的影响最大,浸出时间对浸出率的影响较小。
2)添加硫铁矿对浸出率的影响不大,但碳锰渣粉的堆存、磨制过程中接触大量的空气,碳锰渣中二价锰被氧化,因此可以添加少量硫铁矿提高锰的回收率。
3)在综合条件为:Mn30%碳锰渣,矿酸比为0.9∶1,初酸浓度5%,温度86℃,补酸浓度为35%,补酸时间90 min,浸出时间为150 min,常压,洗水温度80℃,洗水量为1 200 mL。全锰浸出率在93%以上,有效锰浸出率达到100%以上。
