微电解-A/O生化组合工艺处理实验室高浓度废水
2020-08-13潘琨苏洲陆静怡居军张键
潘琨 苏洲 陆静怡 居军 张键

摘 要:高校实验室废水具有排放周期和排放量不定、浓度和成分复杂多变等特性。为减少实验室高浓度废水排放对周边环境造成的污染,采用微电解-A/O生化组合工艺对某高校环境学院实验室废水进行处理。工程实践表明,该工艺运行稳定,抗冲击负荷能力强,处理成本低,处理效果好,CODcr、SS和NH3-N的总去除率分别达到87.2%、90.5%和79.9%。出水水质达到《污水排入城镇下水道水质标准》(GB/T 31962-2015)和污水处理厂纳管要求。
关键词:实验室废水;微电解;A/O生化
中图分类号:X703 文献标志码:A 文章编号:2095-2945(2020)24-0105-03
Abstract: Laboratory wastewater in colleges and universities has the characteristics of indefinite discharge cycle and quantity, complex concentration and composition. In order to reduce the pollution to the surrounding environment caused by the discharge of high concentration laboratory wastewater, a micro electrolysis-A/O biochemical combination process was used to treat the laboratory wastewater of the Environmental College of a university. The engineering practice shows that the process has stable operation, strong shock load resistance, low treatment cost and good treatment effect. The total removal rates of CODcr, SS and NH3-N are 87.2%, 90.5% and 79.9% respectively. The water quality of the effluent meets the requirements of "Wastewater Quality Standards for Discharge to Municipal Sewers" (GB/T 31962-2015) and the requirements of the sewage treatment plant for collecting wastewater through pipes.
Keywords: laboratory wastewater; microelectrolysis; A/O biochemical
1 实验室高浓度废水来源及特性
近年来,我国高等教育规模迅速扩大,各高校实验室的教学、科研活动增加迅猛,随之而来的便是教学、实验过程中产生的实验室废水污染物排放量快速增加[1-3]。各高校师生在科研过程中都会使用到各类化学试剂,这些化学试剂的部分在使用后一般会和洗涤水一同排入下水道。因此,近年来实验室废水逐渐呈现高浓度趋势[4]。
实验室高浓度废水具有长期残留性、生物积蓄性、高毒性等性质,如果不经处理直接排放不仅会对周围环境造成严重的污染,长远来看,还会对人体造成危害,而且一般的城市污水处理厂的常规处理工艺很难处理这些实验室高浓度废水,更为严重的是大量排放的高浓度实验室废水会对污水处理厂生化系统造成破坏[5]。因此,实验室高浓度废水的处理是一个急需解决的问题。
根据对某高校环境学院实验楼排放的废水多次采样分析测定,主要水質指标如表1所示。
2 工程设计
2.1 设计进水水量及水质
设计处理能力为20m3/d(1.0m3/h)。
设计进水水质如表2所示。
2.2 设计出水标准
废水经处理后排入市政污水管网,出水水质执行《污水排入城镇下水道水质标准》(GB/T 31962-2015)和当地污水处理厂纳管水质标准,最终确定排放标准为:pH值6-9,CODcr≤260mg/L,BOD5≤100mg/L,SS≤100mg/L,NH3-N≤25mg/L,总磷≤5mg/L,总锌≤5mg/L,总铜≤2mg/L,总铬≤1.5mg/L。
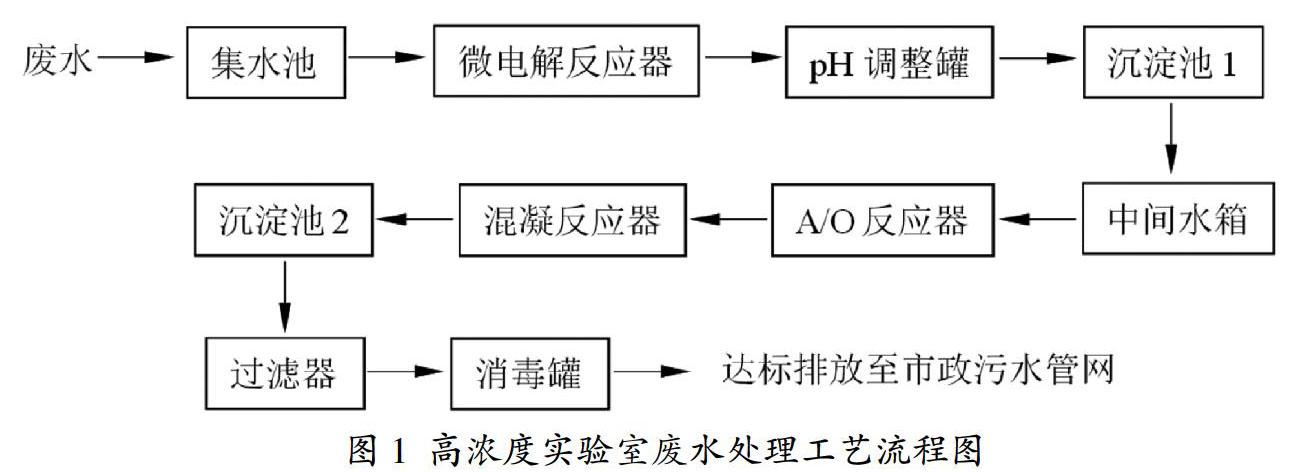
2.3 设计工艺流程
根据江苏某高校环境学院实验楼高浓度实验室废水的水质水量情况,通过工艺比选,经济效益分析,确定采用微电解-A/O生化组合工艺,并将所有处理设备集成于一个集装箱内,占地面积小,移动灵活,配置自控系统可实现24小时无人值守全自动运行。
本项目的详细处理工艺流程图如图1。
工艺流程主要技术参数描述如下。
(1)微电解反应器的反应时间为60min,采用的质量比为0.8的成品铁碳填料,反应器填充度为50%,曝气量设置为20m3/h,通过管道混合器调整进水pH值为4,反应结束后pH值在pH调整罐中设置为8后进入沉淀池1中进行固液分离。
微电解反应器池体采用PP材料加工而成,底部设置布水区,布水区上方设置承托层以及曝气头,承托层上部为成品铁碳填料,出水设置出水堰。
微电解就是利用铁和碳之间的电极电位差在具有一定导电性废水中形成无数微型原电池,由电极反应和其引发的一系列反应共同作用,达到水中污染物的去除。这些反应主要有氧化还原反应、絮凝沉淀、电化学附集和物理吸附[6]。
(2)A/O生化反应器HRT为12h,其中A段HRT为4h,O段HRT为8h,A段反应器填料填充率为50%,O段反应器填料填充率为60%,O段反应器气水比为24:1,O段反应器上清液回流比控制在200%-300%,污泥回流比控制在1:1.2-1.3。
A/O反應器池体采用Q235钢制成,A段反应器底部安装潜水推流式搅拌机,O段反应器底部均布旋混式曝气头。填料采用φ25MBBR填料。
为体现设备的集成化,A/O生化工艺的反应器共用池壁。
A段反应器控制DO值不大于0.2mg/L,O段反应器控制DO值为2~4mg/L。A段反应器内,异养菌将废水中的悬浮污染物和可溶性有机物水解为有机酸,使大分子有机物分解为小分子有机物,不溶性的有机物转化成可溶性有机物[7],提高污水的可生化性及氧的效率[8];在缺氧段,异养菌将污染物进行氨化游离出氨(NH3、NH4+),在充足供氧条件下,自养菌的硝化作用将NH3-N(NH4+)氧化为NO3-,通过回流控制返回至A段反应器[9],在缺氧条件下,异养菌的反硝化作用将NO3-还原为分子态氮(N2)完成C、N、O在生态中的循环[10],实现废水的无害化处理。
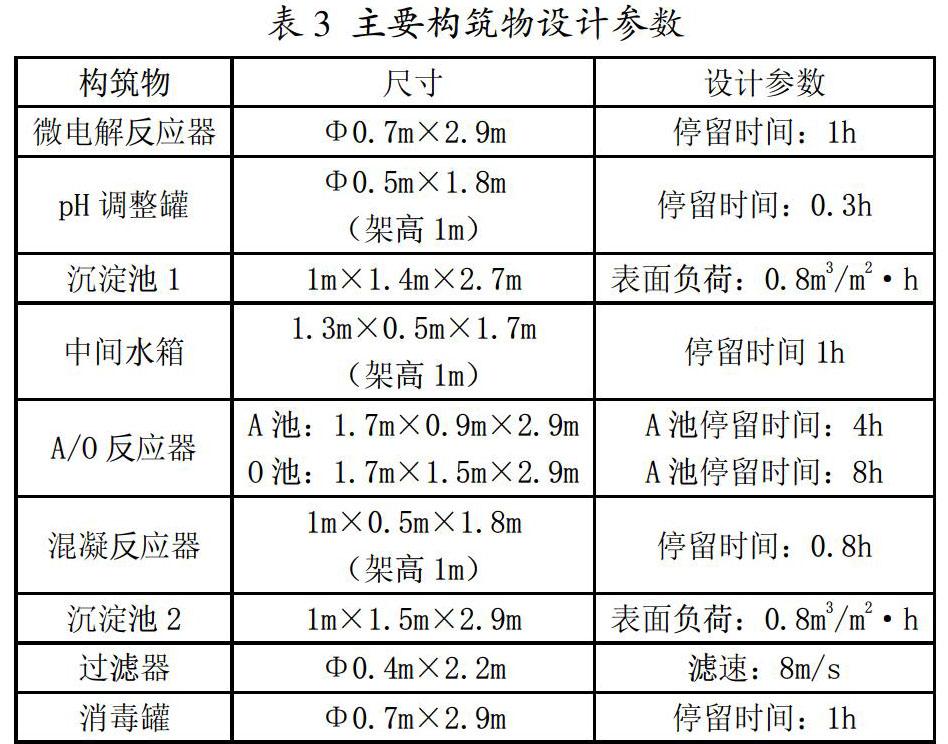
2.4 主要构筑物设计参数
本项目主要构筑物设计参数如下表3所示。
3 调试运行
3.1 工程调试
根据烧杯试验及现场实际运行效果,混凝反应器中PAC和MCP的最佳投药量分别为200mg/L和75mg/L,此时形成的矾花颗粒大且密实,出水清澈。微电解反应器中的铁碳颗粒铁和碳的最佳质量比为0.8:1,为防止铁碳颗粒板结,采用的气水比为22:1。
A/O反应器的调试主要是培养和驯化微生物,使填料挂膜。调试采用闷曝培菌法,接种污泥取自某污水厂污泥浓缩池污泥。在调试阶段,高浓度实验室废水与生活污水按一定的比例进入A/O反应器,系统每天运行12h,停机6h,进水6h,由于此阶段降解有机物的微生物酶活性较低,根据BOD5:N:P=200(100):5:1的原则,向A/O反应器分别投加适量的葡萄糖、尿素和磷肥。A/O反应器pH控制在6~9,溶解氧控制在2~4mg/L。在调试阶段,每天观察填料表面污泥挂膜情况,测定污泥沉淀性能及生物相变化。当生化池填料挂膜物污泥量增多,增加进水量并且提高实验室高浓度废水在进水中的比例,直到达到满负荷。
3.2 运行效果
各污染物的去除效果如表4所示,去除率如表5所示。
3.3 问题分析
(1)混凝反应器内絮体颗粒较小,难以沉淀,在冬天尤其严重。分析原因: 温度较低时,混凝反应速率较慢,絮体沉降性能变差。解决对策:增加混凝剂投加量。
(2)装置运行时产生的臭气较重,影响周围环境质量。分析原因:污水生化处理产生较多的H2S气体,沉淀池底部污泥厌氧发酵释放有毒有害气体。解决对策: 在A/O反应器上方加盖以集气体,利用废气处理装置集中处理废气,及时排放沉淀器底部污泥。
(3)过滤器出水浑浊。分析原因:反冲洗频次过低。解决对策:加大反冲洗频次。
3.4 经济效益分析
3.4.1 投资
废水处理规模为20m3/d,总投资58.6万元,包括处理设备基础、设备购置费、室外管道、设计费、调试费及税收等。
3.4.2 运行费用
(1)电费
电耗主要为水泵、风机和搅拌机的电机消耗,日电耗为388kW·h,电价为0.5元/(kW·h),平均日电费为194元。
(2)药剂费
本项目使用药剂为酸、碱、PAC、MCP、消毒剂,由于本项目使用的酸和碱属于实验室废酸,废碱,所以没有费用产生。PAC使用量约为4kg/d,按平均1800元/吨计,每天费用为7.2元。MCP使用量约为1.5kg/d,按平均7000元/吨计,每天费用为10.5元。消毒剂使用量为0.4kg/d,按平均16000元/吨计,每天费用为6.4元。
以上合计运行费用约为每天218.1元,合约10.9元/m3废水。
4 结论
工程实践表明,采用微电解-A/O组合工艺处理实验室高浓度废水处理效果稳定,操作灵活,运行可靠且运行成本低。工艺对CODcr、SS和NH3-N的总去除率分别达到87.2%、90.5%和79.9%,出水水质指标满足《污水排入城镇下水道水质标准》(GB/T 31962-2015)。处理系统具有较强的适应性、实用性和先进性,取得了较好的环境效益和社会效益。
参考文献:
[1]沈家辰,黄梦霞,谢国建,等.高校实验室废水处理站的运行与调试[J/OL].环境工程学报:1-11[2020-06-17].http://kns.cnki.net/kcms/detail/11.5591.X.20200330.1730.002.html.
[2]张键,周骥平,周俊,等.高校实验室废液处置体系的初步建构[J].实验技术与管理,2014,31(08):232-5.
[3]李芳蓉,张建民,刘凤霞,等.高校化学实验室废水污染防治对策[J].实验室研究与探索,2014,33(11):308-12.
[4]张曼曼,张饮江,张乐婷,等.实验室废液分类及处理方法研究进展[J].实验室研究与探索,2013,32(07):234-40.
[5]王慧超.环境学科化学分析实验室废水的收集管理与处理系统开发[D].西安建筑科技大学,2015.
[6]HUI Y, JIAN-JUN X, LING W, et al. Research on the treatment of phosphoric wastewater by ultrasound-assisted microelectrolysis method[J]. Environmental technology,2012,33(1-3).
[7]OUYANG E M, WANG N.The Application of A/O Treating Mixing Pharmaceutical Wastewater[J].Advanced Materials Research,2013:2621.
[8]尹子华,盛晓琳,刘锐,等.多级A/O工艺强化处理城市污水的效果研究[J].环境科学,2016,37(09):3460-5.
[9]李红莲,林国城,赖继荣.两级A/O+MBR组合工艺处理胶囊生产废水[J].水处理技术,2020(05):133-5.
[10]朱凑花,王晓玭,刘苏苏,等.芬顿氧化+A/O+接触氧化处理化学合成类制药废水[J].中国给水排水,2017,33(18):99-102.
