焊接功率对TC4钛合金激光焊接头成形与组织性能研究
2020-08-04许爱平董俊慧甄邵杨张艺程
许爱平,董俊慧,甄邵杨,张艺程
(内蒙古工业大学 材料科学与工程学院,内蒙古 呼和浩特 010051)
TC4钛合金具有密度低、比强度高、高温性能良好、耐腐蚀性能好、无毒无磁、良好的焊接性和生物相容性等特点,在航空航天、航海、兵器、化工、生物医药等领域具有广泛的应用前景[1-3]。
关于TC4钛合金焊接的方法有很多,常见的有氩弧焊、熔化极气体保护焊、电子束焊、搅拌摩擦焊、激光焊等其它焊接方法。其中与其他焊接技术相比,激光焊接技术具有突出的优点较高的功率密度[4,5],在焊缝中形成更窄的热影响区[6,7]和更深的熔合区[8]和更低的残余应力[9]以及焊件更小的变形。对2 mm的TC4钛合金进行焊接试验,通过改变焊接功率,研究TC4钛合金焊接接头的成形以及力学性能。
1 试验材料及设备
1.1 试验材料
激光焊试验选取厚度为2mm的TC4钛合金挤压板作为母材,母材化学成分见表1,焊接试验采用单一变量法,研究焊接功率的变化对焊缝成形,以及力学性能的影响。

表1 为TC4钛合金的化学成分(质量分数%)
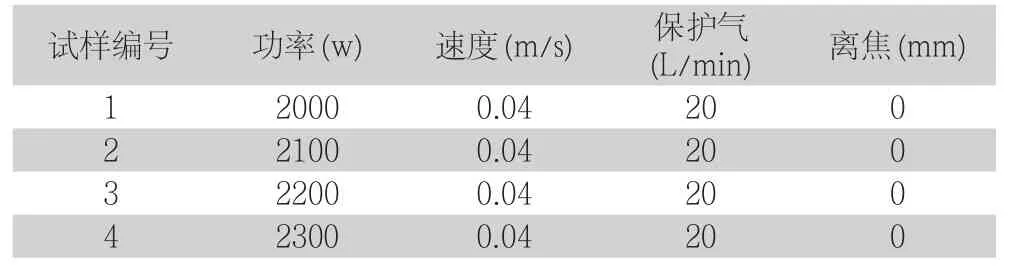
表2 TC4钛合金焊接工艺参数
1.2 试验设备
实验选用设备是IPG Photonics公司生产的IPG YLS-10000型光纤激光器,光电转化效率十分可观;功率稳定性达+1%,所以焊接过程稳定;输出功率范围灵活;占地面积小;波长在1075+5nm间变化。焊接中还要使用德国库卡公司生产的KR-C4型机器人系统配合完成试验过程。
2 试验结果分析
2.1 焊接功率对成形的影响
从图1(a)线能量随着激光焊功率的增加而增加,随着焊接功率的进一步增加,观察到激光功率与熔深之间线性关系的变化。
随着功率的进一步增加从2200W到2300W,熔深急剧增加。然而,在2300W的激光焊功率下,基板上实现了完全穿透。这是由于在较高的功率下功率密度很高,而且由于负离焦距离,激光束逐渐收敛到执行比试样表面高能量密度的聚焦点。图1(b)中发现的增加焊接功率,焊接希望由于对工件表面施加更高的热输入而不断增加,在较高的功率下,焊缝顶面形成等离子云。由于等离子体云吸收施加的激光束能量,并重新辐射焊件表面的热能,从而促进熔宽变宽。此外,由于表面张力引起的对流效应,在熔池的锁孔内形成了反冲压力。
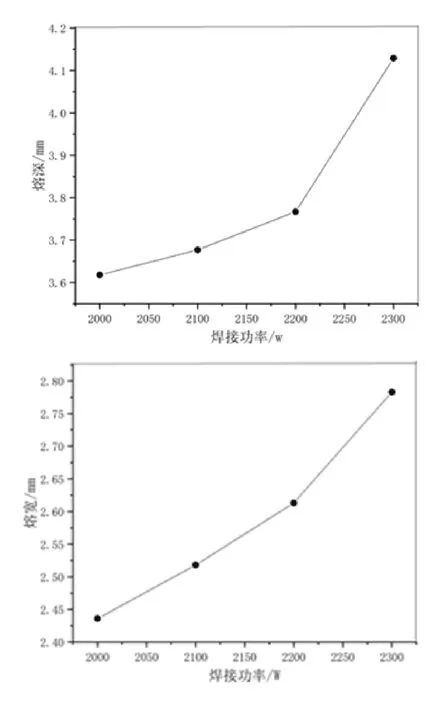
图1 不同功率对熔深和熔宽的影响
2.2 焊接功率对硬度的影响
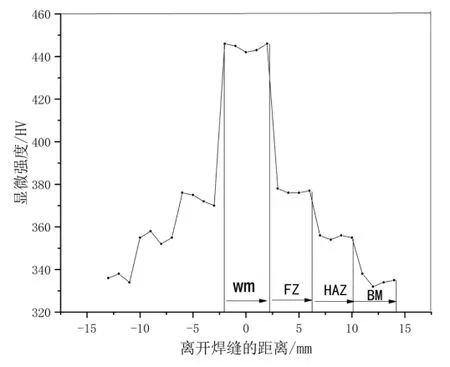
图2 焊接功率为2200W时激光焊接接头的典型硬度分布
图2显示了在2200W的焊接速度下激光焊接接头的典型显微硬度分布。在功率为2200W条件件,BM、HAZ、FZ和WM的显微硬度为330 HV~350 HV、370 HV~360 HV、360 HV~350 HV、430 HV~450 HV。从焊缝到母材,显微硬度有明显的下降,因为焊缝区是粗大的柱状晶,在柱状晶内是细小马氏体相交互形成的网篮组织,硬度比较大,随着离焊缝距离的增加,尤其是在熔合线附近,α′相减少的程度比较大,导致在这个区域硬度发生突变,母材为α+β相,显微硬度比较低。
2.3 焊接功率对力学性能的影响
在四种不用功率下2mm厚的TC4钛合金激光焊接接头室温下的抗拉强度,见表3,拉伸后的试件实物如图5所示结合表2和图3的数据分析得出,试样在承受静态拉伸载荷的过程中。随着功率的提高,焊接接头的抗拉强度围绕母材的抗拉强度上下波动,四种不同功率的TC4钛合金激光焊接接头的平均抗拉强度为757MPa,焊接接头的强度低于母材的,伸长率为8.1%,接头强度系数为0.81。如图3所示,在四种不同的焊接功率下,焊接接头的断裂位置都是在焊缝区域,进一步说明了焊缝的抗拉强度比母材的要低。
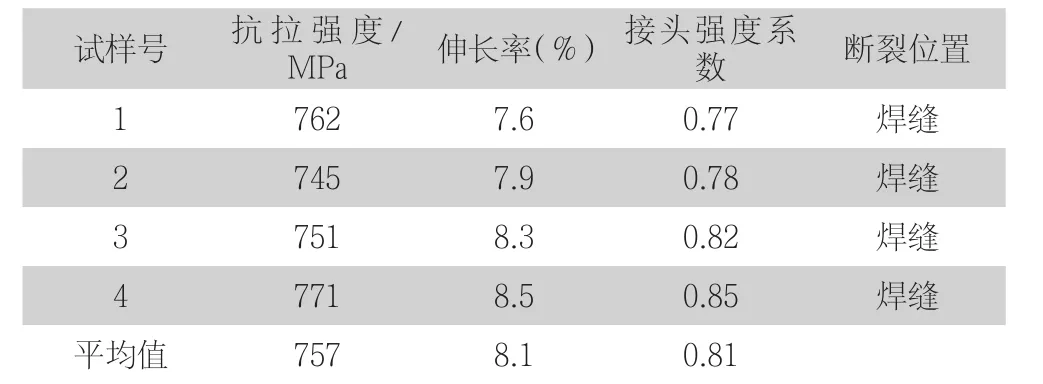
表3 焊接接头力学性能

图3 不同功率拉伸试样断裂位置
3 结论
(1)随着焊接功率的进一步增加,观察到激光功率与熔深之间线性关系的变化,随着功率的增大,受高温等离子体和金属蒸汽的影响,熔深加深和熔宽变宽。
(2)不同功率下TC4钛合金焊接接头的室温平均抗拉强度为762MPa,伸长率为8.1%,比母材的略低,焊接接头系数为0.81,拉伸试样均断在焊缝区域。