半盲孔及盲孔液压缸内壁无划痕光整加工技术研究
2020-07-16吴珂珂吴洪喜申林飞
吴珂珂 王 威 吴洪喜 艾 敏 李 腾 申林飞
半盲孔及盲孔液压缸内壁无划痕光整加工技术研究
吴珂珂1王 威2吴洪喜3艾 敏2李 腾2申林飞2
(1. 山东科技大学,泰安 271000;2. 山西航天清华装备有限责任公司,长治 046012;3. 火箭军驻某军事代表室,长治 046012)
针对典型半盲孔及盲孔液压缸内壁切削光整加工划痕难以避免问题,通过分析减材加工切削光整加工技术的不足,采取粗磨或精镗加精车建立光整加工基准、超声滚压光整强化加工缸筒内壁等工艺措施,实现了半盲孔及盲孔液压缸构件内壁的无划痕光整加工,对机械构件半盲孔及盲孔内壁的无划痕光整加工起到了指导及借鉴作用。
半盲孔及盲孔;液压缸;划痕;光整加工

1 引言
典型半盲孔及盲孔液压缸结构见图1。

图1 典型半盲孔及盲孔液压缸结构
该类型缸筒内孔表面粗糙度一般为a0.2~0.4μm,而内圆磨削可以达到的经济表面粗糙度一般为a0.8μm,因此必须进行内孔光整加工,如磨削抛光、珩磨抛光等。在光整加工过程中极易产生与加工纹路相交叉的加工划痕(一般分为单独划痕和连续划痕),见图2。加工划痕对于该种液压缸属于加工缺陷,需避免或消除。

图2 半盲孔及盲孔液压缸内孔加工划痕
2 技术分析
典型半盲孔及盲孔液压缸内壁光整加工技术一般分为减材加工、非减材加工等两类技术。减材加工技术一般包括超级光磨、抛光、研磨等;非减材加工技术包括滚压等[1,2]。由以上光整加工技术的原理可知,其存在如下不足。
2.1 减材加工
a. 存在加工划痕:超级光磨、抛光、研磨等均属于磨料切削,与磨削机理相同。从磨削原理可知,磨削过程中由于半盲孔及盲孔液压缸内孔结构不利于磨粒及时排出,往复摩擦很容易导致缸筒内部产生加工划痕。
b. 加工效率低:若要达到缸筒内孔表面粗糙度要求,就必须反复进行光整加工。因此,该类型方法耗时较长,加工效率低。
2.2 非减材加工
a. 会在工件表面产生硬化层,此材料层与内部材料有明显的分层现象,容易造成表层脱落。
b. 1000~3000N刚性力对普通机床传动机构、导轨损伤很大,严重损伤普通机床精度和寿命。
c. 无法满足薄壁缸筒、薄壁管件等弱刚性零件的加工。
3 实施方案
针对典型半盲孔及盲孔液压缸内壁光整加工技术的缺陷,采取粗磨、精镗加精车后进行超声滚压光整强化的措施,实现在摒弃超级光磨、抛光、研磨、滚压等技术的弊病及便于加工的前提下,对半盲孔及盲孔结构液压缸内壁进行有效光整加工的目的。
3.1 粗磨或精镗加精车
对液压缸的半盲孔及盲孔内壁进行粗磨或精镗加精车作业,为其光整加工建立尺寸公差、形状公差、位置公差、表面粗糙度的精加工基准。
3.2 超声滚压光整强化
超声滚压光整强化技术也称为超声滚压强化技术,可达到整平零部件表面,优化表层组织,引入表面残余压应力场,改善表面完整性,进而提高金属表面综合性能的效果[1~3]。超声滚压光整强化处理工作原理见图3。
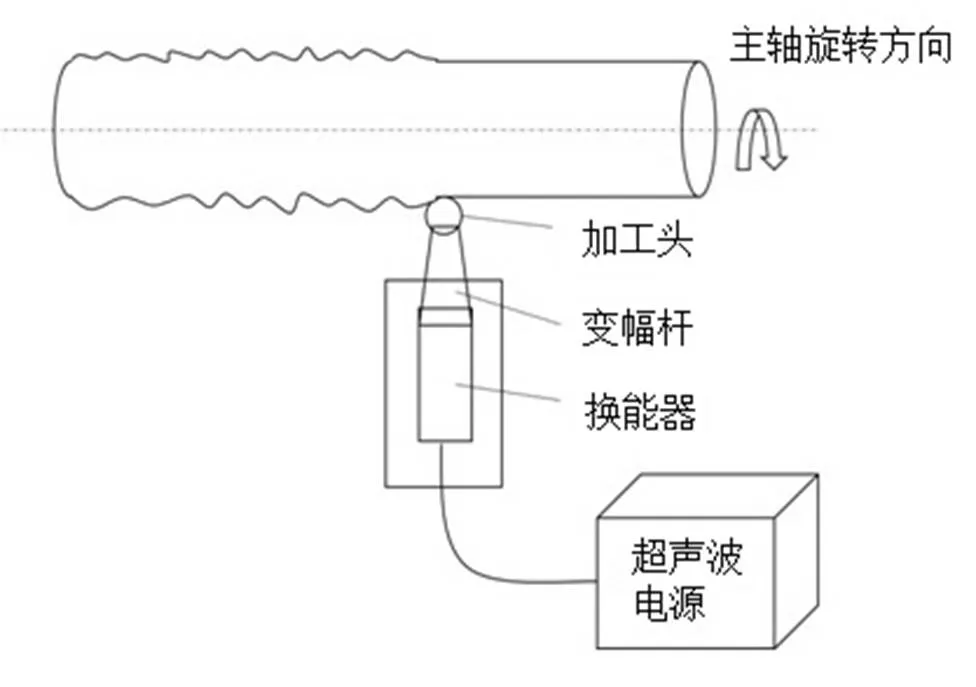
超声滚压光整强化处理可提高表面粗糙度等级、表面硬度,但不能改变尺寸、形状及位置等公差。超声滚压光整强化的作用力只有几十公斤,因而可以克服滚压加工对机床系统、工件系统、刀具系统、装夹系统等必须具备高强度的苛求。超声滚压光整强化处理后的表层组织与基体组织间应力水平为均匀梯度降低,无应力分层,因而可以克服滚压加工造成表层组织与基体组织间应力分层的缺陷。
半盲孔及盲孔液压缸超声滚压光整强化加工内壁切削参数见表1。
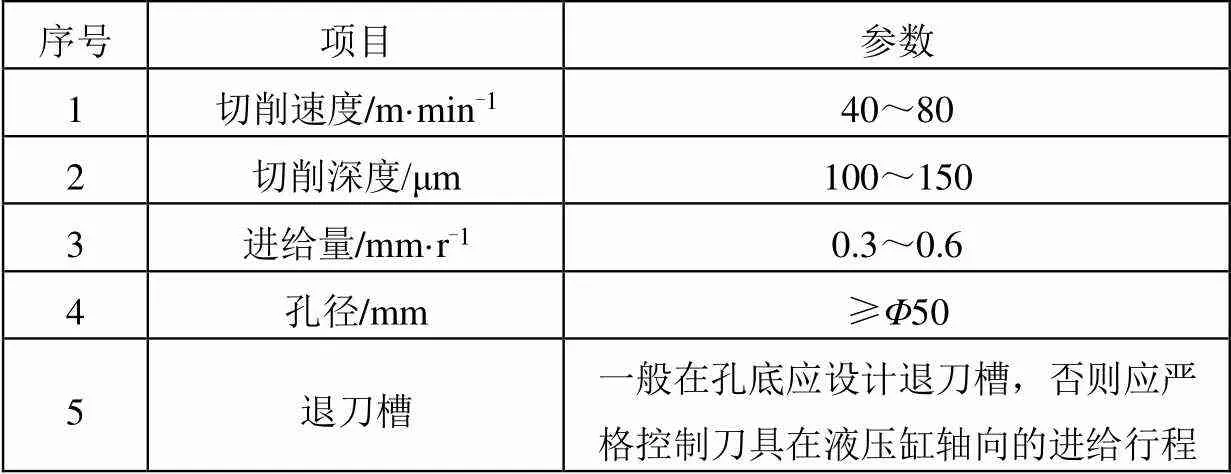
表1 超声滚压光整强化加工半盲孔及盲孔液压缸内壁切削参数
注:以上参数为一般取值,根据实际情况可适当调整。
4 实施效果
半盲孔及盲孔液压缸超声滚压光整加工内壁情况见图4,加工效果见图5、表2。

图4 超声滚压光整加工半盲孔及盲孔液压缸内壁情况
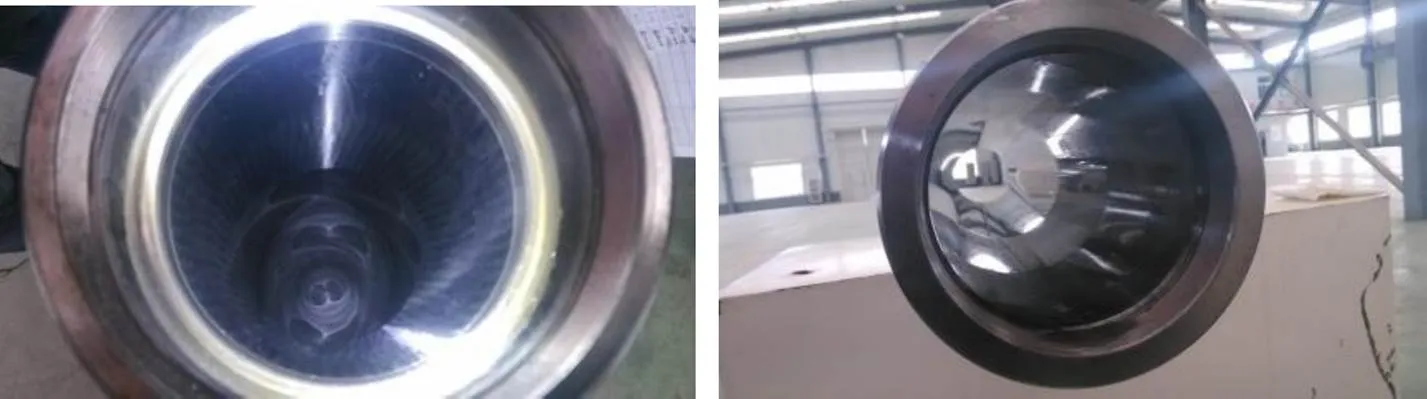
图5 超声滚压光整加工半盲孔及盲孔液压缸内壁效果

表2 半盲孔及盲孔液压缸内壁加工效果对比
5 结束语
通过半盲孔及盲孔液压缸内壁无划痕光整加工技术研究,分析了典型半盲孔及盲孔液压缸内壁光整加工技术的不足,解决了该类结构无划痕光整加工问题,并可得出以下结论:
a. 半盲孔及盲孔液压缸内壁超声滚压光整强化加工工艺,可实现液压缸内壁无切削划痕、高效、高质量光整加工,薄壁缸筒、薄壁管件等弱刚性零件内壁稳态光整加工。
b. 超声滚压光整强化加工工艺,可实现缸筒内壁表面粗糙度由a0.8~1.0μm提升至a0.2~0.4μm,缸筒内径尺寸增大不大于0.02mm,工件表面硬度提升。
c. 若要取得较好的表面粗糙度等级,半盲孔及盲孔缸筒内壁在超声滚压加工前需经精加工处理。
1 朱林,耿怡.超声振动车削光整技术研究[J].机床与液压,2015,45(13):90~92
2 朱有利,李礼,王侃,等.一种超声深滚与滚光一体化抗疲劳制造技术[J].机械工程学报,2009,45(9):183~186
3 何柏林,余皇皇.超声冲击表面纳米化研究的发展[J].材料热处理技术,2010(9):112~115
4 成大先.机械设计手册[M].北京:化学工业出版社,2002
5 徐灏.机械设计手册[M].北京:机械工业出版社,1991
Research on Inner Wall Smoothly Machining Technology to Hydraulic Cylinder with Blind and Semi-blind Hole
Wu Keke1Wang Wei2Wu Hongxi3Ai Min2Li Teng2Shen Linfei2
(1. Shandong University of Science and Technology, Taian 271000; 2. Shanxi Aerospace Qinghua Equipment Co., Ltd., Changzhi 046012; 3. Representative Office of Rocket Force, Changzhi 046012)
Aiming at disadvantages of common machining technology and going through process analysis, it can be achieved to reach effective machining by ways of founding smoothly machining standard by roughly grinding or rightly boring and turning, strengthening tube inner wall smoothly machining with ultrasonic rolling and so on. It plays a guiding role to stable machining for the mechanical part inner hole as hydraulic cylinder with blind and semi-blind hole.
blind and semi-blind hole;hydraulic cylinder;scratch;surface finishing
吴珂珂(1998),本科,机械设计制造及其自动化专业;研究方向:机械制造工艺与设备。
2020-03-03
