GDX2包装机4#轮内框纸输送装置的改进设计
2020-07-13徐耀白波李田武
徐耀,白波,李田武
(四川中烟工业有限责任公司,四川 什邡 618400)
GDX2小盒包装机是我厂主要的卷烟包装设备,好的包装不只保护内在卷烟的产品质量,还有提升卷烟产品形象的作用。
内框纸吸附作为包装的一道工序,是产品质量保证的重要执行部件,如果吸附不到位,可能造成内框纸歪斜、内框纸丢失、内框纸破损等质量缺陷,而如果在前端剔除烟包后,不能正常停吸附,那么,就会造成设备被动停机,浪费辅料。
1 GDX2包装机4#轮内框纸输送装置的成型和输送原理
GDX2包装机4#轮内框纸输送装置由内框纸裁切系统、负压气路、电磁阀、负压摆臂组成。内框纸裁切系统将裁切好的内框纸置于输送台面上,电磁阀接收到相应的吸取(停吸)信号后通(断)电磁阀,机械式的负压摆臂将相应的内框纸输送到4#轮模盒上方,通过下压装置将内框纸送进模盒内,整个装置完成一次输送动作。
2 存在的缺陷
由于内框纸是由负压吸取和输送的,在卷烟生产过程的环境中会产生一定的烟尘,故整个负压吸取装置在吸取内框纸的过程中,会将部分环境中的烟尘吸取到负压通道内。
GDX2包装机的设计生产速度为400包/分钟,在高速的生产情况下,负压吸风管路内将易堆积较多的烟尘,特别是会堵塞电磁阀内,造成管路流量变小,电磁阀开闭执行不到位。现用电磁阀为直动式,从维修经验看,如果内部稍微出现杂质,可能就会使动作行程不到位,从而影响吸附效果;有部分牌号内框纸原辅材料表面有粉渍,会被吸附进电磁阀。
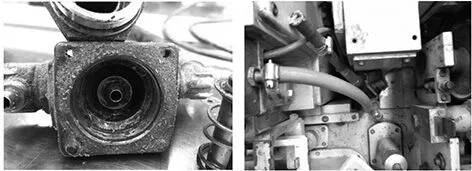
图1 缺陷示意图
空气中的灰尘很容易通过持续导通的负压管路堆积在管路内部,形成恶性循环,导致管路的堵塞,造成吸附能力降低。常通的吸附装置,意味着3#轮在剔除铝纸的时候,内框纸将不会停止吸附,内框纸被运到4#轮的空模盒内,浪费辅材,产生堵塞机器、产品质量风险。
3 对GDX2包装机4#轮内框纸输送装置的改进
ZB45包装机最大速度为每分钟400包,根据频率公式f=1/T,计算可得ZB45包装机最大工作频率约为6.67Hz。电磁阀的最大工作频率须大于包装机的工作频率。通过机械相位分析,当生产速度在最大400包/分钟时,内框纸吸附活动杆在“点头”吸附内框纸的工位上停留20ms。通过使用PLC来控制电磁阀开关,模拟生产状态,测得两款电磁阀在20ms的时间内通过两种不同尺寸的管路所能达到的最大压力。通过查询ZB45包装机说明书,知厂家规定的内框纸吸附压力范围为-(35~50)kPa。
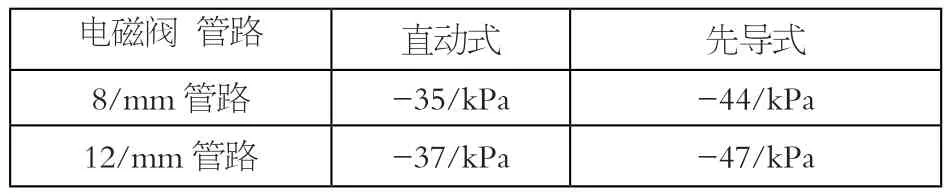
表1 两种电磁阀性能测试对比
3.1 设计控制方式
当控制板发出吸取内框纸请求,先导阀线圈得电,磁场将先导气缸轴向上提,先导气导通,驱动主轴向左动作,主气路导通,实现对内框纸的吸取。整个过程先导气不与主气路导通,先导气路因此保持清洁状态。
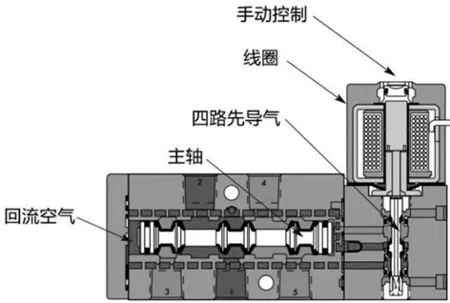
图2 先导式电磁阀结构示意图
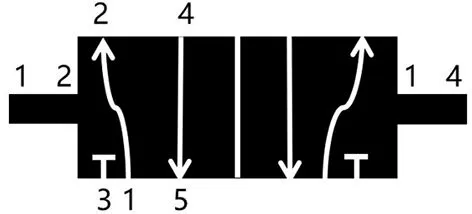
图3 先导式电磁阀工作方式示意图
3.2 设计气路
通过查询产品说明书获得了MAC 411A-D0BDM-DDAJ-1JB型电磁阀的先导压力范围为20-120psi,约合13.8-82.7kPa我们用压力传感器每隔五分钟测得先导气源的六组气压,可知平均气压为45.5kPa,符合要求。

表2 气压测试结果表
4 改进后4#轮内框纸输送装置稳定性提升的因素分析
此次GDX2 包装机4#轮内框纸输送装置的改进首先从气路来源做到了“开源”,管路横截面积的提升,有效地提升了负压气的通过量;电磁阀的改进使得整个输送管路系统堵塞的概率大大降低,电磁阀的开闭因此更能执行到位,开闭的速率也稳定。因此,保证了内框纸的输送过程都稳定可控,大大降低了输送系统的故障概率,也有效地降低了无内框纸、内框纸破损等质量问题发生的频率,减少了包装机的停机次数,提升了包装机工作的稳定性。
5 经济效益
整个改进设计花费大约500元。由于反馈的效果比较好,因此,在改进了16#机组后,我们又对另外的12台机组进行了同样的改进。通过此次改进,不仅包装机的生产效率得到了提高,还降低了小盒、水松纸、烟丝的消耗量,同时,还减少了操作工的劳动强度,经济收益得到了明显体现。
