亚硫酸钠浸出-甲醛还原回收氯化渣中的银
2020-07-08王宪忠张绍辉郭晓亮吕超飞乔广军宋振海董文龙王永峰
王宪忠,张绍辉,郭晓亮 *,吕超飞,乔广军,宋振海,董文龙,王永峰
亚硫酸钠浸出-甲醛还原回收氯化渣中的银
王宪忠1,张绍辉1,郭晓亮1 *,吕超飞2,乔广军1,宋振海1,董文龙1,王永峰2
(1. 潼关中金冶炼有限责任公司,陕西 潼关 714399;2. 国投金城冶金有限责任公司,河南 灵宝 472500)
为了改善氰化金泥湿法精炼过程中氯化渣铁粉置换工艺熔炼粗银时的工作环境,提高银的回收率,采用亚硫酸钠浸出-甲醛还原方法处理氯化渣。结果表明,在pH=8.5、液固质量比为20:1、35℃的条件下用浓度为250 g/L的亚硫酸钠溶液浸出氯化渣3 h后,银浸出率大于99%;浸银液在40%甲醛与银比例为5:2 (mL/g)、50℃的条件下还原1.5 h,银还原率达99%以上。浸出渣返回金泥氯化分金流程,浸银液还原后可再生循环使用,银综合回收率可达98%以上。
氰化金泥;氯化渣;银精炼;亚硫酸钠浸出;甲醛还原
陕西某黄金冶炼厂采用瑞典Boliden黄金精炼工艺提纯金银。氰化金泥经过盐酸预浸除去铜、铅、锌、铁等贱金属杂质。酸浸渣进行氯化分金,含金贵液经还原精炼回收金。氯浸后的氯化渣经铁粉置换得到粗银,粗银经烘干后熔炼铸银阳极板,经银电解精炼回收银。电解阳极泥返回金湿法精炼回收金。氰化金泥处理流程如图1所示。
氯化渣中银的回收提纯是银精炼过程中的关键一环,传统的工艺主要有以下几种:直接熔炼、金属置换和氨浸-水合肼沉淀银[1-5]。这些方法精炼银虽然回收率高,操作也比较简单,但在工作环境方面均存在着一些缺陷:直接熔炼和金属置换后熔炼均会产生大量含铅、汞粉尘,氨浸提银时氨气有刺激性气味。因此有必要研究一种经济、高效、环保处理氯化渣的方法。且该冶炼厂氯化渣经过铁粉置换工艺,在熔炼粗银时会产出10 t/a的炼银渣。这部分炼银渣品种多,成分较为复杂,导致金银回收困难,成本高,且金银回收率低。

图1 氰化金泥精炼工艺流程图
基于改善工作环境和提高金银回收率的目的,本文拟采用亚硫酸钠浸出-甲醛还原的方法处理氯化渣,替代铁粉置换的方式,并研究影响处理效率的因素。
1 实验部分
1.1 实验材料
实验所用氯化渣由陕西某冶炼厂提供,对其中的主要元素进行分析,其结果如表1所示。
由表1可以看出,氯化渣主要成分是银,其次是铅、金、铜和汞,还有一些其他杂质。氯化渣中
表1 氯化渣中主要元素分析结果

Tab.1 Analytical results of main elements in chloride residue
铅含量11.67%,主要以PbCl2形式存在,是后续熔炼过程含铅粉尘的主要来源。
1.2 实验仪器和试剂
实验所用的主要仪器为恒温水浴锅、顶置式搅拌机、真空抽滤机。使用的主要试剂无水亚硫酸钠(Na2SO3)、氢氧化钠(NaOH)、40%甲醛(HCOH)等均为分析纯。
1.3 实验原理
亚硫酸钠可以浸出氯化渣中的银,原理是AgCl与SO32-生成可溶配离子[Ag(SO3)2]3-,反应为[6]:
AgCl+2SO32-→[Ag(SO3)2]3-+Cl-(1)
碱性条件下甲醛还原银的反应为[7]:
2[Ag(SO3)2]3-+HCOH+2OH-=
2Ag↓+4SO32-+HCOOH+H2O (2)
亚硫酸钠浸出液用甲醛还原,分离银粉后,通入SO2气体再生,可循环使用,母液可循环次数将在后续进行扩试研究,反应为:
2OH-+SO2→SO32-+H2O (3)
1.4 实验流程
基于上述原理,采用的亚硫酸钠浸出-甲醛还原流程如图2所示。

图2 工艺流程图
采用亚硫酸钠浸出替代原工艺中的铁粉置换,得到浸银液和浸出渣。这一过程不产生粗银粉,避免了烘干熔炼的粉尘污染等环境问题。浸出渣进入氰化金泥氯化分金流程,金、铜等进入含金贵液还原精炼金,铅生成微溶氯化物沉淀。浸银液采用甲醛还原,得到的银粉含量达95%左右,分析结果见表2。该银粉可直接熔炼铸锭,无需进行银电解。本工艺具有处理量大,操作过程简单,工作环境条件好等优点。
表2 银粉银含量分析结果

Tab.2 Analytical results of silver content in silver powder
1.5 实验方法
1) 亚硫酸钠浸银。称取100 g氯化渣样品于烧杯中,加入一定体积的水和无水亚硫酸钠,恒温水浴锅控制温度,开启搅拌,控制浸出条件(液固质量比、温度、时间、亚钠浓度和pH值等)。浸出结束后真空过滤,浸银渣经洗涤、烘干,用原子吸收光谱法测定浸出渣中银含量,计算浸出率,浸银液留待甲醛还原银实验用。
2) 甲醛还原银。量取1 L亚硫酸钠浸银液于烧杯中,恒温水浴锅控制温度,开启搅拌,控制条件(甲醛用量、温度和时间等)还原。反应结束后真空过滤,银粉经洗涤、烘干,用原子吸收光谱法测定还原液中银含量,计算还原率,还原液经处理后返回亚硫酸钠浸出。
2 结果与讨论
2.1 浸出条件对亚硫酸钠浸银的影响
2.1.1液固质量比()
实验条件:氯化渣100 g,浸出温度35℃,浸出时间3 h,pH=8.5,亚硫酸钠浓度250 g/L,考察液固质量比对银浸出率的影响。结果如图3所示。
由图3可以看出,银浸出率随着液固比的增大逐渐升高,达到20:1以后,银浸出率高达99%,此时银浸出率变化逐渐平缓。液固比太小溶液浓度高,影响离子的扩散速度,不利于银的浸出,液固比太大溶液量增大,不利于下一步银的还原,且[Ag(SO3)2]3-配离子饱和浓度约为35 g/L,所以浸出的液固比以20:1为最佳。
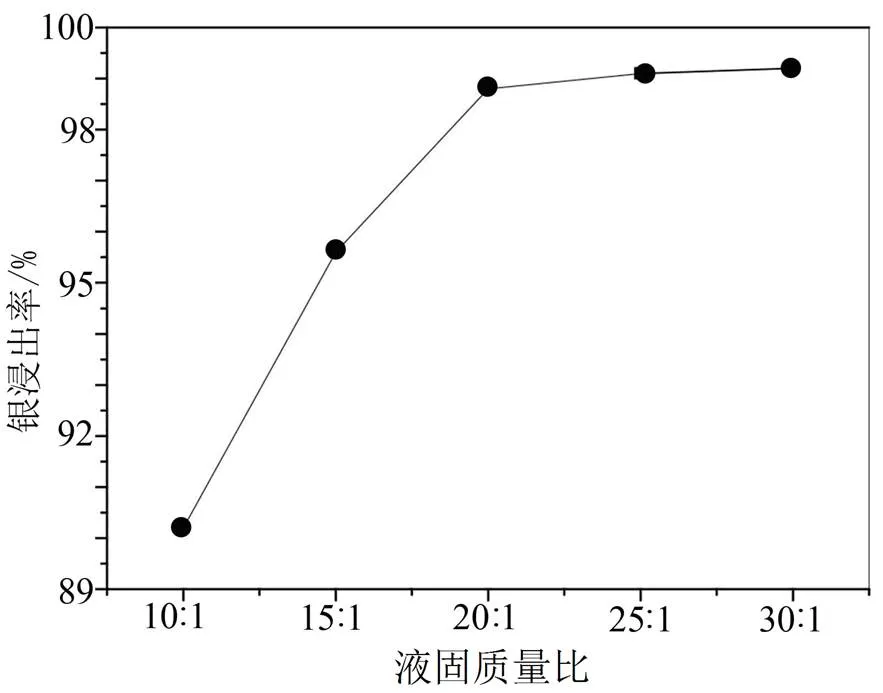
图3 液固质量比对银浸出率影响
2.1.2浸出温度
实验条件:氯化渣100 g,液固比20:1,浸出时间3 h,pH=8.5,亚硫酸钠浓度250 g/L,考察浸出温度对银浸出率的影响。结果如图4所示。
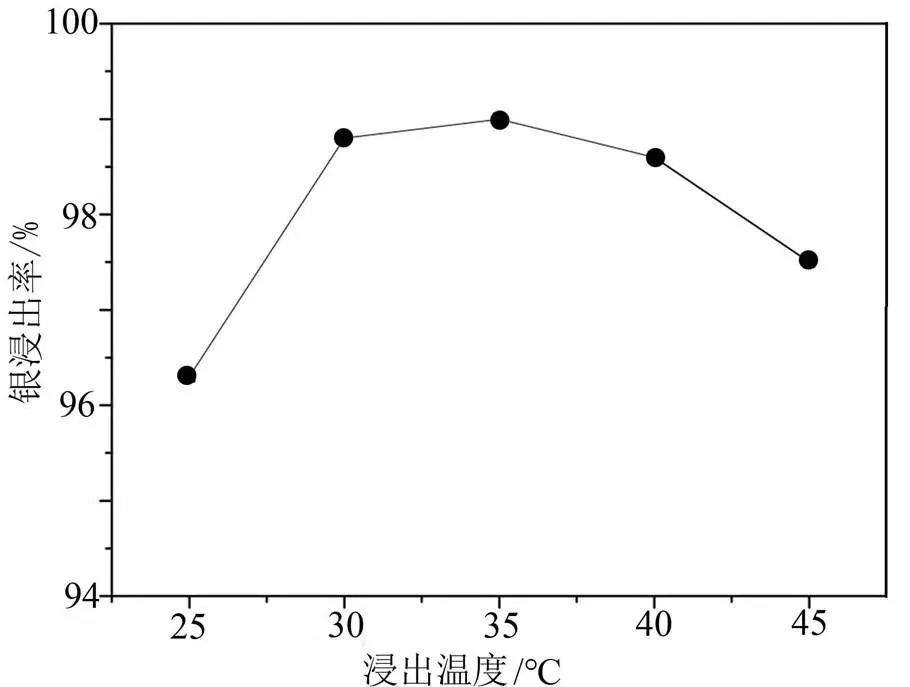
图4 浸出温度对银浸出率影响
由图4可以看出,浸出温度对银浸出率的影响较大,当温度低于30℃时,银的浸出率随温度升高而增大;浸出温度在30~40℃之间时,银浸出率为99%基本保持不变;温度高于40℃后,银浸出率随温度的升高而降低。原因可能是由于在高温条件下亚硫酸钠分解生成的二氧化硫将已经溶解的[Ag(SO3)2]3-配离子还原成单质银,不利于银浸出[8]。所以最适宜的浸出温度为35℃。
2.1.3浸出pH值
实验条件:氯化渣100 g,液固比20:1,浸出温度35℃,浸出时间3 h,亚硫酸钠浓度250 g/L,考察pH值对银浸出率的影响。实验结果见图5。
由图5可见,pH低于8.5时,随pH值的增大,银浸出率升高,因为亚硫酸钠在pH低时不稳定、易分解;pH大于8.5后,银浸出率随pH增大而降低,碱性过高银生成Ag2O沉淀[9]。所以选取浸出的最佳pH为8.5。

图5 pH对银浸出率影响
2.1.4浸出时间
实验条件:氯化渣100 g,液固比20:1,浸出温度35℃,pH=8.5,亚硫酸钠浓度250 g/L,考察浸出时间对银浸出率的影响。实验结果如图6所示。

图6 浸出时间对银浸出率影响
由图6可以看出,浸出时间小于3 h时,反应时间过短,浸出不完全。随着浸出时间的延长,银浸出率逐渐升高,当浸出时间超过4 h后,银浸出率反而降低,这是由于亚硫酸钠既是银的配合剂,也是还原剂,浸出反应时间过长将导致银浸出率降低[10]。所以浸出时间以3 h为宜。
2.1.5亚硫酸钠浓度
实验条件:氯化渣100 g,液固比20:1,浸出温度35℃,浸出时间2 h,pH=8.5,考察亚硫酸钠浓度对银浸出率的影响。实验结果见图7。

图7 亚硫酸钠浓度对银浸出率影响
由图7可以看出,银浸出率随着亚硫酸钠浓度的增加而增大,当亚硫酸钠浓度为150 g/L时,银浸出率85.6%,提高亚硫酸钠浓度至350 g/L,银浸出率高达99.4%,考虑到药剂成本,亚硫酸钠浓度选取250 g/L。
2.2 还原条件对甲醛还原银的影响
在最佳浸银条件下进行扩大试验,所得浸液用于甲醛还原银实验。经测定浸液中银含量为20 g/L。还原后的溶液再生后返回循环使用。
2.2.1甲醛用量
实验条件:浸液1 L (含银20 g),还原温度50℃,还原时间1.5 h,考察甲醛用量对银还原率的影响。实验结果如图8所示。

图8 甲醛用量对银还原率影响
由图8可看出,随甲醛用量的增加,银回收率逐渐升高。当甲醛用量为10 mL时,银还原率仅为92.66%;甲醛用量提高至50 mL时,银还原率高达99.5%;继续提高甲醛用量,银还原率基本不再变化。因此甲醛最佳用量选取50 mL。甲醛用量太低时,浸液中的银还原不彻底;用量太高增加药剂成本,而且污染亚硫酸钠母液。根据甲醛还原银的化学反应方程式计算,理论上用1 g纯甲醛(约3 mL 40%甲醛溶液)可以还原7 g银,由于甲醛的挥发、溶液中其他杂质元素的影响,以及还原过程有酸的生成造成溶液pH值变化等因素影响,实际甲醛消耗量要比理论量大[11]。本实验适宜的甲醛用量为50 mL的40%甲醛溶液,即40%甲醛溶液与银体积质量比(mL/g)为5:2。
2.2.2还原温度
实验条件:浸出液1 L,甲醛50 mL,还原时间1.5 h,考察了还原温度对银还原率的影响(图9)。
由图9可看出,温度升高利于还原反应的进行,随着还原温度的升高,银还原率逐渐升高,温度达到50℃以后,还原率基本不再变化,银还原率高达99.8%。当还原温度较高时,则会造成甲醛挥发,污染工作环境[12],所以适宜的还原温度为50℃。
2.2.3还原时间
实验条件:浸出液1 L,甲醛50 mL,还原温度50℃,考察了时间对银还原率的影响(图10)。
由图10可看出,随着时间的延长,银回收率逐渐升高;到1.5 h后,还原率基本不变化,此时银还原率可达99%以上。综合考虑还原时间选取1.5 h。
2.3 经济效益测算
本工艺与原氯化渣处理工艺相比,亚硫酸钠浸出-甲醛还原,可替换原工艺中的“铁粉置换-烘干熔炼-银电解”部分。根据该冶炼厂历年来的生产数据,结合实验数据,对经济效益进行简单测算,结果如下:
1) 原工艺中“铁粉置换-烘干熔炼-银电解”部分,历年银生产成本为41元/kg。
2) 亚硫酸钠母液单次使用成本:平均产银30 g,需亚硫酸钠250 g,甲醛60 g。药剂单价:亚硫酸钠4元/kg,甲醛2元/kg。银生产成本为37元/kg。
3) 李卫锋等[13]研究亚硫酸钠浸出液通入SO2再生可循环多次,若浸出液循环5次,则银生产成本将降低至11元/kg。
不考虑银渣折价出售的损失,该冶炼厂平均年产白银5 t,若亚硫酸钠浸出液单次使用,银生产成本将降低4元/kg,每年可降低成本2万元;若亚硫酸钠浸出液循环使用5次,银生产成本将降低30元/kg,每年可降低生产成本15万元。更准确的数据有待于采用扩大试验验证。
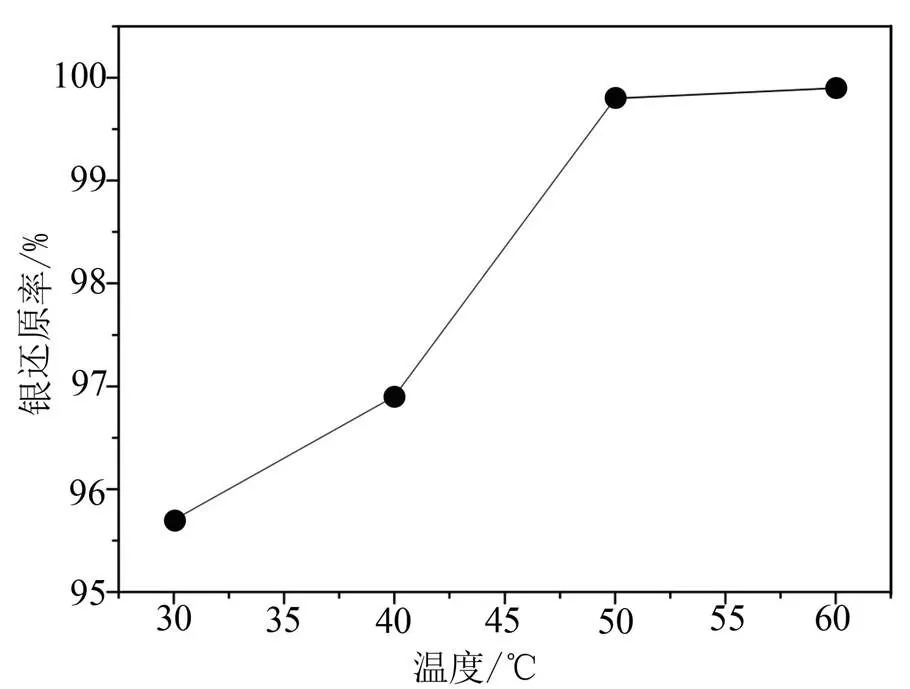
图9 还原温度对银还原率影响
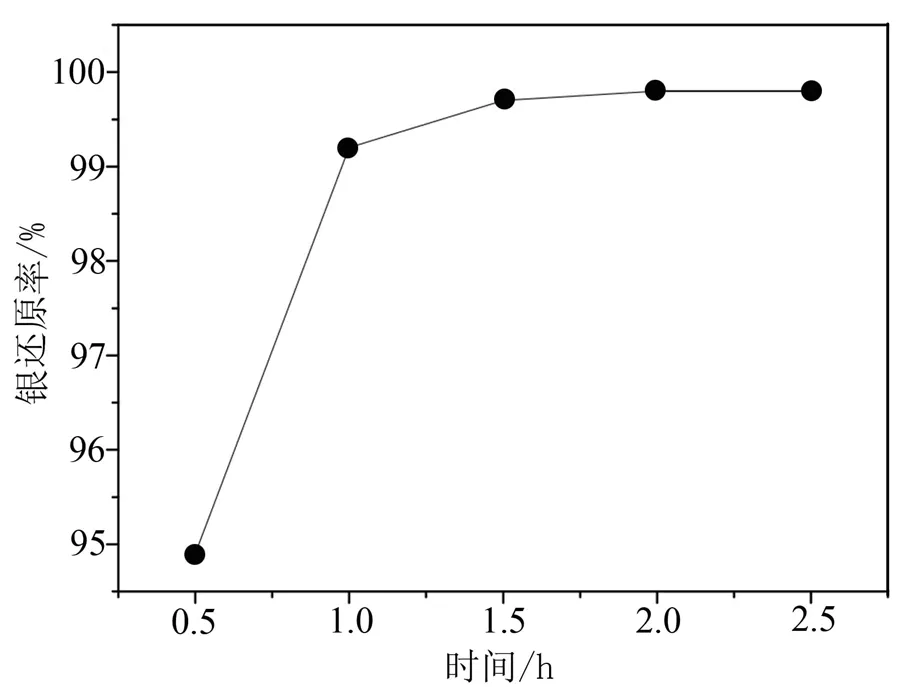
图10 时间对银还原率影响
3 结论
1) 亚硫酸钠浸出氯化渣中银时,在pH=8.5,液固质量比20:1,亚硫酸钠溶液浓度250 g/L,35℃浸出3 h时银的浸出率在99%以上。
2) 采用甲醛还原浸液中银,40%甲醛溶液与银体积质量比(mL/g) 5:2,50℃反应1.5 h,银的还原率在99%以上。
3) 亚硫酸钠浸出-甲醛还原法回收银,还原银粉纯度高,银综合回收率可达98%以上,初步测算可明显降低生产成本。这一工艺可以避免粗银熔炼的粉尘污染,改善工作环境。
[1] 宋裕华, 王维国. 从氯化银中提取银的方法[J]. 黄金, 2013, 34(6): 57-59.
SONG Y H, WANG W G. Silver recovery from silver chloride[J]. Gold, 2013, 34(6): 57-59.
[2] 贺小塘. 氯化银还原精炼技术[J]. 黄金, 1998, 19(2): 36-38.
HE X T. Technique of reducing refining of silver chloride[J]. Gold, 1998, 19(2): 36-38.
[3] 李卫锋, 蒋丽华, 杨安国, 等. 铅阳极泥湿法工艺改进研究[J]. 湿法冶金, 1996, 15(4): 22-25.
LI W F, JIANG L H, YANG A G, et al. Study on improvement of lead anode slime wet process[J]. Hydrometallurgy of China, 1996, 15(4): 22-25.
[4] 张杜超, 杜新玲, 杨天足, 等. 氯化银在含氯离子的亚硫酸钠溶液中的浸出研究[J]. 贵金属, 2007, 28 (3): 10-14.
ZHANG D C, DU X L, YANG T Z, et al. Study on leaching of silver chloride in sodium sulfite solution containing chloride ions[J]. Precious metals, 2007, 28(3): 10-14.
[5] 余建民. 贵金属分离与精炼工艺学[M]. 北京: 化学工业出版社, 2006: 149-179.
YU J M. Separation and refining technology of precious metal[M]. Beijing: Chemical Industry Press, 2006: 149-179.
[6] 刘华英. 银精矿预氧化亚硫酸钠浸出湿法提银工艺研究[J]. 四川有色金属, 2004, (4): 36-38.
LIU H Y. Technological research on extracting silver from silver concentrate by pre-oxidation-Na2SO3leaching method[J]. Sichuan nonferrous metals, 2004, (4): 36-38.
[7] 耿桂秀, 李勤, 周晓勇, 等. 亚硫酸钠分银与氨浸分银工业实验[J]. 化学工程师, 2013(1): 63-66.
GENG G X, LI Q, ZHOU X Y, et al. Industrial experiments of silver extraction by sodium sulfite and ammonia leaching[J]. Chemical engineer, 2013(1): 63-66.
[8] 李义兵. 分银渣综合回收利用工艺研究[D]. 长沙: 中南大学, 2003.
LI Y B. Study on technologic process of comprehensive recovery of silver separation residue[D]. Changsha: Central South University, 2003.
[9] 张小林, 李伟, 宁瑞. 用Na2SO3与NH3分银实验研究[J]. 有色金属科学与工程, 2014, 5(1): 63-67.
ZHANG X L, LI W, NING R. Silver separation by using Na2SO3and NH3[J]. Nonferrous metals science and engineering, 2014, 5(1): 63-67.
[10] 李义兵, 陈白珍, 龚竹青, 等. 用亚硫酸钠从分银渣中浸出银[J]. 湿法冶金, 2003, 22(1): 34-38.
LI Y B, CHEN B Z, GONG Z Q, et al. Leaching of Ag from residue containing silver with sodium sulfite[J]. Hydrometallurgy of China, 2003, 22(1): 34-38.
[11] 李运刚. 湿法处理铜阳极泥工艺研究(Ⅲ)-银的分离[J]. 湿法冶金, 2001, 20(1): 18-21.
LI Y G. Study on hydrometallurgical process for copper anode mud(III) - Extraction of silver[J]. Hydrometallurgy of China, 2001, 20(1): 18-21.
[12] 程德平, 夏式均. 甲醛还原Ag(SO3)23-以沉析银的研究[J]. 杭州大学学报, 1989, 16(1): 59-65.
CHENG D P, XIA S J. Studies on the reduction of Ag(SO3)23-by formaldehyde solution[J]. Journal of Hangzhou University, 1989, 16(1): 59-65.
[13] 李卫锋, 孙中森, 宾万达, 等. 用亚硫酸钠从高铅氯化渣中提银[J], 矿冶工程, 1993, 13(2): 47-49.
LI W F, SUN Z S, BIN W D, et al. The extraction of silver from lead-rich chlorination residue using sodium sulphite[J]. Mining and metallurgical engineering, 1993, 13(2): 47-49.
Recovery of Silver in Chloride Residue by Sodium Sulfite Leaching-Formaldehyde Reduction Process
WANG Xian-zhong1, ZHANG Shao-hui1, GUO Xiao-liang1 *, LÜ Chao-fei2, QIAO Guang-jun1, SONG Zhen-hai1, DONG Wen-long1, Wang Yong-feng2
(1. Tongguan Zhongjin Smelting Co. Ltd., Tongguan 714399, Shaanxi, China;2. SDIC Jincheng Metallurgy Co. Ltd., Lingbao 472500, Henan, China)
In order to improve the working environment of smelting coarse silver by the replacement process of iron powder from chloride residue in the wet refining process of cyanide gold mud and the recovery of silver, selective leaching of silver from chlorinated residue and silver reduction with formaldehyde have been investigated. The results showed that the silver leaching ratio of chlorinated residue was over 99% after leaching by 250 g/L sodium sulfite solution with a liquid-solid mass ratio () of 20:1 for 3 hours at pH 8.5 and 35℃. The leached solution was reduced by formaldehyde with a ratio of 40% formaldehyde to silver of 5:2 (mL/g) for 1.5 h at 50℃, and the silver reduction rate was over 99%. The leached residue was returned to the gold slime chlorination process, and the silver leaching solution could bereuseble, and the comprehensive recovery rateof silver could reach over 98%.
cyanide gold mud; chlorinated residue; silver refining;sodium sulfite leaching; formaldehyde reduction
TF832,TF114
A
1004-0676(2020)01-0054-06
2019-06-14
陕西省渭南市科技计划项目(2015TCZX-22)
王宪忠,男,工程师,研究方向:冶炼生产技术管理。E-mail:835692250@qq.com
郭晓亮,男,工程师,研究方向:贵金属选冶和精炼。E-mail:guoxiaoliang1985@126.com
