地铁构架UT探伤焊缝质量控制研究
2020-06-29葛欢欢郭文俊孙正夏
葛欢欢 郭文俊 孙正夏

摘要:本论文主要介绍了地铁构架UT探伤焊缝质量控制的工艺改善方法。从组装、调平、焊接及检测方法等方面对焊接缺陷的原因进行深入分析,并根据分析提出了相应的焊接工艺改善方法,有效解决了地铁构架横梁与侧梁对接焊缝UT探伤缺陷问题,极大提高了产品质量和生产效率。
关键词:地铁构架;V型对接焊缝;UT;工艺改善
0引言
不断发展的社会需求催生了大量的新型轨道车辆产品,但同时也使车辆的安全运营问题面临前所未有的挑战 。随着轨道交通的快速发展,对产品的质量要求越来越高,转向架构架作为机车车辆行走部的骨架,起到关键的连接和承载作用,焊接构架结构复杂,焊缝质量直接影响列车运行安全,如何保证焊缝质量降低焊接缺陷是焊接工艺优化的关键 。当前地铁构架UT探伤焊缝的缺陷主要为近板厚缺陷,修复难度极大,造成大量人力物力浪费,并对构架生产周期产生影响,该问题亟待解决。
1工艺现状
地铁构架UT探伤焊缝结构形式:板厚14mm对接焊缝,加垫板(筋板作为垫板使用),焊缝长度445mm,如图1所示。首列平均每台车UT探伤缺陷达到6.5笔,通过对缺陷位置、深度、类型等进行统计分析,发现缺陷主要集中在主横梁与侧梁组成衔接的对接焊缝上(共4条),缺陷深度90%以上在板厚13mm左右(近板厚),缺陷位置95%以上处于筋板拼接处及点固焊位置,缺陷类型95%以上为条状(未熔合或裂纹)缺陷。
2焊接缺陷问题分析
针对UT探伤异常问题,对缺陷焊修过程进行跟踪,对缺陷位置、深度、类型等进行统计。对组装、调平、焊接过程进行全程跟踪,对现场实际操作情况如组装间隙、钝边、错边情况、垫板状态、点固焊、焊道布置、工艺参数合理性等进行分析,最终得出影响焊缝质量的主要因素有以下三点。
2.1调平方式
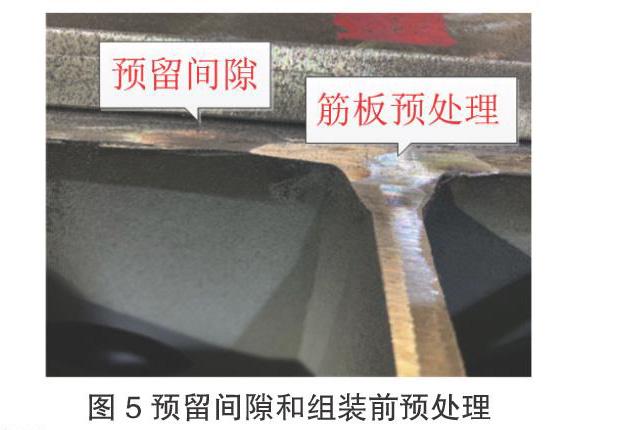
侧梁组成两端压型且板厚过大(14mm)、焊缝过长(445mm),焊缝组装调平难度较大,点固后依靠锤击方式进行调平,点固一端后依次顺延点固。组焊后焊缝受力较大且应力无法释放形成应力集中,出现点固焊开裂现象,如图2所示。
2.2应力集中
主横梁盖板与侧梁组成盖板衔接的对接焊缝,垫板为主横梁筋板,筋板三面焊接完成后成为一体,点固焊将盖板与筋板连接,盖板长直焊缝焊接时,盖板焊缝无法自由伸缩,承受较大的应力,熔池金属冷却凝固时,极易造成点固焊及打底焊撕裂 ,如图3所示。
2.3垫板间隙
主横梁筋板为拼接而成,受板与板间倒角、间隙等因素影响,对接焊缝组装后,垫板(筋板)局部会出现较大空隙(结构突变)情况,如图4所示。焊接过程极易出现焊漏、焊穿、焊瘤缺陷。另外,打底焊焊道较窄,局部凹陷处电弧可达性较差,无法保证根部融合。
3焊接工艺改善
针对焊接中存在的问题,根据主横梁与侧梁组成结构特点,设计制作组焊调平工装,降低调平劳动强度。针对UT探伤异常问题,通过采取优化组焊顺序、增加盖板与筋板间隙、组装前对筋板拼接处进行预处理等措施,降低焊缝UT探伤缺陷,保证了焊缝质量并且提升了生产效率。
3.1改善调平方式
改善调平方式,利用杠杆原理设计制作专用组焊调平工装,对焊缝进行微调,将需要调修的位置直接利用压头的作用力,将对接焊缝错边调至1mm内,机械调平降低了劳动强度并且有利于错边及平面度控制。
3.2优化组焊顺序
为避免点固焊对焊缝质量的影响,机械调平后直接进行打底焊接,对接焊缝内无点固焊,打底焊一次完成,因点固焊导致缺陷概率降为零 ,有利于保证打底焊质量,焊接过程中释放部分压力,打底焊不会出现冷却过程开裂情况。
3.3增加组装间隙
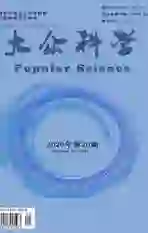
在盖板对接焊缝与背面筋板之间增加0.5mm间隙,增加间隙后盖板焊缝与筋板分离,如图5所示,焊接过程不受筋板约束能够自由伸缩,释放了焊接应力。另外增加间隙后,打底焊时可清楚观察电弧打开熔池状态,可获得均匀背面焊缝成型。
3.4组装前预处理
组装前对筋板拼接处进行预处理,组焊前将筋板倒角和筋板拼接位置进行焊接预处理,焊接完成后进行打磨处理,如图5所示,预处理后筋板背面平整无空隙及结构突变,降低了打底焊操作难度,有利于保证打底焊焊接质量。
4改善效果
从降低焊接缺陷入手,制作调平专用工装,极大降低焊接组装调平劳动强度。对现有焊接工艺进行优化,一是通过组装前预处理及调平后直接进行打底焊接,有效保证了打底焊质量,二是增加组装间隙,释放了焊接应力,最终提高了对接焊缝UT探伤合格率,避免因焊缝存在缺陷进行焊修浪费的人力物力,提升了生产效率,保证了焊缝质量。
焊接质量对比:工艺改善措施制定后,进行构架焊接试验,得到2个构架的UT探伤结果,1#构架对接焊缝0笔缺陷,2#构架对接焊缝2笔缺陷(深度4mm、6mm端部气孔、夹杂缺陷),验证结果近板厚缺陷0笔,改善措施在工序推广后,地铁构架对接焊缝UT探伤缺陷由原来的每台车6.5笔降至1.2笔,达到了预期效果。
5结论
通过设计组焊调平专用工装、优化组焊顺序、组装前进行预处理等措施成功解决了地铁构架对接焊缝UT探伤合格率低的问题,有效提高了产品质量和生产效率,改善措施可为后期同类焊缝结构提供借鉴。
参考文献
[1]王萌.焊接转向架构架线路载荷的特征与应用研究[D].北京交通大学,2016.
[2]段珍珍,张雪红,谷晓鹏.軌道车辆焊接制造工艺现状及发展趋势[J].焊接技术2011,40(11):1-5.
[3]李德学,张世娟.焊接型钢焊缝裂纹的原因分析[J].钢结构,2013,28(02):55-5.
[4]陈祝年.焊接工程师手册[M].钢结构,机械工业出版社,2004.