赛络纺聚酰亚胺纤维5.9 tex 纱的生产
2020-06-23李苏红马凤云刘玉庆
李苏红 马凤云 刘玉庆
(德州悦丰纺织科技有限公司,山东德州,253500)
1 原料性能
以聚酰亚胺短纤维(以下简称轶纶)为原料生产的多功能细号纱线指标优良,且具有良好的功能性[1]。
(1)保暖效果。具有很低的导热系数,在与世界顶级保暖产品的对比测试中,轶纶细号纱具有明显的优势,同时能够使保暖服更轻薄,质量可减轻40%左右。
(2)高温稳定性和低温稳定性。轶纶具有长久的热稳定性,在工作温度300 ℃下具有良好的强度、耐劳性。轶纶纤维亦能耐极低温,在-269 ℃液氮中不脆断。
(3)阻燃性。轶纶是由芳香族主链单元组成,其极限氧指数大于38%,属于不燃物质。轶纶具有不熔融的特性,且离火自熄,发烟率极低,无毒。轶纶不含卤素,属于绿色环保纤维。
(4)电性质。在高温、高压、高湿、变频等条件下仍能保持良好的绝缘性能。
(5)化学稳定性。凭借显著的耐化学性,轶纶能长期在各种环境下使用,它能够耐受大多数有机溶剂的作用,例如:酸、碱、烃类、酮、醇等。
(6)过滤性能。单独使用或者混和使用多种截面形状(圆形或三叶形)的轶纶以及纳米级纤维,可增加过滤表面积,使其具有优异的过滤性能。
(7)婴儿级生物亲和性。从制造到使用全程对环境友好,通过Oeko-Tex®Standard 100 婴儿级生态信心纺织品认证,符合欧盟纺织品进口要求[2]。
(8)抗菌作用。经权威机构检测,对金黄色葡萄球菌、大肠杆菌、白色念珠菌等的抗菌效果均好于竹原纤维。
(9)远红外保健性能。能够促进穿戴者血液循环,强化组织新陈代谢,增加组织再生能力,提高人体的免疫能力,从而起到医疗保健的作用。
2 工艺流程
(纤维养生处理)→A002D 型抓棉机→FA106E 型开棉机→A076 型单打手成卷机→FA226 型梳棉机→FA320A 型并条机(头并)→FA311 型并条机(末并)→FA493 型粗纱机→ZJ1268 型细纱机→№21 型自动络筒机
3 生产及质量控制要点
3.1 养生处理
轶纶手感硬,强力高,抱合力差,易产生静电,可纺性较差。因此,在纺纱前必须对纤维进行防静电预加湿处理,且采用分组处理[3-4]。要求提前配好抗静电剂溶液,其中水∶抗静电剂配比为4∶1,每组加湿200 kg,将5 kg 的抗静电剂溶液均匀地喷洒到平摊好的纤维上。喷洒后,人工翻拌纤维,直到抗静电剂溶液与纤维混和均匀,再分别将每组的纤维装袋,在密闭空间内放置36 h后用于生产。
3.2 清棉工序
充分考虑到纤维的开松度及纤维特性,清棉工序采用“少打击,少开松”的原则,减少工艺流程,由抓棉机直接过渡到开棉机,再到单打手成卷机,以减少纤维的打击点,避免纤维的损伤。清棉工序主要工艺参数:棉卷定量310 g/m,定长30 m,棉卷罗拉速度10 r/min。
3.3 梳棉工序
将锡林盖板隔距适当调小,既做到较好的梳理效果,又不至于恶化短绒,贯彻“适度梳理,结杂短绒兼顾”的原则。给棉隔距按照粘胶纤维的生产工艺调节,减少刺辊对纤维的损伤。锡林速度降低为320 r/min,与刺辊的速比调节为2.4∶1,盖板速度调换牙轮改为最小速度,增强梳理作用,减小道夫速度,提高锡林道夫转移率,减少纤维充塞、反复揉搓,增加梳理转移,固定盖板针布密度由后下固定盖板到后上固定盖板逐渐增大,固定盖板数为前四后三。除尘刀去除,小漏底进口隔距10 mm,出口隔距1 mm。梳棉工序主要工艺参数:刺辊速度790 r/min,锡林速度320 r/min,盖板速度71 mm/min,道夫速度28 r/min,锡林与盖板隔距0.25 mm、0.23 mm、0.23 mm、0.25 mm,生条定量14.0 g/5 m。
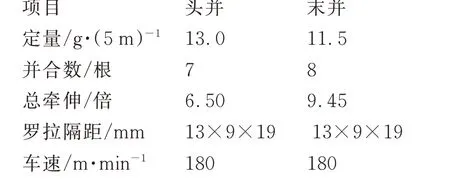
3.4 并条工序
经清棉、梳棉、预并条后,生条中纤维的伸直度得到一定程度的改善,并条工序主要通过牵伸,利用自调匀整装置,进一步提高纤维伸直度和平行度,使得条子均匀。并条工序主要工艺参数如下。
3.5 粗纱工序
在工艺配置上仍以进一步提高纤维的伸直平行度、分离度,改善纱条的条干均匀度为原则,选择合适的牵伸倍数和钳口隔距块,避免“疙瘩条”出现。选用较小的轴向卷绕密度,避免在细纱工序出现粗纱黏断,保证粗纱不漏管,还要卷绕紧密。在保证细纱不出“硬头”的原则下,适当加大粗纱捻度。粗纱工序主要工艺参数:粗纱定量2.0 g/10 m,钳口隔距6.5 mm,总牵伸11.5倍,罗拉隔距11 mm×27 mm×41 mm,前罗拉速度200 r/min,捻系数65。
3.6 细纱工序
细纱工序采用赛络纺纺纱技术,由于粗纱捻度偏大掌握,为使细纱能够顺利牵伸,适当放大细纱机后区牵伸隔距,钳口隔距以保证不出“硬头”的原则下偏小选择[5]。为保证赛络纺风格,并兼顾成纱条干和毛羽指标,选用喇叭口间距6 mm,PG1/2 3854 型钢领。为保证牵伸,防止缠绕,选用硬度为邵尔A75 度的胶辊,并对其进行1∶5 涂料涂层后光照1 min 处理。为有效控制气圈,钢丝圈宜偏重选择。细纱工序主要工艺参数:钢丝圈型号OSS 18/0,钳口隔距2.5 mm,总牵伸67.8 倍,后区牵伸1.08 倍,罗拉中心距43 mm×64 mm,前罗拉速度210 r/min,捻系数330。
经测试,赛络纺轶纶5.9 tex 纱的主要成纱质量指标:强力117.7 cN,断裂强度19.9 cN/tex,强力CV值 10.3%,条 干CVb2.3%,条 干CVm16.08%,3 mm 毛羽数1.9 根/m。该纱线的强力、毛羽等指标均达到了较好的水平,满足了用户的质量要求。
3.7 络筒工序
在№21 型全自动络筒机上配置USTER 三代电子清纱器,可沿着电子清纱器模拟的纱体进行电子清纱器参数的合理设定,以保持纱线通道光洁;适当降低槽筒速度,控制筒子硬度,尽量减小筒子纱毛羽的恶化程度。电子清纱器工艺设置:NSL 通 道 为300%×0.4 cm、290%×0.8 cm、280%×1.2 cm、160%×4.0 cm、65%×16 cm、40%×32 cm、23%×120 cm,T 通道为-75%×6 cm、-40%×20 cm、-19%×140 cm,车速1 000 m/min,络筒张力4 cN。
4 结语
在研制赛络纺轶纶5.9 tex 纱的过程中,总结出以下实践方法:选用轶纶短纤维,做好纤维的养生处理,解决纤维刚度大、静电不易扩散的难题,保证纺纱能够正常进行。清棉工序采用短流程,以少打击为原则,减轻纤维损伤。梳棉工序优化梳理工艺,调整锡林盖板隔距,解决轶纶短纤维缠绕、棉结高的问题。调整粗纱条的卷绕圈距,避免在细纱工序出现粗纱黏断。细纱工序优选钢领、钢丝圈、胶辊等器材和工艺参数,且采用赛络纺纱技术,明显降低了成纱毛羽,提高了成纱质量,选用适当捻系数,保证纱线的风格。络筒工序合理选择工艺参数,控制好络筒速度和筒子硬度。通过以上关键技术措施,使得所纺成纱质量满足了用户的要求。
学术期刊论文关键词的正确编写
关键词是学术论文不可或缺的重要组成部分,对于论文的录用、检索和利用有着举足轻重的作用。一系列准确的关键词可确保正确的索引并有助于向目标读者群展现你的研究。同时,也利于提高论文被引用的机会。CY/T 173—2019《学术出版规范 关键词编写规则》就对学术期刊论文关键词编写进行了规范。
标准明确了关键词的定义为表达学术论文主题内容的词或词组。关键词应准确并充分揭示论文主题内容,重要的可检索内容不应遗漏;根据学术论文研究的深度和广度,宜选择3 个~8 个关键词;学术论文应编写英文关键词。
在关键词的主题分析上,核心主题因素应作为必要因素标引;对核心主题因素起限定修饰作用的概念应标引;核心主题因素的具体研究内容应标引;与核心主题因素紧密相关的研究目的、出发点、结论和潜在用途等内容应标引;研究过程中所应用的新方法及改进的常规方法应标引;对核心主题因素起限定作用的时间和空间因素应标引;可与核心主题因素组配且能准确地表达主题内容的通用概念应标引。
在关键词的选取上,应选择明确表达主题概念的词或词组;应选择学科领域内公认的规范术语,涉及科学技术名词的应符合CY/T 119《学术出版规范 科学技术名词》的有关规定;作品名称作为关键词应加书名号;特定含义的词作为关键词时应加双引号,如“一带一路”。
本刊编辑部