低回潮率原棉加湿处理对生产质量的影响分析
2020-06-23张黎明
张黎明
(四川安浪家纺有限责任公司,四川遂宁,629200)
1 问题提出
我公司原棉主要来源于新疆北疆的奎屯、呼图壁以及东疆的哈密,由于新疆气候相对干燥,原棉回潮率普遍偏低,特别是后期原棉或存放过一两年的原棉,到厂检验回潮率最低仅4.5%,绝大多数在5.5%左右,少量有7%。这样的回潮率显然太低,在使用中如遇空气干燥的春冬两季,对于我们这种砖混钢结构厂房,车间温湿度控制困难。如果是干风天,生产就更难控制,质量也难以保障。加上原棉回潮率低,易产生静电,纤维蓬松,纤维表面水分损失快,在生产过程中特别是前纺各工序容易产生黏、缠、堵、挂现象。并且持续时间在春冬两季断断续续长达4 个月左右,给生产和质量造成了不小波动。
2 分析原因
针对这种情况,我们认真分析了这类低回潮率原棉高温加湿的可能性和适用性。根据纺纱经验,一般原棉回潮率在7.0%~8.5%,对工序生产和质量最为合适。如果绝大多数原棉回潮率在4.5%~6.5%,即使车间相对湿度达到生产要求,也仅是纤维表面水分基本满足生产需求。但水分子并未进入棉纤维中腔,表面水分无法得到有效保留和保持,在清梳并粗细生产过程中,纤维表面水分损失较大,而纤维中腔里并无水分。尽管经细纱加捻卷绕,但纱线仍旧蓬松,管纱、筒纱回潮率低,单纱强力未达到应有程度。在后工序整浆织造过程中,纱线易产生脆断,毛羽数量增加并偏长,布面棉结增加,严重影响织机效率和布面质量。针对上述情况,我们在往复式抓棉机处分批次测回潮率,然后在梳棉机上分机台取生条测回潮率。原料加权平均回潮率5.6%,生条加权平均回潮率5.3%,取样时车间温度28 ℃,相对湿度47%。
以上数据表明,纤维从清棉到梳棉工序回潮率下降了0.3 个百分点,这部分水分损失主要是在清梳工序生产过程中,棉块在风力运输时纤维表面上水分子的损失。这种水分流失还是在清棉工序有超声波加湿器的情况下,否则生条回潮率远不止下降0.3 个百分点。
这种低回潮率原棉在清棉梳针打手、梳棉刺辊、锡林盖板分梳的剧烈打击下,纤维断裂数量应有所加大,短纤维应有所增加。为此,我们对回潮率5.7%的原棉短绒率和该批次所纺多台梳棉机生条短绒率进行了测试。原棉平均短绒率14.3%,生条平均短绒率18.1%,短绒率上升了3.8 个百分点。
以上数据表明,低回潮率下的原棉经过清梳工序后,短绒率上升幅度比较大,这样的短绒增量对棉纱质量来说,影响显然是较大的。
这种低回潮率的管纱在加工成筒纱后,各项主要指标的下降也是较大的。究其原因主要是水分子未进入纤维中腔,稳定不了成纱后的回潮率,在原棉回潮率仅5.5%左右情况下,尽管各工序都在加湿,但棉纤维或管纱、筒纱是典型的外湿内干,而外湿在生产过程中纤维水分损耗是较为严重的,仅能勉强维持生产。如室外气候略有变化,缠花断头显著增加,勉强维持生产都很困难。
要解决整个纺纱工序的回潮率过低,并在整经、浆纱、织造等后工序保持棉纱断裂强度,减少络整浆织工序断头,减少毛羽,降低棉结,提高布面感观度,唯有高温加湿原棉。由于棉纤维中腔非常非常小,中腔横截面积仅11 μ㎡~27 μ㎡,水分子不易进入,也不易出来,一旦进入,即使在各工序生产过程中,水分子也不易外泄。高温能加大水分子的运动冲击力,给水分子进入纤维中腔创造了前提条件[1]。高温加湿对水分子进入棉纤维中腔起到了决定性的作用。特别是经过细纱加捻,纤维发生扭曲,中腔内的水分子进入后就更易稳定的保留。这样不但可以保证单纤强力增加,而且在梳针、刺辊、锡林盖板梳理打击拉扯纤维的过程中,单纤维抗击能力也有所增加,短绒率就有所下降,成纱强力自然上升,毛羽也随之减少,成纱质量自然提高。
3 建立原棉加湿房与加湿处理方法
基于上述分析以及试验数据,经过多次反复推敲论证,我们认为,在春冬两季对原棉进行高温加湿是可行的,可以减少黏、缠、堵、挂现象,把生产、质量波动降至最低。为此,我们做了以下工作。
(1)购置高温加湿设备。配置一台盐城阿尔泰环保设备有限责任公司生产的96 kW 全自动电加热蒸汽发生器,及一台0.5 t 自动水处理设备。
(2)加湿房设计。将两间相联的长6 m、宽3.6 m 的办公室改作加湿房。按棉包间距10 cm~15 cm 计算,两间可排45 包~50 包原棉。
(3)墙面处理。为防止长期高温高湿对墙体的侵蚀,四周墙面用0.5 mm 纳米隔热板材满铺,接头处错位1 cm 重叠,重叠处打玻璃胶,用1 mm厚扁钢压住,再用射钉枪固定。底部用同样方法固定,高2 m 处用角钢压住并打玻璃胶,角钢上放置纳米石棉隔热板材吊顶,顶面向一边倾斜约45°左右,目的是避免使用时顶部隔热板面上积水下滴污染原棉。
(4)门窗处理。窗户用纳米石棉隔热板材打玻璃胶封住,门上方、中间及门框三方用小角钢、扁钢及玻璃胶密封,门下方外面用胶皮钉在门边密封。这样处理后就不会跑气降温。
(5)室内气管布局。室内三方(除门一方)靠墙角处铺设六分镀锌管,每隔1.5 m 钻直径2 mm孔,孔向朝室内方向倾斜10°~15°。角度过大蒸汽易直接喷在棉包上造成原棉污染,六分镀锌管放入8 号槽钢内,三方联通,接到室外,以免喷汽时喷口处水流入地面污染底部原棉;地面洒水找到最低点,打孔直径5 cm 深25 cm,以钻孔为中心,四周低洼地面开数个浅槽引入该孔,作排水用,以免地面积水污染底部原料。
(6)室外气管布置。为防止冬天气温低使室外输气管产生冷凝水,损耗热能,用10 cm 圆形石棉保温层对其裹覆捆扎。
(7)室内预留设计了一套加热管,在室外用闸阀分别控制,以备原棉回潮率超过9.5%时,进行升温除湿烘干处理。
(8)蒸汽使用方法。一般情况下,4 组加热器使用两组即可,为了排除管内积水,可先关进气阀,待压力达到0.2 MPa 时先微量开阀,以便冲击管内积水逐渐外排,如果压力过大,积水易喷在原棉上污染原棉。闸阀在处理时开多少由室内温度确定,超过设计温度就必须少开。
(9)加湿时间及温度。经过多次试验,我们认为室内温度不超过85 ℃,处理时间不超过4 h为宜。该发生器出气温度可高达150 ℃,完全能满足处理需求。
(10)室内温度监控。为了便于掌握室内温度,在窗户1.5 m高处钻一小孔,放一温度计,以便查看。
(11)棉包布置。我们将选好的批次原棉44包放入加湿房,前后左右间距大约在10 cm~20 cm,棉包上下头只留两道扎捆,中间几道扎捆去除,布包不撕包皮,可防止水滴浸入原棉。在地面先垫一层棉包胶皮,面积不超过棉包底面积,再在上面放两层包布,即可解决底部原棉浸水之忧。棉包上面也要放一层棉包布,以免顶上因湿气过大积水滴落。如果原棉是塑料包装要取掉塑料包皮,再去除捆扎,入室放置如前。
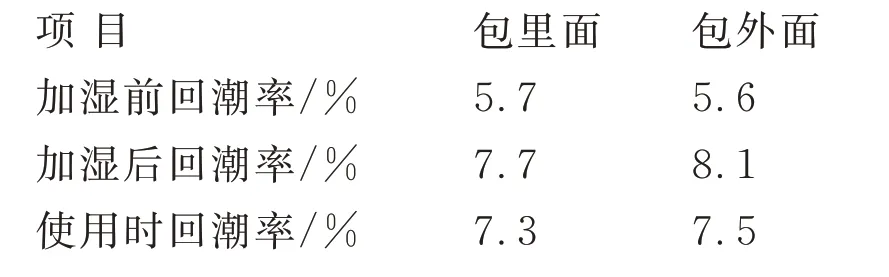
(12)加湿后原料放置。加湿时间到后停气,及时打开大门,以免蒸汽在室内逐渐冷却成冷凝水滴入原棉,待室内温度降低后即将原棉运出。如遇底部湿度过大,可将棉包横放,自然减湿。然后测试回潮率,24 h 后可投入使用,但使用前还应测试回潮率一次,了解使用时实际回潮率,我们实测回潮率如下。
4 原棉加湿处理成本与工艺效果
4.1 加湿处理成本费用测算
为了节约电费,我们一般选择在夜晚24 时至凌晨处理,此时电费最低,为0.26 元/kW·h 左右。如果按44 包,每包220 kg,共计9.68 t,使用两组电热器,每组24 kW。原料处理成本:2组×24 kW×4 h×0.26 元/(kW·h)÷9.68 t=5.12(元/t)。如按6∶4 搭配,原料使用成本仅3.0 元/t。
4.2 工艺试验数据采集
为了保证试验数据的可靠性和可信度,我们首先看天气预报,选择8 d~10 d 气候变化不大的时间段,并将各车间温湿度调到基本一致。再是小样试验与大样试验跟进同步进行,小样试验来得快,检验快,数据准确;大样试验来得慢,但数据来源范围大,有代表性,但精确度略差,二者刚好能互补。大样、小样试验采取以下方式进行。
先将未加湿相同批次棉包投入使用连排4轮,使用量大约每天1 轮包,为防止还有以前批次原料未用完,保证全是该批次原料,在第二天下午开始抽小样,并条全都用即时下机的生条,熟条下筒后马上到粗纱,分30 锭试纺,然后到细纱任选一机台上30 锭,大中纱时即时抽样试验,大样第三天、第四天开始,抽细纱机上大粗纱所纺管纱试验。相同批次的原料与同批次加湿后的原料搭配使用,为保险我们先是6∶4 比例使用(加湿60%)。成纱试验与上述相同,但在抽大样前选择相邻两台车先测千锭时断头,再取样试验。原棉加湿前后C 14.6 tex 品种纺纱效果见表1。

表1 原棉加湿前后纺纱质量对比
表1 试验数据表明,加湿后的管纱单纱断裂强度和条干水平都有所改善,千锭时断头有所下降,十万米纱疵基本持平。美中不足是结杂略有上升,但也在可控范围。如此,加湿后的原棉对生产过程的控制效果是明显的,对半成品、产品的质量改善也是非常有作用的。
我们还对同批次原棉作了加湿前后梳棉机上短绒试验,试验结果如下。

以上数据反映,加湿后生条短绒率比未加湿短绒率少1.6 个百分点,加湿后对纤维的短绒减少效果是较明显的。对于超出平均值15%的机台我们及时安排停车检修,调整相关隔距。
4.3 原棉加湿处理中注意事项
根据大小样及试验数据,我们认为还应注意以下事项:如果原棉回潮率在7.0%以上,不管含杂多少,建议不作加湿处理;如果原棉回潮率在7.0%以下,但含杂率在3.0%以上,建议不作加湿处理,因为现在机采棉已经被普遍使用,含杂也普遍偏高,否则结杂数量将会上升;如果原棉回潮在6.0%左右,含杂率在2.8%以下,可作加湿处理;根据原棉回潮率和含杂率情况,加湿原棉与未加湿原棉搭配可适度调整比例,主要根据回潮率和含杂情况而定,可以按8∶2、7∶3、6∶4、5∶5 酌情处理搭配使用,效果更好。
5 结束语
综合分析,加湿的原棉搭配使用对车间生产和产品质量的提升有较大的好处,细纱断头也会减少,络筒断头下降,断裂强度有所增加。我们连续实施加湿处理,搭配使用,跟踪用户用纱情况,普遍反应原纱质量有所提高,整经、浆纱、织造断头减少,毛羽降低、浆纱黏连减少、布面感观度增加,获得了用户的好评。
该办法简单易行,投资费用适度,单位处理成本低,如果四周墙面、顶部不作处理,费用在2.5 万元左右,适应5 万锭左右规模纺纱厂使用。也可以对含糖原棉进行除糖处理;当原棉回潮率太大时,还可作烘干处理。我们还将输气管进入车间布局,在超声波加湿已不能满足干风天生产需求时,可对车间相对湿度进行适当补充,一举四得,是提高产量、稳定质量、应对春秋两季干风天、稳定生产的简便方法。
科技论文中外文字母正斜体的正确表达
在科技论文中,外文字母的使用极其普遍,以下就外文字母正斜体问题作以规范。
外文字母正体书写的主要有以下几项:
(1)所有计量单位和词头符号。计量单位如:m(米),s(秒),eV(电子伏)等;词头如:k(千),G(吉),M(兆)等。
(2)数学式中的运算符号、缩写号、特殊函数符号等。运算符号如:∑(连加),d(微分),△(有限增量)等。缩写号如:min(最小)等。特殊常数符号如:π(圆周率),e(自然对数的底)。
(3)指数、对数、三角、双曲函数符号。如:exp(指数函数),ln(自然对数),cos(余弦)。
(4)量符号中为区别于其他量而加的具有特定含义的非量符号下角标。如:Ek(动能)、Ep(势能)、NT(经纱特数)、NW(纬纱特数)。
(5)化学元素符号。
(6)仪器、元件、样品等的型号或代号。
外文字母斜体书写的主要有以下几项:
(1)数学中用字母表示的数和一般函数。(2)代表点、线、面和图形的字母。
(3)量符号及量符号中代表量和变动性数字的下角标符号。如:xi(i=1,2,3)等。
(4)矢量、张量和矩阵符号采用黑斜体。如:矩阵A。
(5)统计学符号。如:标准差s、F检验、条干CV。
本刊编辑部