伺服电机在自动攻丝机工作台控制中的应用
2020-06-04张德田艾建军曹丽苹
张德田 艾建军 曹丽苹
(保定职业技术学院,河北 保定 071000)
1 伺服电机概述
伺服电动机又称执行电动机,用作自动控制系统中的执行元件。伺服电机将接受到的电信号转换成电动机轴上的角速度或角位移用来驱动机械设备直线运动或旋转运动。伺服电机自带编码器,电机旋转的同时,通过编码器将信号反馈给驱动器,根据反馈值与目标值的比较结果调整转子转动的角度,实现精确控制,伺服电动机的精度由编码器的线数决定。
2 伺服控制系统的组成
伺服电机由相应的交直流伺服系统来控制,主要用于高精度的定位系统。伺服驱动器和编码器是构成伺服系统的两个必要组成部分,伺服驱动器是交流伺服控制系统的核心,又称放大器,它为伺服电机提供幅值和频率可调的交直流电源。伺服驱动器通过位置、速度、力矩3种方式对伺服电机控制。
3 伺服电机在攻丝机中工作台控制中的应用
攻丝加工中,工件精准定位是保证加工质量的前提。对于需加工多个内螺纹的工件,如攻丝机靠手动定位,工人就会长期处于高强度的重复工作中,精度差,效率低。攻丝机工作台可采用两台伺服电机驱动十字滑台,实现X、Y轴方向移动,可实现工件自动定位。选用台达ASD-B2伺服驱动器的位置控制模式,控制器选取西门子S7-200 SMART ST30 PLC,PLC的输出端Q0.0、Q0.1输出脉冲为X、Y轴方向伺服驱动器发出位置指令。伺服电动机产生的旋转位移分别由PLCQ0.0和Q0.1端发出的脉冲的数量决定,旋转速度由所发脉冲的频率决定,方向信号的正负决定电动机运行方向。
系统工作时,伺服电机的转数由PLC输出脉冲数量决定。伺服电机转动带动与之同轴的编码器旋转发出脉冲,驱动器每接收1个脉冲,表示伺服电机旋转1个脉冲对应的角度,实现X、Y轴方向移动,以确定工件不同的加工工位。编码器反馈脉冲数目Pt和伺服电动机每转的行程S决定伺服电机的位置分辨率,它们之间的关系如式1-1所示。△L为每个脉冲的行程(单位:mm/p),△S为伺服电动机每转的行程(单位:mm/r),Pt为反馈脉冲数目(单位:p/r)。
每个指令脉冲的行程值用式1-2计算。
分子CMX是伺服电机编码器的反馈脉冲
分母CDV是PLC的指令脉冲
利用上述关系式,每个指令脉冲的行程可以设置为整数值。
4 参数设置
在工作台控制系统设计中,选用台达ADS-B2伺服驱动器的位置控制模式,具体参数设定如表1所示。

序号参数编号参数名称设定值功能含义1P0-02LED初始状态00显示电动机反馈脉冲数2P1-00外部脉冲列指令输入形式设置2脉冲列“+”号3P1-01控制模式及控制命令输入源设置00位置控制模式45P1-44P1-45电子齿轮比分子(N)电子齿轮比分子(M)11指令脉冲输入比值设置:一周脉冲数=P1-44分子=1P1-45分母=1∗10000=100006P2-00位置控制比例增益35位置控制增益值加大时,可提升位置应答性及缩小位置控制误差量。7P2-02位置控制前馈增益5000位置控制增益值加大时,可提升位置应答性及缩小位置控制误差量。
5 PLC程序设计
PLC主要控制工作台X、Y轴的运动位移和速度,起始零点由接近开关定位,启动工作台控制系统时首先进行归零点定位,指定的位移量都以此零点为基准。PLC程序流程图如1所示。
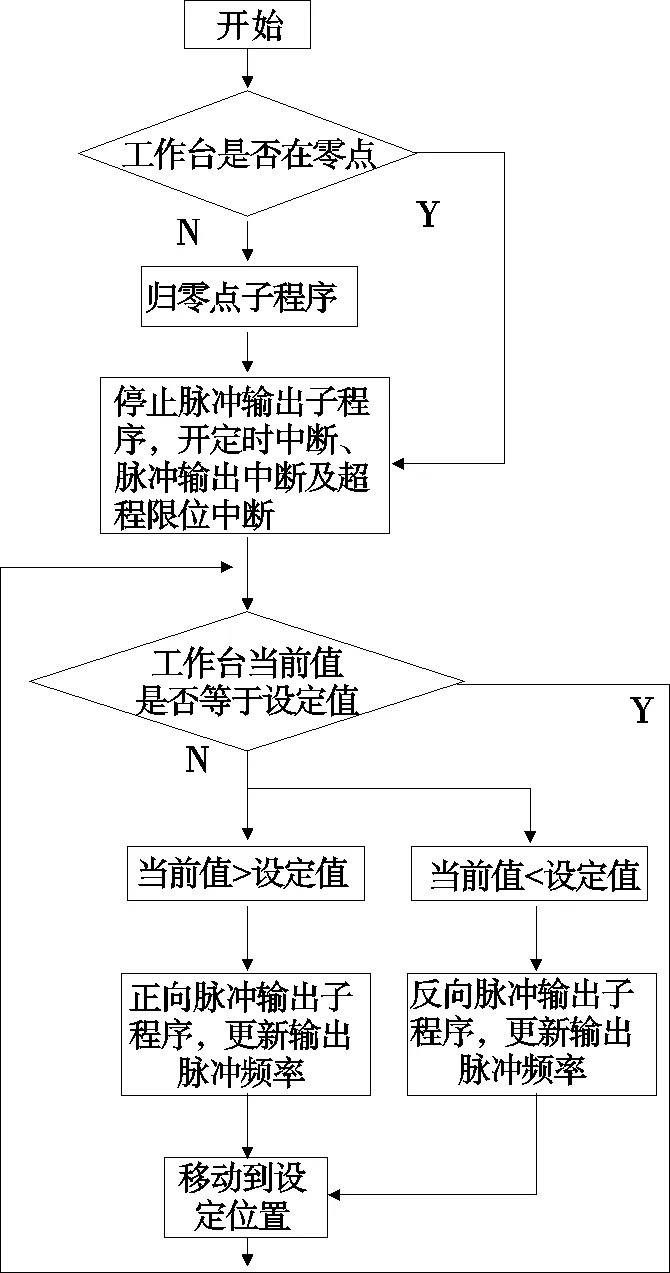
图1 PLC程序流程