齿轮加工中的磨齿修形方法的研究
2020-05-21李磊
李 磊
(中国重汽集团大同齿轮有限公司, 山西 大同 037305)
引言
随着科技的发展和进步,各类机械设备的广泛应用已经成为推动人类生产效率提高、社会快速发展的巨大动力,作为传动机械的核心构件,齿轮的工作性能和使用寿命直接决定了机械设备传动系统的工作性能和经济性[1]。由于传统插齿法加工的齿轮齿形精度较差,导致在啮合过程中极易产生振动和冲击,不仅极大地限制了机械设备工作性能的提升,而且加剧了齿轮在啮合过程中的磨损,给传动系统的正常运行带来了较大的安全隐患。本文在前人研究的基础上[2],提出了一种新的齿轮加工中的磨齿修形方法,能够显著提升齿轮齿面的一致性和成形精度,对提升齿轮传动精度和使用寿命具有极大的意义。
1 蜗杆磨齿机理的分析
蜗杆砂轮磨齿机的整体结构如图1 所示[3]。
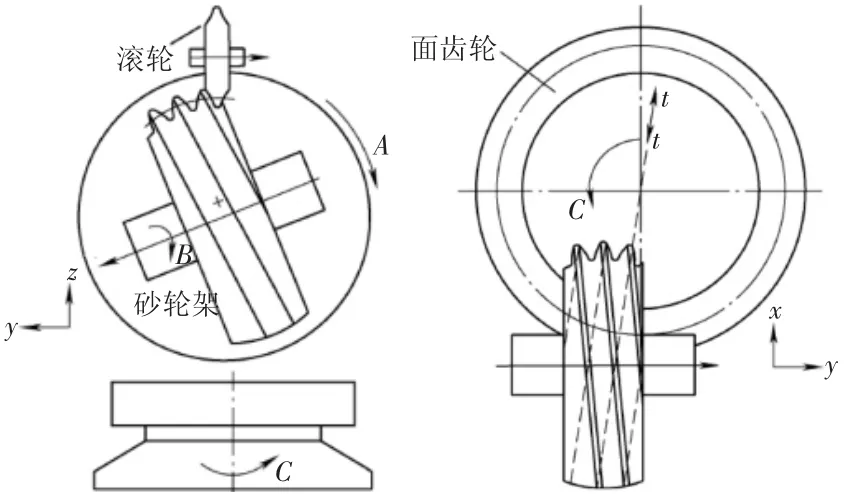
图1 蜗杆砂轮磨齿机结构示意图
由图1 可知,在采用蜗杆砂轮磨齿机进行磨齿的过程中x轴表示径向进给轴,y轴表示切向进给轴,z轴表示轴向进给轴,A向表示磨齿机的回转轴,B向表示磨齿机的传动轴,C向表示齿轮的旋转轴。该齿轮机的磨齿采用和待磨齿轮相同的齿形,磨齿机构的控制系统控制切向进给轴、轴向进给轴以及磨齿机的回转轴进行联动作业,首先将磨齿机的回转轴调整到水平位置,然后控制磨齿机的切向进给轴、轴向进给轴机械能联动配合运行,使砂轮沿着tt方向进行进给运动,在进给的过程中可以根据对齿形精度要求和加工效率要求的不同适当调节磨齿时的精度,从而完成对齿轮齿形的修正。
2 齿面磨削偏差的分析
采用蜗杆磨齿方案,对齿轮的轮齿进行修形处理,修形处理的精度用曲面偏差来表示,该偏差主要是指齿面上各个点位沿着齿面外法线方向上的测量误差,曲面偏差为正则表示该处高于理论齿面,曲面偏差为负则表示该处低于理论齿面。在磨削时采用的磨削砂轮的分度圆半径为200 mm,轮齿的修形系数为0.001,齿廓抛物线顶点系数设置为1.2,磨削齿轮的螺旋角度设置为0°,则磨齿后齿轮的曲面偏差如图2 所示,磨削后齿轮齿面的曲面偏差最大约为2 μm,整体表现为齿轮轮齿顶部的偏差量为正值,越往齿根的方向偏差量越小,在齿根位置的偏差量约为-1.2 μm,该偏差分布对齿轮啮合的主要影响在于会降低在啮合过程中的压力角,影响在轮齿啮合过程中的啮合接触面积[4]。
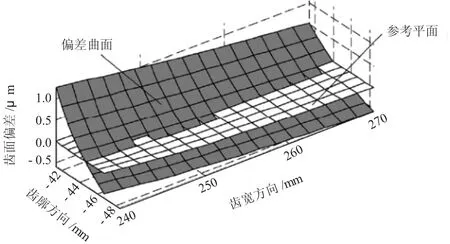
图2 齿轮磨齿修形后的曲面偏差
3 修形后齿面承载特性的分析
由于齿轮轮齿精密度较高,为了对磨齿修形前后的齿轮承载情况进行分析,本文采用ANSYS 仿真分析软件建立齿轮传动的仿真分析模型,设置齿轮接触时的接触单元数量为4 418 个,接触区域采用自动网格划分方案[5],网格数量为293 284 个,齿轮轮齿材料的弹性模量为200 GPa,泊松比为0.25,齿轮在啮合过程中的转矩为1 129 N·m,优化前后的齿轮在啮合时的应力分布情况如图3 所示。

图3 优化前后齿轮的接触应力分布情况
由仿真分析结果可知,优化前齿轮在啮合过程中的最大接触应力发生在主接触线位置,最大接触应力约为1 174 MPa,对齿轮进行磨齿修形后在相同的啮合条件下的最大接触应力降低为923 MPa,比优化前降低了约21.4%。啮合过程中齿顶部分的最大啮合力比优化前降低了9.5%,齿根部分的最大啮合力比优化前降低了32.7%,对齿面接触位置的啮合均匀性的提升显著。并且根据对啮合时的接触情况分析,优化前两个齿轮在接触位置的啮合线呈现了中间窄、两侧宽的现象,导致啮合时的应力均集中在中间齿面的啮合位置处,导致长期啮合时极易在该处产生疲劳破坏。优化后轮齿啮合时的啮合线分布较为均为,使整个接触位置的应力分布均匀,能够有效地提升啮合时的稳定性,降低疲劳破坏对齿面的影响。
4 结论
针对传统加工方案下齿轮轮齿的精度差,在啮合过程中仅能满足低速的传动需求,在高速传动过程中极易导致振动、冲击,引起齿面磨损加剧,严重影响传动系统的使用安全性和寿命的现状,本文提出的新的齿轮磨齿修形工艺,采用蜗杆砂轮磨齿机对齿轮齿形进行修磨处理,显著提升了齿形的精度,极大地提升了齿轮啮合时的可靠性和使用寿命。
