尿素高压设备检漏结构设计
2020-05-19董红微
董红微
(中国五环工程有限公司,湖北 武汉 430223)
尿素装置高压系统设备生产运行时,其处于高温高压和氨基甲酸铵溶液强腐蚀环境中,其运行状况对尿素装置的安全生产起着至关重要的作用。从高压设备的安全性、耐腐蚀性和经济性多方面考虑,该类设备壳体通常采用单层或多层碳钢内衬耐腐蚀性材料(如316LMod,X2CrNiMo25-22-2,SAFUREX等)的结构。设备运行期间,一旦内衬局部发生破裂,应能够通过检漏系统确定问题区域并予以处理,避免腐蚀性介质泄漏接触承压碳钢壳体,致其损坏。高压设备衬里检漏系统由检漏槽、检漏孔和外部检测系统构成,本文主要介绍检漏系统中所涉及的设备本体上的检漏槽和检漏孔。
1 检漏系统设计理念
基于不同的尿素工艺方法,检漏系统设计主要有两种设计理念。一是基于CO2汽提法工艺提出,在常压下、温度大于153℃的环境中,甲铵能迅速分解成氨和CO2气体,这些气体不会对碳钢产生严重腐蚀,检漏槽及检漏孔可不采用耐甲铵腐蚀的材料。检漏系统循环气体宜采用非腐蚀性气体,例如,某项目以氮气作为循环气体检漏,取得了良好的运行效果[1]。循环气体若采用蒸汽,其易冷凝,形成的氨水等会对设备碳钢壳体造成腐蚀。二是基于氨汽提法工艺提出,衬里如有泄漏,甲铵可部分分解产生氨气,未分解的甲铵在通道中腐蚀承压壳体,因此,检漏槽、检漏孔(管)以及所有可能与渗透出来的甲铵溶液接触的区域都必须设置不锈钢衬里或堆焊不锈钢耐腐蚀层,以避免介质泄漏对承压壳体造成腐蚀。
无论哪种设计理念,检漏系统的关键是保证有一个畅通的通道将泄漏气体排至检漏操作平台或检测系统中[2]。基于目前应用较多的衬里施工工艺方法(机械撑紧、热套法、包扎法等),衬里层与壳体之间可能有一定的间隙存在,但是设备在高温、高压工作状态下,间隙会缩小,甚至局部完全贴合,并不能保证有一个完整的通道排出气体,因此,检漏槽的设置是非常必要的。为保证泄漏介质在最短时间内进入检漏系统,检漏槽应靠近最易出现泄漏的位置,一般情况下,衬里板质量是有保证的,而其焊缝最易出现泄漏,因此检漏槽应尽量靠近衬里纵、环焊缝处。例如,某项目的尿素合成塔在现场试运行期间检测到衬里存在气体泄漏,经过制造厂现场逐一排查,发现衬里焊缝焊接缺陷,予以修补,避免了后期严重事故的发生。如遇接管等部件使得衬里增加焊缝,应开设局部检漏槽,并与主体检漏网络连通。另外,为了避免检漏通道过长对检漏系统的灵敏性造成影响,需适当设置检漏孔个数,缩短泄漏介质在通道内停留的时间。
2 检漏槽结构
检漏槽是泄漏介质气体的通道,每块衬里连接焊缝处均开设,所以所需开槽的位置分布较广。如衬里分块多,焊缝数量多,存在泄漏的风险随之增大,开槽增多对设备壳体的强度也是不利的;衬里分块少,焊缝数量少,可以有效降低泄漏风险,同时,开槽减少可降低对基层壳体强度的削弱。
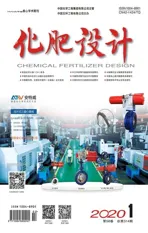
检漏槽通常有两种形式:圆弧形开槽(见图1),加工简便,对基材损伤小,考虑衬里在高压作用下可能出现微小变形,影响检漏槽的通畅性,其弦长不宜取值过大,一般不超过10mm;方形倒圆角开槽(见图2),其流通面积明显增大,不易堵塞,但是加工较为复杂,倒角R值较小,壳体在长期的高压状态下易产生应力集中。

图1 圆弧形开槽
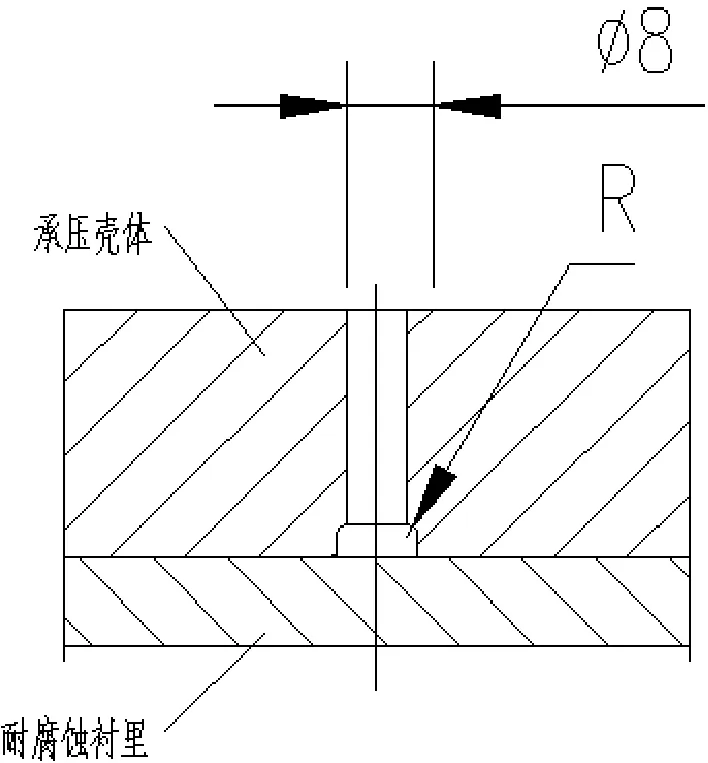
图2 方形倒圆角开槽
两种形式的检漏槽设计尺寸都不大,但由于制造厂技术水平参差不齐,加工尺寸精度不能得到保证,如果开设在参与强度计算的壳体上,开槽深度及偏差均应在计算中予以考虑,以保证设备的本质安全。例如,开槽深度设计尺寸为2.5mm,而制造厂最终加工数据只能控制在2.2~3.1mm之间,必须重新核算实际最大开槽深度的壳体强度是否满足要求。
3 检漏孔结构
根据高压壳体结构和衬里加工工艺的不同,检漏孔结构存在几种不同的型式。
3.1 单层筒体检漏孔
高压设备由于尺寸较小或特殊结构(例如凸缘人孔),承压壳体采用单层整体结构,这时检漏孔结构相对简单,通常都是在内部衬里施工前钻出检漏孔(见图3)或钻孔,并焊接检漏管(见图4)。当基于第一种设计理念,考虑泄漏介质不会对设备壳体造成严重腐蚀,制造时只需在检漏槽的设定位置上钻出通孔,并在外侧加工出锥形连接螺纹,与外部检测系统连接。当基于第二种设计理念,考虑泄漏出来的甲铵溶液有部分残留,采用图4所示的插管结构,可通过检漏管的材质保证泄漏介质接触区域都是耐腐蚀材料。
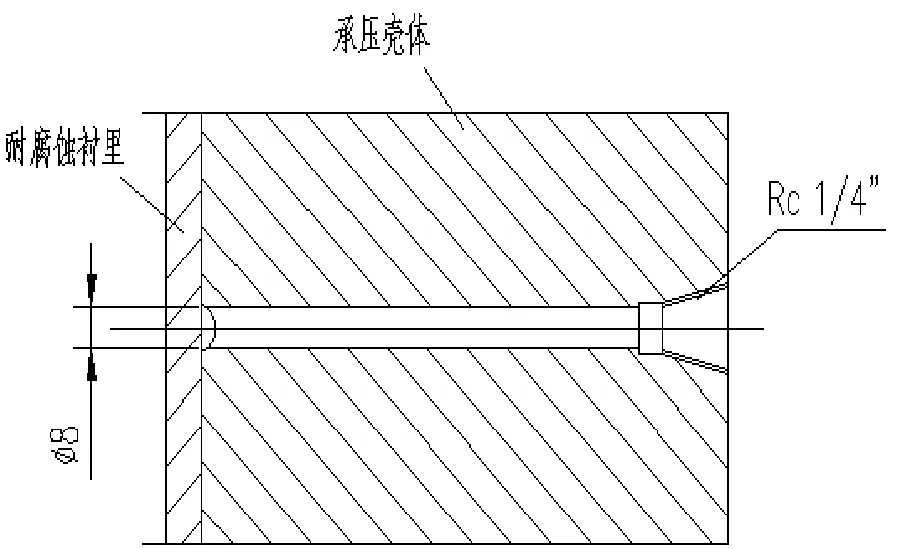
图3 钻孔结构
图4 插管结构
3.2 多层筒体检漏孔
(1)以不锈钢衬里做内筒(+盲层)或衬里筒+碳钢内筒的多层包扎式筒体检漏孔。这两种筒体结构都是在盲层或碳钢内筒上加工检漏槽后,与衬里组合完成后分段进行层板包扎,最后组焊筒节。因筒节分段包扎,检漏孔定位工作相对便捷。为保证不锈钢衬里的完整性,多层包扎式筒体可采用堆焊钻孔结构(见图5),两种筒体结构的检漏孔加工过程基本相同,都是衬里内表面与层板外表面同时标记,包扎完成后从层板外侧向内钻孔,填焊钻孔,最后加工直径8mm检漏孔和连接结构。该结构能够确保多层层板完全用堆焊封住,不会有气体泄漏进入层板之间,缺点就是多层壳体钻孔较大(一般直径50mm),填焊难度大,较大的堆焊工作量可能会造成因热量集中产生裂纹。因此,筒体较厚时,为减少堆焊工作量,避免热量集中的负面影响,可分两次堆焊或采用插管加部分堆焊结构。无论哪种类型的堆焊结构,对堆焊质量的要求高,必须杜绝检漏孔与层板间隙相通,避免泄漏物窜入筒体层间,制造过程中需满足层板焊接的各项要求[3]。为确保堆焊质量,可在筒节组焊前进行一次通气试验,确认无串气发生后,再组焊相邻筒节。
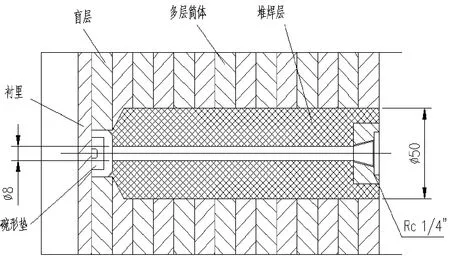
图5 堆焊钻孔结构
另外,这两种筒体结构中,检漏槽分别开设在盲层或碳钢内筒上。盲层不计强度,壳体强度计算时不予考虑开槽深度;碳钢内筒参与强度计算,受压壳体计算中应考虑开槽的分布、深度及偏差的影响。
如基于第二种设计理念,考虑到泄漏介质的腐蚀,检漏孔结构中的碗型垫、检漏管及堆焊材料均采用耐腐蚀材质。
(2)碳钢内筒和衬里组合筒体的多层整体夹紧式筒体检漏孔。传统多层包扎容器焊缝数量多,深环缝易存在焊接缺陷,且无法进行消除应力热处理和超声检测。国家质检特函(2005)689号文《关于进一步加强尿素合成塔生产使用检验工作的通知》中推广使用无深环缝的包扎结构。碳钢内筒和衬里组合筒体的多层整体夹紧式筒体应用已经较成熟,其特点就是内筒与衬里套合后,组焊成带衬里的组合内筒,再进行层板包扎。该筒体结构碳钢层板制造为整体夹紧,若采用堆焊钻孔结构,检漏孔开设位置的定位难度增大,其他程序相同。
为解决整体筒体制造检漏孔定位难的问题,采用插入管焊接结构(见图6)可有效简化定位程序。该结构检漏孔可只在不锈钢衬里内表面标记,筒体完成包扎后,由内向外钻孔,去除开孔周边圆形衬里板,将检漏管组装焊接后,确认无联通缺陷,再焊接圆形衬里垫板和盖板。但该结构存在衬里封焊部位多、完整性不强的缺点。实际应用中,可根据需要做局部改善,如插管与筒体为异种材质焊接,可将内筒插管焊接坡口处及垫板焊缝处设有小范围过渡层堆焊,以保证焊接性能和质量。
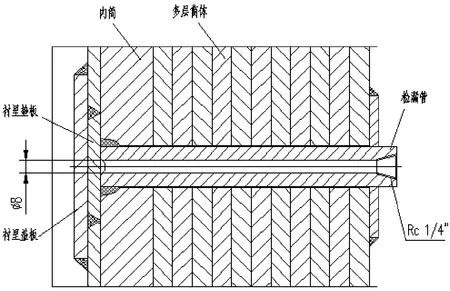
图6 插入管焊接结构
(3)碳钢内筒组合筒体的多层整体包扎检漏孔。该筒体结构是在传统多层整体包扎筒体基础上,加以机械撑紧衬里方法发展起来,其特点就是在碳钢组合筒体包扎完成后铺设衬里。衬里最后贴衬的制造工序,使得内筒开设的检漏槽完全可见,不存在衬里和层板的检漏孔定位问题。针对该筒体结构的制造特点,可采用图7所示的检漏孔结构,只需在碳钢组合筒体整体包扎完成后,在检漏槽设定的位置由内向外钻孔,再将检漏管与内筒焊接。为避免检漏孔与层板间隙相通,必须检查检漏管与内筒的焊接气密性,最后进行衬里焊接施工。
该结构避免了图6所示结构中衬里的开孔和封焊,同时也可根据设计需要,选择内筒焊接坡口的过渡层堆焊。
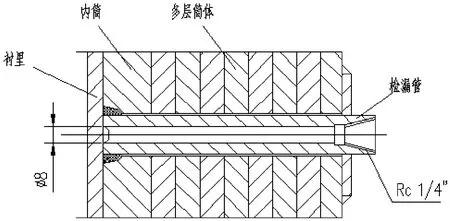
图7 碳钢内筒组合筒体的插管式检漏孔
4 结语
为保证尿素装置高压设备运行与制造的安全质量,在检漏结构设计中需考虑如下几个方面:①衬里板尽量做到板幅大、焊缝少、减少开设检漏槽;②设计中应考虑检漏槽开设对受压壳体强度的影响;③结合不同的壳体结构特点和制造过程,选择适当的检漏孔形式;④检漏孔(管)的焊接保证质量,严禁操作介质窜入筒体层板间隙。