化工高温气-固混相管线开孔连接技术研究
2020-05-15赵波
赵 波
(山东鲁泰控股集团有限公司,山东济宁 272100)
1 概述
随着炼油和化工工业的规模化和精细化发展,高温气-固混相管线在炼油和化工工业中的应用也越来越普遍,典型的有催化反应再生系统中的催化剂输送管线等。高温气-固混相管线具有管线壁厚等级高(通常为Sch60~Sch80),介质温度高,气-固两相流动状态复杂,磨损和腐蚀严重的特点。高温气-固混相管线设计原则要求尽量减少管线开孔,而管线安装过程中的开孔连接是不可避免的。开孔连接具有操作性强,适用范围广的优点,同时也削弱了管壁的强度,破坏干管结构的连续性,产生很高的局部应力集中;而且开口连接处的焊缝所产生的焊后残余应力、焊接变形的存在和高温管线的二次热应力均会给管线运行安全性带来隐患,因此研究高温气-固混相管线的开孔连接具有重要的经济效益和社会效益。
2 高温气-固混相管线开孔技术研究
高温气-固混相管线开孔连接技术首要操作是开孔,开孔方法的选择、开孔形状尺寸的控制和开孔区域应力控制和补强措施均会对高温气-固混相管线的施工质量产生较大影响。
2.1 管线开孔方法的选择
高温管线开孔方法的选择依据主要有管线介质状况(是否带压),开孔方法的清洁度和开孔对主管材料的破坏程度等。目前高温管线开孔技术主要有热开孔和冷开孔两种模式,热开孔主要利用气体燃烧或电力产生的热量来熔化金属,完成切割,缺陷是钢铁损耗大,切割产生大量的熔渣,难于清理,且高温也易使设备和管道的边缘部位产生变形,切割热影响区对焊接接头的组织和性能产生不利影响,使后续焊接连接操作难度加大;冷开孔主要利用开孔机进行操作,依靠手动、马达或液压等动力源带动开孔机钻头向一个方向旋转,从而将设备或管线切削成孔,然后将钻具反向旋转,钻具将切削的铁屑一起带出设备或管线,缺陷是开孔的形状尺寸相对单一,尤其是对于安装改造中出现的非常规形状,冷开孔技术难以完成,且冷开孔质量受操作人员技能的影响较大。高温气-固混相管线运行温度高,管壁较厚,介质流动对管壁的磨损严重,对开孔的要求更严格。新建装置管线,可选用热开孔和冷开孔技术。选用热开孔时,为防止孔边缘位置发生变形,需解决好母材的热膨胀问题,主要通过优选合适的切割路径,选用光电跟踪切割或数控切割来保证切割尺寸和形状,最好采用等离子切割,以提高开孔操作的精度和速度,且热开孔时应留有一定尺寸的打磨余量,以避免主管组织损伤。管线检修或带压进行开孔时,优先选用冷开孔技术,因为冷开孔加工尺寸均匀,焊接填充量对称,无附加应力尖角;而热开孔区域处理不当,由于表面效应和团聚作用的影响,常导致开孔处的介质发生局部湍动现象,影响设备或管线运行的稳定性,热开孔施工中引入的杂质不易清除,可能污染混相流介质,导致介质中的固相发生聚集或失效,进而影响装置管线的操作运行,斜角度开孔可参考相应改进的开孔机。
无论使用热开孔技术还是冷开孔技术,管孔内壁尖角均应磨成圆角,不仅可缓解该点应力集中,还可以减弱内壁尖角对固相介质的磨损,降低混相介质在管线中的流动阻力。
2.2 管线开孔区域的补强
当管道开孔以后,一方面由于主壳体被削弱,会引起应力增加或强度减弱,另一方面由于结构连续性被破坏,主壳体与支管的变形不一致,在开孔处将产生较大的附加应力,形成“应力集中”现象,在大的局部应力作用下,再加上接管上还有外部载荷所产生的应力和热应力,以及材质和制造缺陷方面等因素的综合作用,使接管处成为最薄弱的环节。开孔常使主管的强度下降,且管孔的孔径越大,管道强度下降越明显。由于管道的实际壁厚都大于其计算壁厚,所以多数小直径管孔所引起的强度减弱能由多余的壁厚来补偿,而大直径管孔,需通过相应补强措施来弥补由于受力面积减小而造成的管线强度下降。当管子环向应力大于管子材料在工作温度下许用应力的50%时,被支管开孔削弱的管子应经验算确定是否需要补强。支管开孔处的环向应力计算公式如公式(1)所示:

其中:δθ为环向应力,MPa;P为管道内压力,MPa;
D为平均直径,等于(DO+DI)/2,mm;DO为管道外径,mm;DI为管道内径,mm;SO为管道壁厚,mm。
由公式(1)知,在压力、管径确定的情况下,减小环向应力的方法是增加壁厚。常用的管线增加壁厚补强方式主要有:补强板(补强圈)、补强管(支座)和焊台。三种补强方式的比较如表1所示。
高温管线管道开孔补强通常以管道富余壁厚、接管座富余壁厚及管座角焊缝来完成。孔管补强计算通常以传统的等面积法计算,考虑到管道、管孔轴向截面存在最大的应力集中点,所以以该截面的面积作补强计算比较安全,也就是该截面的管道富余壁厚截面积、接管座富余壁厚截面积、管座角焊缝截面积之和必须大于等于管孔所去除的截面积。若上述补强方式仍不能满足要求,现场检修时,又多以在管孔周围焊接垫板来补偿,由于垫板与管道外壁不易紧密贴合,加强效果较差,所以,其实际补强面积通常取0.8的系数进行计算[7]。因此目前最常用的补强方法为加强支管座补强,这种方法是在主管开孔上先焊上一段加厚的支管,再在加强支管座上连接正常厚度的管子,结构简单,施工方便,加强支管座的实际采用高度必须大于补强有效高度。
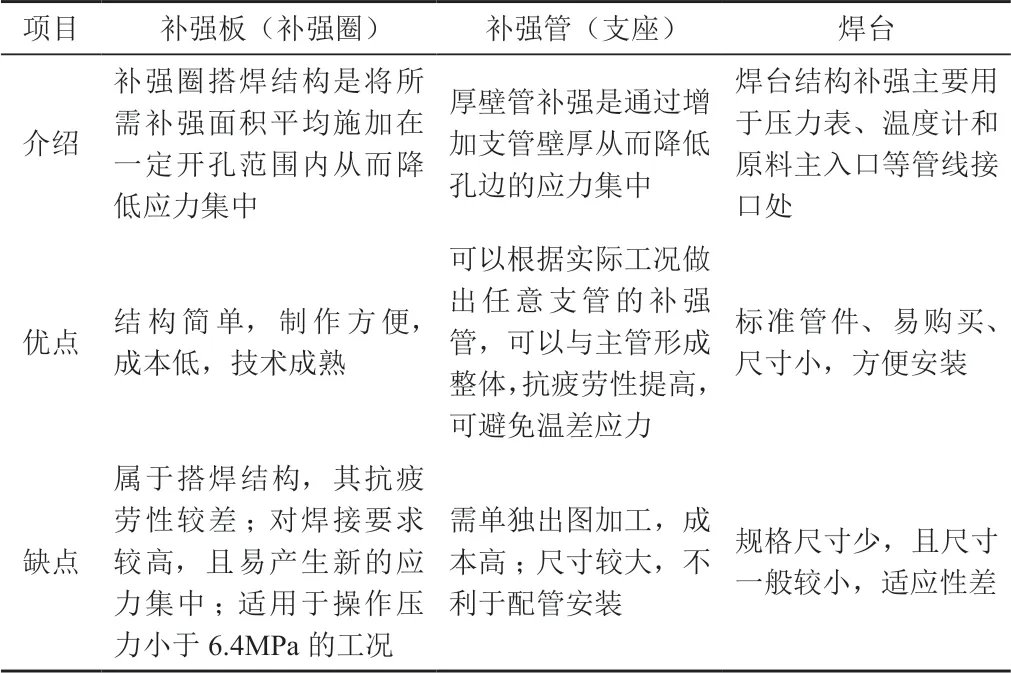
表1 开孔补强方式对比
3 高温气-固混相管线开孔区域焊接技术研究
开孔区域支管目前主要的连接方式为焊接。因为高温气-固混相管线(以催化反应催化剂输送管线为例),管道元件材质主要为耐高温不锈钢和合金钢,且管线壁厚等级较高,焊接难度系数较高。开孔区域本身应力集中,且接管的存在使开孔接管区成为总体结构不连续区,主管和支管在内外压作用和热膨胀作用下,自由变形的不同步,致使产生边缘应力,因此要求焊接工艺技术可减弱应力的影响。为减小气-固混相介质在管线内部的流动阻力,要求环向焊缝具有平缓圆滑的内表面成形。因此研究开孔区域的焊接技术具有重要的意义。
开孔后的设备和管线的主要连接方式为焊接,开孔后,其极限承载能力将下降,且在开孔接管处有较大的应力集中,在内压力作用下,主管开孔底边缘和轴向截面相交处产生局部大应力,推测开孔和主管内表面的交线成马鞍形状,属于局部几何形状不连续,最大应力处包括一次应力,二次应力和峰值应力,因此开孔接管处的焊接要尽量弥补消除接管处的最大应力,减弱连接处应力对开孔管线强度的影响。在此情况下,保证焊接后的管线在静力作用下的极限承载能力有足够的安全裕度和在循环载荷作用下处于安定或满足疲劳分析要求为焊接控制要点。
为避免焊接应力对焊接质量的影响,开孔连接支管处的环焊缝应采用全熔透焊接,支座或焊台等补强件应采用安放式对焊焊接,焊接方式采用单面焊双面成型技术,可保证焊缝的内表面成型平缓圆滑,焊缝的焊高高于补强需求高度且与连接管平缓过渡,均可有效降低因开孔引起的焊接区域的应力集中程度,增强开孔连接的安全性。
由于高温气-固混相管线的材质特殊,且厚度等级高,因此焊接时常需进行预热和热处理,以减小焊接应力和焊接缺陷的发生,焊缝常通过超声波和磁粉或渗透进行检测,以确保支管环焊缝的焊接质量。
4 结束语
高温气-固混相管线必须进行开孔操作时,新建装置可选用热开孔和冷开孔技术,其他状况优先选用冷开孔技术,两种开孔技术均需保证开孔操作清洁度,开孔对主管材质和形状的破坏性小,管孔内壁尖角均应磨成圆角,不仅可缓解该点应力集中,还可以减弱内壁尖角对固相介质的磨损。
开孔操作使主管的强度降低,连续性被破坏,常需通过增加壁厚的方式进行补强,孔管补强通常以等面积法进行计算,主要有补强板(补强圈)、补强管(支座)和焊台三种方式,最常使用的是加强支管座。
开孔连接支管处的环焊缝应采用全熔透焊接,支座或焊台等补强件应采用安放式焊接,焊接方式采用单面焊双面成型技术,可保证焊缝的内表面成型平缓圆滑,焊缝的焊高高于补强需求高度且与连接管平缓过渡,焊接过程需进行预热和热处理。
