HZIC+AB工艺在废纸造纸废水处理中的应用
2020-04-27张高峰
张高峰
(浙江华章科技有限公司,浙江杭州,310000)
云南某造纸厂属于典型的废纸造纸企业,废纸造纸工艺大体分为制浆和抄纸两大部分,废水排放主要来源于制浆过程中产生的大量洗涤废水及含有纤维、填料和化学药品的抄纸废水。废水中主要有以下几种污染物:固体悬浮物(SS)、化学需氧量(COD)、生化需氧量(BOD)和色度。COD 和BOD 主要来自于废水中的木素、半纤维素;SS 主要由细小纤维、无机填料等形成;色度来源于油墨、染料等。
内循环(IC)厌氧反应器具有抗负荷、抗酸碱能力强、容积负荷高、能耗低、运行费用低、启动速度快、占地面积少、运行稳定等特点,其在造纸厂废水处理中的应用越来越多。但是有很多厌氧反应器使用效果并不理想,出现COD 去除率低、沼气产量低、污泥钙化严重等问题[1-2]。
传统活性污泥法是造纸废水处理应用最广泛的工艺之一,但是也存在占地面积大、难以适应水质变化等缺点[3]。针对造纸废水特点,该企业采用改进的吸附及生物降解(AB)工艺作为生化处理单元,实践证明此工艺稳定、高效。
1 工程概况
该企业主要以废纸为原料生产牛卡纸及高强瓦楞原纸,年产量20万t。废水处理量为8000 m³/d,其中处理后的水有5000 m³回用,剩余的3000 m³进行排放。主要工艺采用絮凝沉淀+水解酸化+HZIC 厌氧反应器(HZIC)+AB,二沉池出水水质即可满足地方废水排放标准(详见表1 中参数)。为应对后期发展过程中更严格的环保要求,该企业采用Fenton氧化和砂滤对二沉池出水进行深度处理,目前作为预留设施。
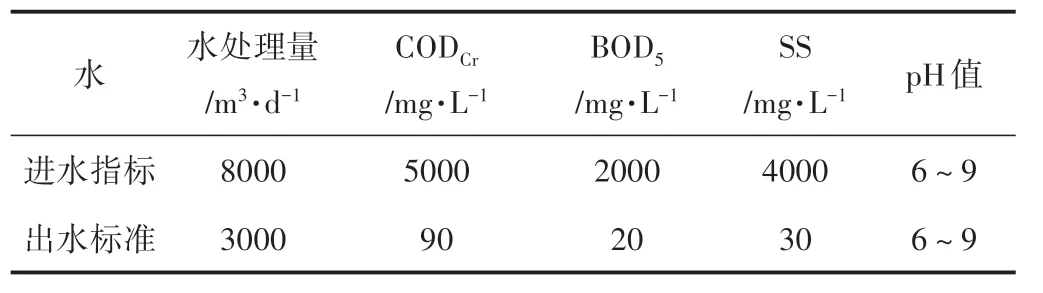
表1 进出水水质主要指标
2 工艺流程
图1 为废水处理流程图。从图1 可以看出,车间综合废水经过机械格栅去除较大的渣物后进入集水池经泵提升至斜网,斜网筛滤的浆料进行回用,来水量大时进入事故池进行水量调节。正常情况下斜网出水自流入初沉池,细小纤维与颗粒物极易沉降,其在初沉池沉降后,上清液进入预酸化池,然后经泵送至HZIC 厌氧反应器。HZIC 厌氧反应器出水进入AB 处理系统,经过缺氧、好氧生化处理后,在二沉池实现固液分离,上清液进行排放。
斜网及初沉池产生的浆料和污泥回用,二沉池污泥经过污泥浓缩池浓缩后用板框压滤机压滤。
3 各单元处理效果
各单元处理效果见表2。

表2 各单元处理效果
4 HZIC处理单元
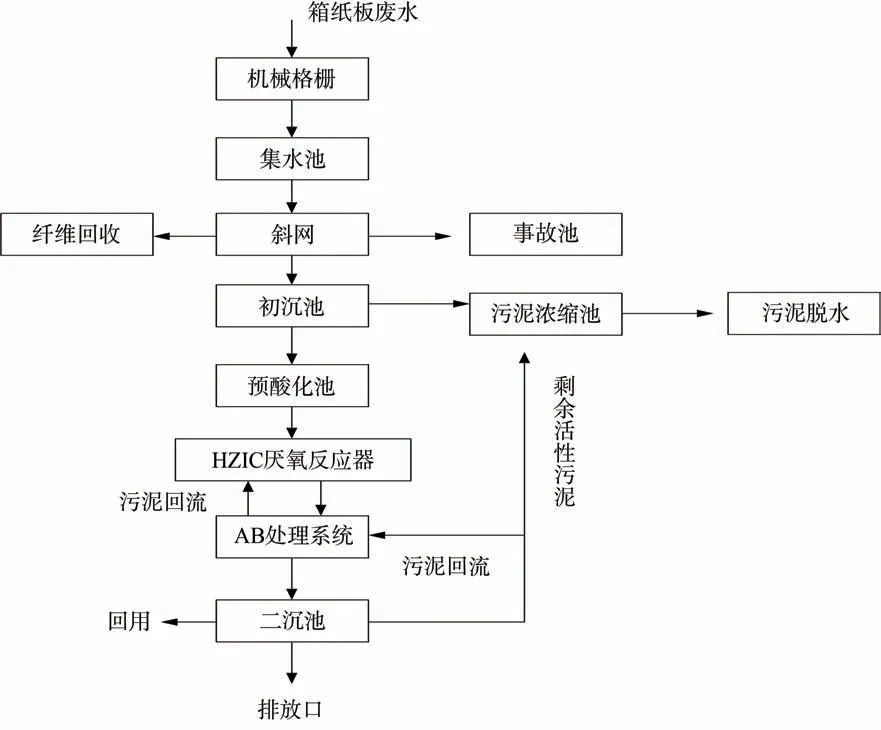
图1 废水处理流程
造纸废水COD 和SS 含量高、可生化性能差、色度大、氮磷污染相对偏低[4]。根据文献报道,造纸废水中含有多种有机污染物,且废水中毒性物质很多[5]。IC 反应器对造纸废水中的COD、BOD、硬度、木素等都有很好的去除效果[6]。基于此,浙江华章科技有限公司为该企业提供HZIC 厌氧反应器(HZIC)用于废水厌氧处理单元。HZIC 是在传统IC 厌氧反应器的基础上根据造纸废水特点改进而来。HZIC 特殊的布水系统,可利用COD 转化的碱度对废水的pH 值起缓冲作用,即便是在pH 值为5 的条件下也可以正常运行,从而能够在调节pH 值时节省大量用碱量,降低运行费用。合理的上升流速可最大限度地防止污泥钙化,同时HZIC 针对含钙高的废水设计有特殊的排砂装置,确保钙化后的污泥能及时排出,避免钙化污泥对厌氧反应器的影响。
该企业HZIC 规格为φ12.5 m×26 m,内置两级三相分离器,布水器采用伞状旋流布水结构。水处理量为8000 m3/d,进水CODCr为3500~4500 mg/L。容积负荷为8~12 kg CODCr/(m3·d)。连续18 天的运行数据显示HZIC 对CODCr平均去除率为76%,其进出水CODCr含量及去除率如图2所示。
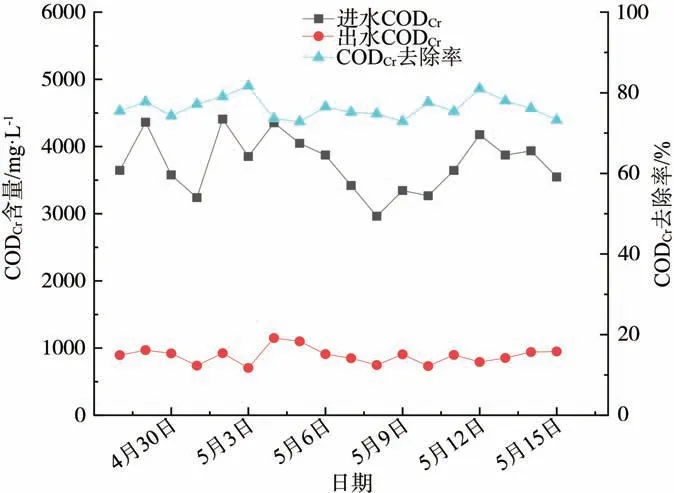
图2 HZIC进出水CODCr含量及CODCr去除率
图3 所示是连续18天HZIC进出水的挥发性有机酸(VFA)含量、预酸化度及CODCr去除率。从图3 可以看出,HZIC运行过程中在预酸化阶段的预酸化度达到了40%以上,能够在保持较高预酸化度的同时,不需要添加碱液就可以对废水的pH值进行调节,从而能够保证发生器稳定高效运行。日常运行只需添加少量氮源和磷源。即使在高有机负荷及高预酸化度条件下,HZIC处理效率仍能维持在75%以上,且出水VFA含量均小于3 mmol。HZIC对废水中有机污染物的高效降解不仅可以产生更多的清洁能源,如沼气(去除1 kg CODCr约产生0.52 m3沼气,其中甲烷含量约80%),同时降低了后续AB工艺处理过程中的进水负荷,减少了曝气阶段的空气需求量,降低了废水处理能耗。

图3 HZIC进出水VFA含量、预酸化度及CODCr去除率
5 AB处理系统
AB系统中A段是对污染物质的去除,主要是以物理化学作用为主导的吸附功能,因此对负荷、温度、pH 值以及毒性等作用具有一定的适应能力。A 段对BOD5去除率约为40%~70%,但经A段处理后的废水,其可生化性将有所改善,有利于后续B段的生物降解[7]。
该企业AB 系统中A 段为直径20 m、高4.5 m 的圆形池子,内置4 台搅拌推流装置,总容积约1400 m3,A 段水力停留时间(HRT)约为4.5 h。B段采用普通氧化沟,池容积约8000 m3,B 段HRT 为24 h。连续18天的生产现场及数据显示,该系统稳定可靠,CODCr去除率可达90%以上,如图4所示。图5为AB 系统氧化沟溶解氧(DO)含量、污泥浓度(MLSS)及CODCr去除率。活性污泥和废水经过A 池自流入B 段氧化沟。从图5 可以看出,运行中A、B段均可保留较高的MLSS。A、B 段MLSS 均达6000 mg/L 以上,AB 整个系统污泥负荷约为1~1.5 kg(CODCr)/[kg(MLSS)·d]。因为该系统相对传统活性污泥法可提高污泥浓度,使系统中有足够的微生物量,所以对CODCr的去除率也比传统活性污泥高;而曝气池中DO 含量维持在1~1.5 mg/L,在满足好氧微生物需氧量的同时,能够避免过度曝气造成能源的浪费和活性污泥的解絮老化。
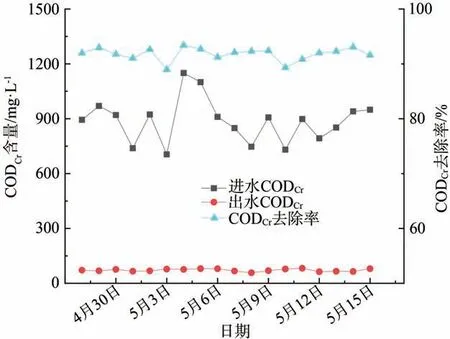
图4 AB系统进出水CODCr含量及CODCr去除率

图5 AB系统氧化沟DO含量、MLSS及CODCr去除率
6 经济和环境效益分析
废水处理系统主要成本由耗电量、药剂、人工费用组成。根据该厂实际生产用电统计,吨水处理的耗电量为0.9 kWh,吨水耗电费用约0.54元。药剂主要由预处理及污泥处理用聚合氯化铝和聚丙烯酰胺、营养源(尿素、磷肥)组成,吨水药剂成本约0.25元,吨水人工成本约0.1元。总的处理成本为0.89元/t水。
