α-淀粉酶处理废纸浆降解淀粉类有机物及净化浆料研究
2020-04-27孔话峥王燕燕赵梦醒刘廷志
冯 琨 孔话峥 王燕燕 赵梦醒 刘廷志
(天津科技大学轻工科学与工程学院,天津市制浆造纸重点实验室,天津,300457)
2018 年我国纸和纸板产量10435 万t,其中包装纸产量占50%以上,从纸浆比例上看,废纸浆用量5474 万t,占纸浆消耗总量的58%,其中国产废纸浆占42%,多为废纸箱原料[1]。2019 年国内造纸原料缺口达3000 万t,这一缺口将主要由国产原料补充,因此国内废纸浆使用比例进一步扩大,废纸回用周期大大缩短、回用频次进一步提高。废纸原料的多次回用导致纤维变短、抄造困难、纸张强度差等问题,需要使用大量助剂来改善这一现象。淀粉由于其分子结构与纤维分子极其相似、来源广、价格低等优点被广泛应用于造纸工业中[2]。
淀粉类助剂在造纸过程中的大量使用导致废纸中淀粉类物质不断增加,目前我国国产废纸箱中约含有8%~12%的淀粉类物质。在回用过程中,大量淀粉类物质会进入纸张抄造系统,不仅影响湿部化学平衡,还会增加造纸助剂用量、影响纸机操作和纸张质量,并给水处理系统造成很大压力。国产废纸箱原料这一问题更加突出。Jaakko Ekman 等人[3]认为有约占废纸原料质量4%以上的淀粉类物质,在废纸回用过程中被水解并进入水系统。而这些物质的代谢物是白水中DCS 的主要来源[4]。按废纸箱中含有10%淀粉计算,全国每年使用的废纸箱原料中约有500 万t 淀粉类物质,是一个巨大的潜在生物质资源。另外大量淀粉类有机物经水处理后被消耗,不仅造成资源的极大浪费,还会增加水处理负荷和成本。
采用酶处理从废纸原料中酶解淀粉类有机物虽然报道不多,但在纺织工业中却有着广泛应用。纺织工业中,酶退浆具有高效、快速等特点,退浆率可达90%以上[5]。而纺织工业中应用的淀粉与造纸工业淀粉类似,多为各种变性淀粉,如氧化淀粉、酯化淀粉、醚化淀粉、接枝淀粉等[6-7]。不同改性淀粉酶解性能相同,酯化淀粉酶降解性能好,氧化淀粉次之,阳离子淀粉最难降解[8]。我国造纸工业使用的变性淀粉中,阳离子淀粉是主流和发展趋势,约有70%的阳离子淀粉用作造纸助剂[6]。采用生物酶处理废纸浆,降解糖化淀粉类物质后,可采用微生物燃料电池(MFC)[9-11]处理实现生物质能源转换,是一种新型的浆料净化和废水处理工艺。
本研究采用α-淀粉酶处理国产废纸箱,降解其中的淀粉类有机物,以期达到净化浆料、减轻废水处理负荷的目的。
1 材料与方法
1.1 原料
废纸:国产废纸箱,撕成2~3 cm 小块密封保存备用;α-淀粉酶:食品级耐高温淀粉酶粉剂,10000 U/g,邢台万达生物工程有限公司;糖化酶:50000 U/g,博立生物制品有限公司;CS-8 阳离子淀粉:工业纯,低取代度阳离子淀粉,天津浩宇造纸助剂有限公司。
1.2 实验方法
1.2.1 浆料处理
称取一定量废纸箱原料,加水浸泡24 h,调整浆料浓度后用高浓水力碎浆机处理30 min,制成废纸浆备用。
1.2.2 淀粉降解
取一定量废纸浆,调整到合适浆浓,加入适量酶,在一定温度、pH值下处理一定时间,然后用200目浆袋在一定强度下甩干脱水,收集脱出液即为淀粉类物质降解液,纸浆为酶处理浆料。对照组不加酶,其他条件相同。
1.2.3 指标检测
(1)还原糖测定
取适当稀释待测样采用二硝基水杨酸比色法测定其还原糖量[12]。
(2)废液CODCr测定
采用比色法测定CODCr含量[13]。
(3)浊度、Zeta电位、电荷需求量的测定
采用lp 2000-11 浊度仪、Bi-90 Plus 纳米/微米激光粒度分析仪、pcd-04颗粒电荷测定仪测定废液的浊度、Zeta电位及阳离子需求量[14-15]。
(4)手抄片性能检测
将抄造的手抄片按照现行国家标准测定相应物理指标。
2 结果与讨论
2.1 双酶处理废纸浆降解淀粉有机物研究
为探讨生物酶处理从废纸浆中降解淀粉类有机物的可行性,采用过量α-淀粉酶和糖化酶协同作用,探究了还原糖的提取量。
在α-淀粉酶和糖化酶用量均为2.0%(相对于纸浆)、pH 值6.8、浆浓10%情况下,室温处理24 h,收集脱出液测定还原糖含量,计算得到100 g 绝干废纸浆可得到还原糖(以葡萄糖计)6.11 g,还原糖得率为6.11%。α-淀粉酶和糖化酶水解淀粉,淀粉分子很难被完全分解,其中还含二糖、三糖和少量极限糊精,葡萄糖与二糖、三糖及糊精占比约为4∶1[16-17],因此总糖得率要大于6.11%。
按6.11%还原糖得率计,每吨废纸箱原料可产还原糖(以葡萄糖计)61.1 kg,是一个巨大的生物质资源。另外本研究在酶解过程中,并未对处理后原料进行洗涤,在实际应用中可进一步优化工艺,寻求最佳、最经济结合点。通过双酶处理,还原糖(以葡萄糖计)得率相对于废纸浆为6.11%,证明酶处理从废纸浆中降解淀粉类有机物、净化浆料是可行的。
2.2 α-淀粉酶处理降解有机物工艺优化
研究采用α-淀粉酶对废纸浆进行处理,对α-淀粉酶作用条件进行优化。因为α-淀粉酶对淀粉降解的产物类型受条件影响较大,产物中除单糖外,还含有寡糖、糊精等,且这些物质的比例会受到环境条件的影响而不同[17-18],因此在酶处理条件优化中,还原糖变化很难真实反映降解效果。故以降解液中CODCr为主要指标对降解工艺进行优化,浊度作为辅助指标。
2.2.1 处理时间对降解效果的影响
在废纸浆浆浓10%、处理温度为室温、初始pH为中性、α-淀粉酶用量为0.1%的条件下,研究了酶处理时间对降解效果的影响,得到的降解液CODCr含量和浊度结果如图1所示。
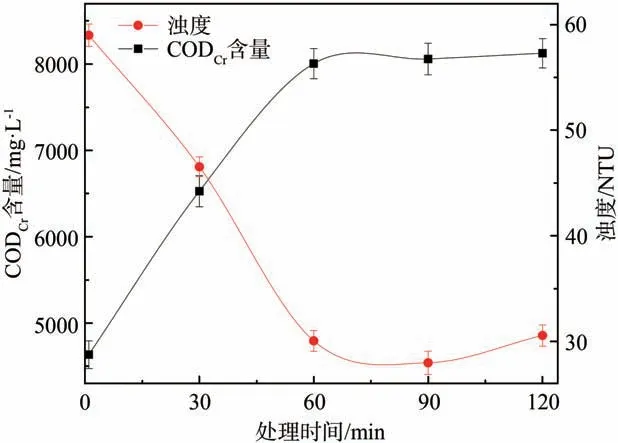
图1 α-淀粉酶处理时间对降解液CODCr及浊度的影响
由图1 可知,随着反应的进行,降解液中CODCr呈先直线上升后趋于稳定的趋势。在前60 min,降解液中CODCr含量基本呈直线上升趋势,此时纸浆中淀粉类有机物含量丰富,反应速度由酶用量决定,被酶切断的小分子淀粉不断被切断剥离,因此降解液中CODCr不断上升。而后随底物不断水解,底物浓度成了主要限制因素,反应速度不断下降[19],降解液中CODCr趋于稳定。这与Luo 等人[20]在研究α-淀粉酶强化废活性污泥厌氧消化水解动力学研究中得到的结论类似。降解液浊度随作用时间延长呈先下降后趋于稳定趋势。作用初期,大量淀粉碎片进入降解液中,造成浊度较高,后随着淀粉酶的不断作用,较大分子碎片不断被降解,成为小分子糊精、寡糖、单糖等,对光线的散射作用降低,浊度不断下降最终趋于稳定。因此,酶处理时间选取60 min较为合适。
2.2.2 酶用量对降解效果的影响
在废纸浆浆浓10%,处理温度为室温,初始pH为中性条件下,采用不同酶用量(以纸浆质量计)对废纸浆处理60 min,探讨了酶用量对降解效果的影响,结果如图2 所示。
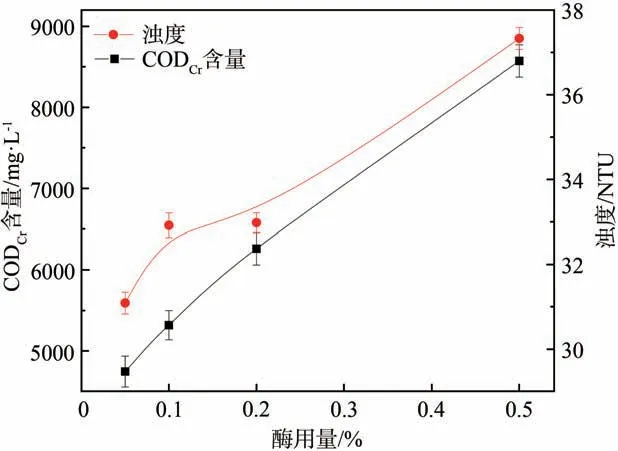
图2 α-淀粉酶用量对降解液中CODCr和浊度的影响
由图2 可看出,随着酶用量的增加,降解液中CODCr和浊度都呈现逐渐上升趋势。这是因为在酶用量较小时,酶促反应速度由酶用量决定,因此随着酶用量加大降解液中CODCr也不断增加。在酶用量较少时,α-淀粉酶被纤维吸附,主要作用于纤维上吸附的淀粉分子,被剥离和降解游离的淀粉分子很难再被进一步降解,因此降解液中淀粉类物质分子质量较大,对光的散射较明显,浊度呈现出不断增加现象。
肖志刚等人[21]在挤压玉米粉液化时酶用量仅为2~4 u/mL,高群玉等人[22]在耐高温α-淀粉酶对谷物粉液化时用量为75~100 NU/g。本研究中酶用量为0.5%,相对于原料淀粉为500 U/g,虽较高,但受纤维影响,处理效果随酶用量增加仍有提升余地,考虑到成本等问题,酶用量选择为0.5%为宜。
2.2.3 初始pH值对降解效果的影响
酶分子上氨基酸侧链受到pH 值影响会出现不同解离状态,催化活性也会受到影响[19,23]。研究在废纸浆浆浓10%,处理温度为室温,酶用量为0.5%,处理时间60 min 条件下,探究改变初始pH 值对淀粉降解效果的影响,结果如图3所示。
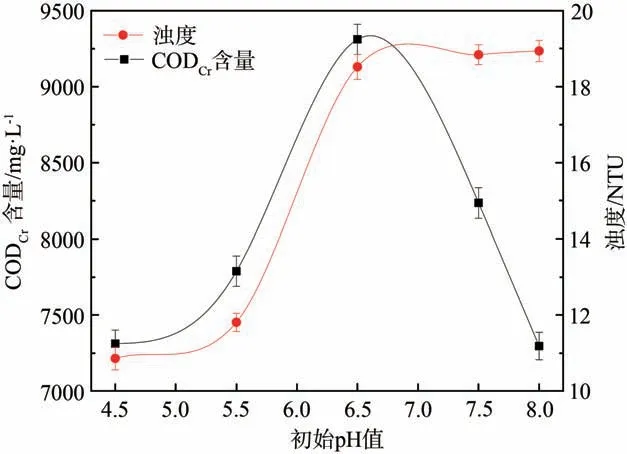
图3 初始pH值对降解液中CODCr和浊度的影响
由图3 可看出,pH 值对淀粉类物质降解液的CODCr影响曲线为典型的钟型曲线(倒V型曲线),在pH 值6.5 时,酶的作用效果最好,降解液中CODCr最高。洪新等人[19]研究耐酸性和中性α-淀粉酶酶促反应最适pH 值也有类似结论。肖志刚等人[21]在研究挤压玉米粉液化酶酶促反应时优化得到的pH 值也为6.5。从浊度上来看,随着pH 值上升,降解液的浊度呈现逐渐上升并趋于稳定状态,在pH 值较低情况下,酶作用效果不佳,切下来淀粉碎片较少,降解液浊度较低,随着pH 值升高,浊度呈上升趋势,高于最适环境,酶作用效果下降,但偏碱性环境有助于纤维的润胀,导致淀粉从纤维上脱落,有助于淀粉的分离,且多为大分子质量淀粉,因此浊度较高。
2.2.4 浆浓对降解效果的影响
浆浓不仅决定酶处理的物质传递,对降解液的得率和有机物浓度也有很大影响,在处理温度为室温、初始pH 值为6.5、酶用量为0.5%、处理时间60 min条件下,探究浆浓对降解液中CODCr含量、浊度和有机物得率(按原料中10%淀粉计)的影响,结果如图4 所示。
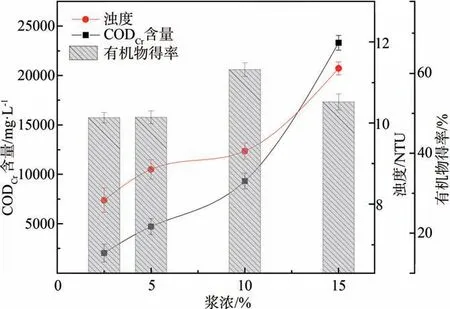
图4 浆浓对降解液中CODCr含量、浊度及有机物得率的影响
由图4 可知,降解液中CODCr含量随着浆浓的增加呈现增大的趋势,浆浓越低,酶处理后分离出来的降解液量越大,浓度也就越低。从浊度上看,浆浓较低情况下,由于降解液中淀粉碎片浓度较低,因此浊度也较小,随着浆浓的增加,分离的降解液中有机物含量增加,浊度也随之上升。从有机物得率上看,按照废纸浆中含有10%淀粉计,较低浓度和较高浓度对降解率均有影响,浆浓较低,酶作用的物质传递效率较高,酶对淀粉分子的作用效率相应也较高,大部分淀粉分子被分解成单糖和寡糖,这些小分子物质更易被纸浆中的纤维吸收,从而影响得率。随着浆浓提高,酶促反应物质传递受到一定影响,较大分子质量的淀粉分子比例增加,浊度也相应增大,降解效率也提高。浆浓过高,除影响酶促反应传质外,淀粉碎片浓度增加,在纤维上吸附和残留也高,得率也会受到影响,因此采用10%浆浓进行处理,此时有机物得率最高,达到60%。
2.2.5 处理温度对降解效果的影响
温度对酶处理效率及酶使用寿命有较大影响[23]。在废纸浆浆浓为10%、初始pH 值为6.5、酶用量为0.5%、处理时间60 min 条件下,处理温度对降解液中CODCr和浓度的影响,结果如图5所示。
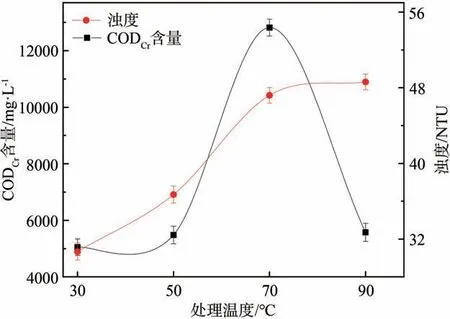
图5 处理温度对降解液中CODCr和浊度的影响
由图5 可知,处理温度在70℃以下,降解液的CODCr随处理温度升高而升高,当处理温度超过70℃时,降解液CODCr急剧下降,为典型的钟型曲线,这是因为虽然酶反应速度随处理温度增高而加快,但温度过高可导致酶结构变化,快速变性而失活[21]。在温度70℃时,降解液中CODCr最高,因此确认该酶最适处理温度为70℃。
研究表明,在α-淀粉酶用量0.5%(500 U/g 淀粉)、废纸浆浆浓10%、初使pH 值6.5、反应温度70℃、处理时间60 min时,有机物(废纸浆中淀粉含量10%计)降解率可达60%,采用α-淀粉酶处理降解淀粉类有机物方法可行。
2.3 α-淀粉酶处理对纸浆净化效果研究
2.3.1 α-淀粉酶处理对降解液污染负荷影响
酶处理和对照组处理降解液CODCr和浊度结果如表1所示。
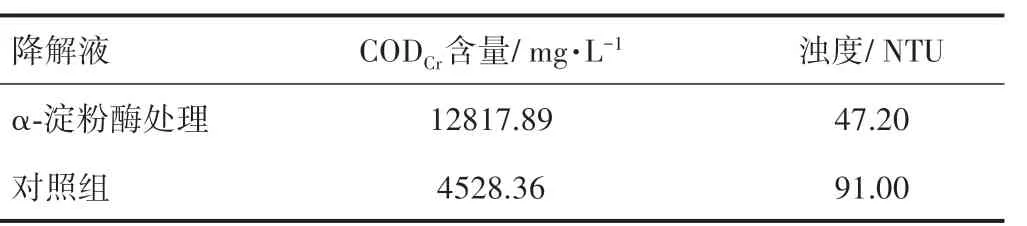
表1 α-淀粉酶处理对降解液中CODCr和浊度的影响
由表1可知,与对照组相比,经过α-淀粉酶处理后降解液中CODCr含量远高于对照组的,是对照组的2.83 倍,这主要是淀粉酶的作用,将淀粉类有机物切短并从纤维上剥离所致;对照组的废水(制浆废水)中有机物主要成分为碎浆过程中被机械、水力作用下从纤维上剥离的淀粉及其他物质。从浊度上看,对照组浊度远高于酶处理组,这是因为机械和水力作用剥离的淀粉分子无法被切断,分子质量相对较大,对光的散射也越严重,浊度也就越高。
2.3.2 α-淀粉酶处理对白水Zeta 电位和阳离子需求量的影响
取一定量脱水后浆料,稀释至1.0%浆浓,用200 目筛自然过滤得到滤液,为模拟的白水,测定其Zeta电位和阳离子需求量,结果如表2所示。
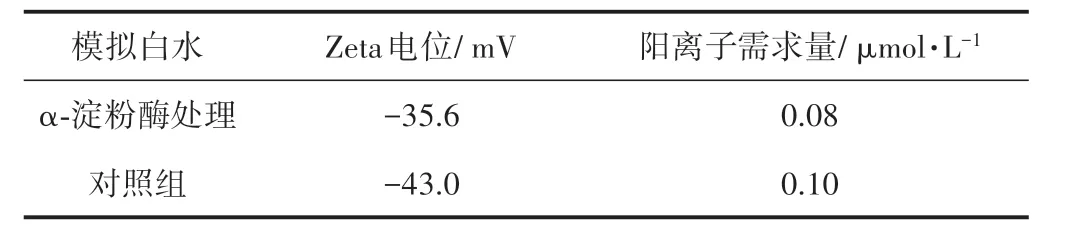
表2 酶处理对模拟白水Zeta电位和阳离子需求量的影响
由表2 可知,α-淀粉酶处理组和对照组的浆料白水均呈负电性。酶处理的白水Zeta电位绝对值较对照组降低了17.2%,相应的阳离子需求量也较对照组降低了约20%,阳离子需求量和Zeta 电位绝对值的降低,说明浆料得到了一定程度的净化,有利于保持湿部化学平衡。
2.3.3 α-淀粉酶处理对废纸浆物理性能的影响
用酶处理组和对照组的浆料抄制成手抄片,探讨酶处理对手抄片物理性能的影响,结果如表3所示。
由表3可以看到,经过α-淀粉酶处理后手抄片各项强度指标较对照组整体差异不大,呈略有下降趋势。分析其原因可能是α-淀粉酶将原存于废纸中的淀粉类物质分解,并从纸浆中分离出来,而多数淀粉类物质对强度均有正效影响,因此使得纸张抗张指数、撕裂指数下降,但是耐破指数有所提高[24]。Jaakko Ekman 等人[3]使用淀粉酶抑制剂控制白水中淀粉酶作用,发现在纸张同等强度下可减少25%的淀粉使用量,反之说明废纸制浆过程中的淀粉流失会使纸张的强度有所下降,与本研究的结果类似。
将淀粉类有机物尽量多地保存在废纸浆中,减少淀粉使用量固然有益,但会导致抄造系统越来越复杂和难于控制,系统的高污染负荷也导致体系腐浆等问题风险不断增加,阴离子垃圾的积累给其他助剂带来的影响也是一个必须面临的问题,采用酶处理,降解淀粉并加以利用,也不失为一种净化浆料、减少抄造系统风险的有效途径。
2.3.4 α-淀粉酶对阳离子增强剂应用效果的影响
采用CS-8阳离子淀粉作为增强剂,加入到α-淀粉酶处理后浆料和对照组浆料中,按照定量90 g/m2、厚度200 μm的标准抄造手抄片,并检测手抄片的各项物理指标,研究增强效果,结果如图6和图7所示。
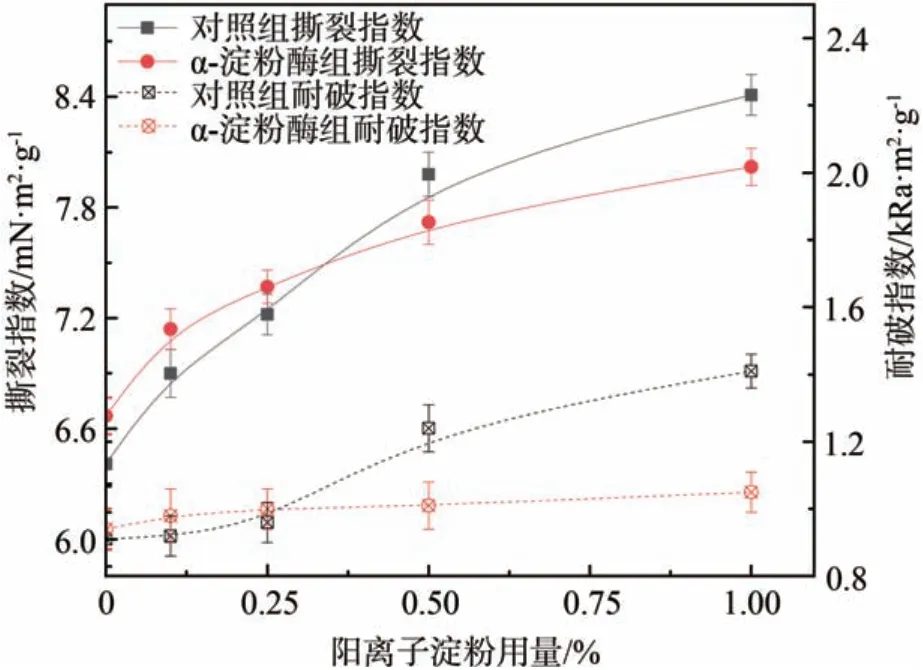
图6 手抄片撕裂指数和耐破指数随阳离子淀粉用量变化
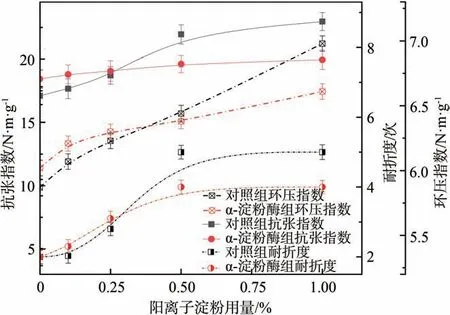
图7 手抄片抗张指数、环压指数和耐折度随阳离子淀粉用量变化
由图6 和图7 可以看出,在阳离子淀粉用量0.25%以下时,α-淀粉酶组手抄片各项指标均优于对照组,这可能是浆料经淀粉酶处理净化后,对助剂反应更加明显,应与浆料阳离子需求量降低有关。当阳离子淀粉用量超过0.25%时,对照组的各项指标却反超酶处理组。这可能是随着阳离子淀粉用量的增加,浆料Zeta电位绝对值进一步降低,由阴离子垃圾带来的浆料絮聚问题逐渐改善,纤维之间的结合更加紧密,超出了新加入增强剂带来的增强效应,因此强度有所增高,具体机理有待进一步研究。

表3 酶处理对手抄片物理性能影响
3 结 论
3.1 采用α-淀粉酶从废纸箱再生制浆过程中降解淀粉类有机物,每吨废纸箱原料可获得淀粉类有机物60 kg以上。
3.2 优化得到α-淀粉酶处理废纸浆,降解淀粉类有机物条件为:浆浓10%,α-淀粉酶用量0.5%,反应温度70℃,处理时间60 min,初始pH值6.5。在该条件下,淀粉类有机物降解率最高达到60%。
3.3 酶处理后,废纸浆白水Zeta 电位绝对值下降约17.2%,阳离子需求量降低20%,酶处理对浆料有净化作用。酶处理后浆料手抄片强度较对照组有所降低,但对阳离子淀粉作为增强剂应用实验中,在阳离子淀粉0~0.25%的低用量条件下,酶处理后的浆料增强效果更灵敏,相关机理待进一步研究。
