CP1H PLC在自动刺孔机中的应用
2020-04-23毛建
毛建
(南通海立电子有限公司 江苏省南通市 226361)
自动刺孔机是实现华司移送,芯包引线的刺孔、切断等过程的设备。它是铝电解电容器生产过程的重要设备。由于本公司在国内同行业中起步较早,及这种特殊设备的使用客户太少,暂时没有国内厂家能够提供。但是进口设备太贵,而且以后无法升级改造,公司与外协企业共同开发了这套设备。它更换规格方便,克服原来手工机器,华司移送不准确,刺孔位置不居中、华司浪费严重,生产效率低等特点。
1 工艺参数及调节范围及控制精度要求
1.1 工艺参数
(1)华司规格:φ4.6×9×1mm,φ5.0×9×1mm,5.5×10×1mm
(2)刺孔上规格:φ3.2mm、φ3.7mm、φ4.2mm。
(3)引线宽度:8mm
1.2 调节范围及控制精度要求
(1)华司震动盘及震动平时速度连续可调。
(2)分别对模具冲压次数进行计数,到达设定次数报警提示更换。
(3)对机器生产数量进行计数,到达设定次数停机报警。
2 系统构成
PLC 采用欧姆龙公司小型可编程序控制器CP1H PLC。
CP 系列包括价格低廉且搭载了2 轴脉冲输出的CP1E-N 型、搭载了4 轴脉冲输出的CP1H 型。
另外,CP1L 包含标配Ethernet 端口的CP1L-EM/EL 型在内,可进行2 轴脉冲输出。可以根据装置所需伺服电机的轴数选择相应的CPU 通过程序文件、通信命令的加密,加强了工具及PLC 主体的安全性,确保无法破解密码。不但有种类丰富的I/O 单元,还新增了高性能、多点模拟单元和温度传感器单元。
线性模组由欧姆龙公司的R88D-KT04H-Z 交流伺服放大器与R88M-K40030H-S2-Z 伺服电机构成。
威纶通公司的TK6071iQ 触摸屏构成人机的交换窗口。
3 控制原理与控制方案
如图1,华司由震动盘1 输送到两路震动平送装置2,再由导针涨紧机构移3 送到下模4,下模移动到刺孔工作位后等待操作。人工装入芯包5,触动开关后6,引线对位,线性模组7 带动下模到达刺孔位,刺孔气液增压缸动作,带动刺孔模8 实现刺孔动作。刺孔气缸复位后,移开芯包,开关复位后,进行下一个准备工作。
刺孔模具两组同时工作,配备顶出引线装置,配备引线切刀及铝屑吹吸引装置。
3.1 吸华司

图1:设备示意图
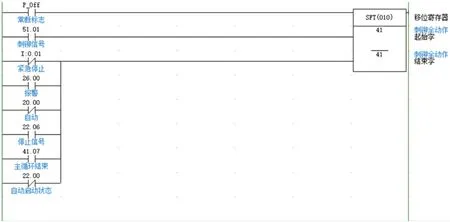
图2:PLC 部分控制程序

图3

图4

图5

图6
配备2 个震动盘,一个9mm,一个10mm,各有两路输出,不需要换华司。移动通过导针涨紧机构移送。
3.2 下模移动
通过直线导轨滚轴丝杆机构,伺服电机驱动,精确定位,达到不同规格华司输送功能。
3.3 装芯包
手工放入芯包,到芯包到位后,触动开关,刺孔启动。
3.4 刺孔
配备双路刺孔模,采用气液增压缸。
3.5 取芯包
手工取出芯包,开关复位后,下模移动,准备下一个循环。
4 程序设计
4.1 PLC的I/O分配
输入部分:
1、0.01-紧急停止;2、0.02-启动;3、0.03-停止;4、0.04-单次启动;5、0.05-有芯包;6、0.06-原点接近开关;7、0.07-CW界限;8、0.08-CCW 界限;9、0.10-原点开关;10、1.00-10 华司平移前磁性;11、1.01-10 华司平移后磁性;12、1.02-10 华司1 步下磁性;13、1.03-10 华司1 步上磁性;14、1.04-10 华司2 步下磁性;15、1.05-10 华司2 步上磁性;16、1.06-9 华司平移前磁性;17、1.07-9华司平移后磁性;18、1.08-9 华司1 步下磁性;19、1.09-9 华司1步上磁性;20、1.10-9 华司2 步下磁性;21、1.11-9 华司2 步上磁性;22、2.05-10mm 有华司;23、2.06-10mm 有华司;24、2.07-9mm 有华司;25、2.08-9mm 有华司;26、2.09-刺铆上磁性;27、2.10-刺铆下磁性;28、2.11-刺铆保护。
输出部分:
1、100.04-9华司1 步气缸;2、100.05-顶出;3、100.06-伺服启动;4、100.07-10 华司1 步气缸;5、101.00-刺铆气缸;6、101.01-顶出气缸;7、101.02-9 华司2 步气缸;8、101.03-9mm 平移气缸;9、101.04-10 华司2 步气缸;10、101.05-夹紧气缸;11、102.00-10mm 平移气缸;12、102.03-9 华司震动盘;13、102.05-10 华司震动盘;14、102.06-风机;15、102.07-伺服供电。
4.2 PLC部分控制程序
如图2 所示。
4.3 人机交换作了6个画面
如图3 所示。
4.3.1 主画面
如图4,主画面主要功能包括对华司直径及刺铆针直径进行选择;对生产数量进行计数,进行自动运行的控制等等。
4.3.2 功能开关画面
功能开关画面可以进入输入输出IO 监控画面,伺服参数设定画面,参数设定画面。
4.3.3 输入输出IO 监控画面
输入输出IO 监控画面用于监控开关量输入输出的状态。
4.3.4 伺服参数设定画面和参数设定画面
如图5,伺服参数设定画面方便修改线性模组的运动参数。参数设定画面用于显示总计生产数量和分别对φ3.7mm、φ4.2mm 进行计数,便于更换模具。
4.3.5 手动画面
如图6,手动画面可以执行各个步骤的单独动作。主要用于维修确认使用。
5 结束语
经过近三年的使用证明采用PLC 控制的自动刺孔机,不仅大大的降低了人员劳动强度,减少中间环节,而且提高了产品成品率。采用人机介面,不必太多控制按钮便可实现手动、自动等多种功能,增进了人员与设备的信息交流,数据的修改、故障报警的识别变得易如反掌。
