离焦量对农机深松铲Ni60表面熔覆层质量的影响
2020-04-15王宏立李庆达
闫 勇,王宏立,李庆达,孙
(黑龙江八一农垦大学,黑龙江 大庆 163316)
深松铲在生产实践长期处于磨损、疲劳、腐蚀的使用环境下,工件表面易发生磨损失效[1]。黄永俊[2]应用激光熔凝强化农机刀具改善了其组织,提高了其性能,王宏宇等[3]对65Mn钢表面渗硼层淬火等处理,袁晓明等[4]对旋耕刀提出表面铬-淬火-回火热处理工艺。金属陶瓷涂层具有良好的化学稳定性,如耐高温、耐腐蚀、耐磨性良好等性能,并在耐磨性工件应用上得到了广泛的关注[5-9]。激光熔覆具有涂层与基体结合好、加工过程可实现自动化等优异特征,而得到广泛应用[10-11]。离焦量影响熔覆层的受热程度及熔覆时形成池大小,这直接影响熔覆层的性能。
本文以65Mn钢为基体,在其表面熔覆Ni60合金粉末,使用CO2激光器在基材表面上制备出Ni60合金粉末涂层,将熔覆层与基材进行耐磨对比,探究离焦量对熔覆层的硬度和晶粒组织的生长方向特征影响。
1 实验
1.1 激光熔覆实验原理
本试验选用横流CO2激光器。实验时,为防止反射的激光对聚焦镜的影响,激光头倾斜一定度数,激光器的部件包括:CO2激光器、反射镜、送粉器、振动器、氩气、熔覆层、工件、透镜等。
1.2 实验材料处理
实验所用的基材为65Mn钢,试样尺寸为10mm×500mm×500 mm。基材实验前对基体材料进行由粗到细打磨,并用无水乙醇进行清洗,为使基体表面无油污、氧化膜、等杂质,用吹风机进行干燥处理。熔覆材料为自熔性镍基合金粉末,采用CO2激光器配备西门子数控系统可以达到精准控制。融覆过程中采用Ar气保护。通过单因素试验,得出熔覆层预置厚度为1.5 mm,工艺参数设置激光功率为5 500 W,扫描速度为550 mm/min,探讨离焦量为350 mm、360 mm时激光熔覆层的耐磨性能。
2 离焦量对涂层组织及性能影响
2.1 熔覆层组织
离焦量的大小是决定光斑直径大小及能量密度的因素。研究显示离焦量越小,熔覆层粉末及基体表面融化深度越深,本实验分别选离焦量为350 mm和360 mm进行熔覆,由于激光的高能量特点,会在激光照射的地方形成熔池,熔池深度的不同会产生不同的温度梯度,因此在熔池开始凝固时,整个熔池的金属液体温度梯度G很大而初始熔池的凝固速度R很小,此时G/R比值趋于无穷大,表层的金属向熔池周边流动形成平面晶;随着熔池温度的降低G/R比值逐渐变小,晶体开始成核长大向熔池底部成长成树枝晶。
2.2 耐磨性
离焦量对耐磨性的影响如图1所示。涂层与基体相比,摩擦磨损量明显降低,而且离焦量越大,摩擦磨损量越小,即耐磨性变好。当离焦量为360 mm时耐磨性最好。
3 激光熔覆深松铲与国产深松铲作业磨损量对比
深松铲试验在黑龙江农场进行,使用约翰迪尔4440型拖拉机配套两种深松铲安装在农机具上作业,计算其磨损量如表1所示,可知熔覆过的深松铲较未熔覆的磨损量小,可证明熔覆可使深松铲使用寿命延长,减少了深松铲的更换次数,降低了总体使用成本,也可用来修复磨损后的铲子,熔覆具有极大的应用价值与经济价值。
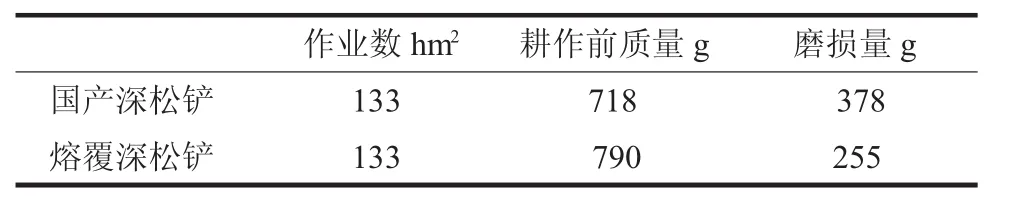
表1 两种深松铲对比Tab.1 Comparison of two kinds of subsoil shovels
4 结论
离焦量为360 mm时,涂层与65Mn刚基体界面结合良好,最大硬度为950 Hv0.1,能够保证较高的硬度,熔覆层的摩擦系数和磨损量较小,摩擦系数值波动小,比65Mn钢基体的摩擦系数35%左右,体现出良好的耐磨性。
通过对国产深松铲表面的熔覆处理并进行了田间试验,结果证明熔覆后的深松铲较普通深松铲耐磨损性能高,使用寿命更长,节省了深松铲的更换成本,增加作业效率,对于修复及加强深松铲的性能具有重要的经济价值及应用意义。
