LNG工厂能耗分析及节能措施探讨
2020-04-08刘刚谢广禄齐飞
刘刚,谢广禄,齐飞
(中国石油大港油田天然气公司,天津 300280)
某LNG工厂天然气处理能力为30万m3/d,装置负荷调节能力为50%~110%。原料天然气压力为3.5 MPa。原料气经过滤分离后,进入脱酸系统,采用MDEA溶液脱除气体中二氧化碳,经分子筛系统脱除天然气中的饱和水,再经脱汞后进入高效板翅式换热器,与混合冷剂换热后液化成LNG产品。
近年来,天然气消费量持续增长,液化天然气(LNG)由于运输灵活、贴近用户按需服务、价格优势等受到市场热捧,LNG工厂开车率逐步提升。LNG工厂开停车主要受装置运行的经济性影响,因此,减少LNG生产过程中能源消耗至关重要。
1 LNG工厂能耗分析
LNG工厂能源消耗主要包括天然气、电及水资源。脱水单元分子筛再生气加热炉和脱酸单元导热油炉天然气消耗为1 000~1 300 m3/d;液化单元冷剂压缩机及循环水系统为主要耗电大户,耗电量为13万kW·h/d,其中冷剂压缩机耗电占比约86%,循环水系统(水泵及闭式冷却水塔)耗电占比7%,向脱酸气冷却器、贫胺冷却器、再生气冷却器、冷剂压缩机级间及出口冷却器以及蒸发天然气(以下简称BOG)压缩机提供冷量;闭式循环水冷却塔日均耗水150~300 m3。另外,装置停车时需要消耗冷剂。LNG工厂能源消耗分析见图1。
2 设计环节的节能技术
2.1 系统内余热利用技术
2.1.1 再生气换热技术
分子筛脱水系统采用三塔工艺,一塔吸附、一塔再生、一塔冷吹,再生气加热炉连续运行。将进加热炉的再生气(24℃)与再生塔出口的高温气(以260℃为例)进行换热。进加热炉的再生气可提升至180℃,高温气则降低至120℃,可降低分子筛再生气水冷器负荷。分子筛四塔流程再生气、冷吹气换热器的应用可参见李明的叙述[1]。
2.1.2 BOG换热器
蒸发天然气(BOG)是LNG在储罐内或工艺系统中因吸收外部热量而气化的气体。将从脱水系统出来的原料天然气(43℃)与BOG(-160℃)进行换热后进入冷箱,原料天然气的温度降低至33℃,进而降低了冷剂压缩机负荷,BOG温度一定程度上升,减少了复热器功耗,为BOG压缩机安全运行提供保障。
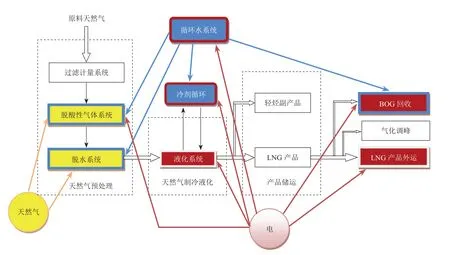
图1 LNG工厂能源消耗分布
2.1.3 贫富胺换热器
将解析塔底高温(104℃)的贫胺与富胺闪蒸罐出口胺液(45℃)进行换热,贫胺液温度可降低至59℃,减小贫胺冷却器的负荷;富胺液温度可提升至97℃,减小导热油炉热负荷。
2.2 气体及副产品回收技术
LNG工厂生产过中分子筛脱水单元再生气(0.8 MPa)因较原料气压力下降需要回收,日均5万m3,通常情形下需经压缩机增压至原料气压力后返回工厂入口循环利用。因储罐吸热、充装单元放空等因素产生了较大量的BOG,日均2~3万m3,压力25 kPa,通常情形下需经压缩机增压后方可利用。LNG工厂产生的轻烃副产品需外运至其他工厂深加工。
某LNG工厂在选址时,将LNG工厂与LPG回收装置合建,则可将工厂再生气以及装置开车气体返回LPG外输气管网,直接销售。可将轻烃副产品利用工厂重烃分离器(3.28 MPa)与LPG装置脱乙烷塔(1.4 MPa)的压差输送至LPG装置脱乙烷塔内;可将BOG气体优先用于工厂燃料气系统,剩余的气体由25 kPa压缩至0.2 MPa后管输至LPG装置低压分离器中,节约LNG工厂能耗。
2.3 混合冷剂配方优化设计
混合冷剂技术具有流程简单、机组设备少、投资少、能耗低等特点,目前世界上80%的基本负荷型天然气液化装置都采用了混合冷剂液化流程[2]。冷剂中重组分如C5H12的耗能小但制冷效果差,轻组分如N2、CH4的制冷效果好但耗能大。因此,混合冷剂配方的选择将较大程度影响冷剂压缩机耗能水平。某LNG工厂根据各冷剂组分存在特定的制冷温区特点及冷剂压缩机各级压力匹配情况,选择了 N2、CH4、C2H4、C3H8、C5H12作为冷剂的基本组成,使液化单元压缩机耗能控制在合理水平。但混合冷剂配方的确定需要设计者较为熟练地使用相关软件,根据工况参数进行模拟计算并不断优化。因此,在设计阶段,建设单位应尽量准确地提供工况参数,确保计算结果与实际贴近。
2.4 循环水系统优化设计
循环水冷却效果影响冷剂压缩机的运行,因此该环节的设计需考虑水冷器经过一段时间运行后效率可能下降,略留富裕量。同时,对于北方地区,应考虑先空冷后水冷的方式,适当降低循环水温度,减小蒸发损失,达到节能节水的目的。
3 管理环节的节能技术
3.1 分子筛脱水环节节能
分子筛工艺可选择两塔、三塔、四塔工艺,刘刚提出在成本费用较为紧张的情形下选择两塔工艺,在产量任务繁重的情形下选择三塔工艺。李明等人研究得出在处理量达到一定规模的情况下,四塔方案的设备投资、再生气用量及操作费用均少于三塔方案及两塔方案[1]。新建装置应充分对比两塔、三塔、四塔工艺技术经济指标及能耗差异,并选择合适装机容量。
再生环节为耗能环节,需要重点考虑。分子筛再生气流量是根据脱水负荷、再生周期、再生温度、再生气比热及焓值、分子筛及吸附塔比热及质量等参数计算得到。但在实际生产过程中由于生产负荷的变化、气质组分的变化等原因,再生气量可比设计值低,生产管理时需根据生产实际情况及时调整再生气量以减少分子筛加热炉燃气消耗。对再生气流量可以采取“提温变量”控制方法,即当分子筛再生气出口温度达到180℃后,结合脱水后露点情况适当降低再生气量,可实现节约10%以上的燃气,丁建成[3]提出过以上方法的具体应用。
另外,因再生气(0.8 MPa)与引气原料气系统(3.5 MPa)压差较大,该过程造成了压力能的损失,若0.8 MPa的再生气可就地销售输送给用户,则其流量的增大只是小幅增加燃气消耗;若0.8 MPa的再生气压力能过低而需要增压并入高压输气管网销售,则应尽量减小再生气量,以减少电耗。以0.8 MPa的天然气压缩至4.0 MPa为例,压缩单耗约为0.08 kW·h/m3;将再生气流量减少500 m3/h可减少耗电960 kW·h。
当LNG工厂与LPG装置合建时,则更为节约的方法是将LNG工厂再生气引自LPG装置重接触塔顶调节阀前,以5万m3/d的再生气量计,可减少耗电4 000 kW·h/d。
3.2 BOG回收环节节能
LNG工厂BOG的产生主要包括储罐蒸发、LNG产品装车、生产过程如再生气分水罐、分子筛出口过滤器排污等。通常LNG储罐的日蒸发率约为0.3%[4],以某厂5 000 m3LNG储罐实际运行情形看,日蒸发率约为0.13%,主要原因为该储罐较新,保温设施良好,储罐温度变化小,另外适当提升储罐的运行压力,某2万m3LNG储罐压力从112 kPa提升至115 kPa后减少BOG量2 000 m3/d[5]。此外,应优化LNG充装车辆衔接,减少放空量;做好各LNG管路的保冷工作,减小热量损失。
3.3 循环水系统节能
循环水系统向脱酸气冷却器、解吸塔顶冷却器、贫胺冷却器、再生气冷却器、冷剂压缩机级间及出口冷却器以及BOG压缩机提供冷量,总体热负荷较大。该系统主要由冷却塔、循环水泵、软化水装置、喷淋泵、软化水补水管道等组成,设计循环水流量为1 350 m3/h。耗电设备主要为循环水泵(2台132 kW电机运行)、冷却塔喷淋泵(16台3.7 kW电机运行)、冷却水塔风机(8台15 kW电机运行),耗电量主要取决于设备运行数量,而设备运行数量取决于热负荷需求。冷却水塔水的损耗主要为蒸发损失,随循环水进塔温度和流量变化,即随热负荷变化。因此,循环水系统的节能体现在轻微调整热负荷,包括根据原料气中二氧化碳含量适当降低解析塔底温度;定期清洗各水冷器,清除水垢确保冷却效果;根据季节特点,调整冷却水塔喷淋泵及风机运行数量。
3.4 提升装置运行平稳率
LNG工厂停车后造成冷剂放空损失,同时恢复正常运行时间较长,开车过程中造成原料天然气压力能损耗及液化前序单耗耗能,因此应加强生产运行管理,减少设备故障停车概率;并协调上游电力系统提高可靠性。
4 节能效果
通过采取以上措施,该装置能耗为16.7 tce/d,单位能耗约为0.06 kgce/m3,与其他装置比对详见表1。从表1可知,该装置天然气、新鲜水消耗较低;电力消耗受原料气压力影响较大,压力越高,电耗越低,有条件应选择压力较高的气源附近建工厂。

表1 主要能耗比对分析
5 结论
LNG生产过程中能耗、水耗较LPG、CNG等装置均高,尤其要注重设计时做好装置系统内余热、余压的利用,达到节约燃气、电力的目的。此外,在日常运行过程中,需要注重管理细节,精细调整各项参数,注重设备维护保养,及时根据装置负荷情况优化装置运行,降低装置能耗、水耗。
