燕山乙烯装置急冷水系统的优化调整
2020-04-08彭冠宇刘锋张海泉余仁杰王勇
彭冠宇,刘锋,张海泉,余仁杰,王勇
(中国石化燕山分公司,北京102200)
中国石化燕山分公司乙烯装置(以下简称燕山乙烯)为我国首套由国外引进,产能30万t/a。该装置采用鲁姆斯(Lummus)顺序分离工艺,经过两次大规模扩能改造,设计乙烯产能达到80万t/a,形成了“两头一尾”的格局,老区与新区分别拥有一套裂解炉、急冷、压缩系统,裂解气加压至3.61 MPa后汇合进入分离单元进行深冷分离。裂解单元急冷水系统处于老区裂解炉区和压缩工序之间,作为裂解气预分馏装置的一部分,能够冷却裂解气,回收低位热能,同时分离出裂解气中的绝大部分水和汽油,其运行状况对压缩系统、稀释蒸汽发生系统以及汽油分馏塔热负荷分布等有重要影响[1]。
1 急冷水系统
1.1 工艺流程
裂解老区急冷水系统的主要任务是通过两段急冷水循环将汽油分馏塔送来的裂解气进一步降温,同时将稀释蒸汽冷凝,进行循环使用,多余部分用于发生稀释蒸汽或排污。冷却的裂解气输送至后系统升压后再逐步进行分离。从裂解气中冷凝下来的水和裂解汽油在塔釜通过自然沉降进行油水分离。汽油槽内的裂解汽油经汽油循环泵送至汽油分馏塔作回流,部分作为重汽油产品送出界区;塔釜热的急冷水大部分用于裂解原料预热及冷区部分分离塔再沸器的热源,再通过冷却水换热器进一步冷却返回急冷水塔。少部分急冷水经过加料泵(GA-106A/B/C)加压输送至工艺水汽提塔塔,经过汽提后的工艺水送入稀释蒸汽发生器汽包,产生稀释蒸汽。工艺流程见图1。
1.2 存在问题
1)原料轻质化后急冷水系统偏离设计工况
近年来,随着乙烯装置原料结构的调整,原料品质逐渐趋向于轻质化,轻石脑油、气体原料的占比越来越高,因此裂解气中轻组分收率增加,携带热量进入后系统,使急冷系统的热负荷后移,偏离原始设计工况,给操作带来较大困难。
2)急冷水乳化趋势明显
急冷水乳化是指急冷水呈乳白色,在急冷水塔DA-103内油水混合不能分层。引起急冷水乳化的原因主要有急冷油塔塔顶温度过高、急冷水pH值过高、急冷水塔回流温度过高、重油进入急冷水系统等。2017年11月14日,DA-103曾出现玻璃板内油水界面消失的情况,通过及时补入新鲜水,界面得到暂时恢复。
轻度的乳化会造成汽油带水、工艺水带油而使急冷系统大面积紊乱,如果引发稀释蒸汽带油较多还会影响裂解炉的烧焦进程,同时也会对急冷水用户的加热能力造成影响。重度的急冷水乳化将造成外排水严重超标甚至装置被迫大面积停车的生产事故。

图1 燕山乙烯装置急冷水系统流程
2 技术分析与解决措施
2.1 维持汽油分馏塔回流量
根据SPYRO模拟结果,急冷重质裂解汽油组分收率随原料变化相差较大,裂解NAP、LNAP、LPG产生的C9含量分别为1.77%、0.36%、0.035%。因此,原料轻质化后重汽油不仅产量明显减少,而且由于分子量变小,C9重组分在急冷水塔中的冷凝量也减少,影响汽油分馏塔DA-101的汽油回流量。在DA-101回流量不足时,过多的重组分会随塔顶裂解气进入DA-103塔,增加了急冷水乳化的趋势。2017年10月以来,DA-103塔汽油干点数据如图2所示,均高于设计值205℃,是急冷水出现乳化的潜在原因之一。
为保证DA-101塔的回流量,尤其是在装置低负荷运行过程中,裂解单元在DA-103塔汽油界面低时,从储运厂油品车间返接重汽油到DA-103塔。当油品车间重汽油库存较低时,会掺入部分碳八装置抽余油(C8组分)送乙烯装置。通过文献调研发现,上海石化乙烯装置返接汽油的位置为裂解汽油泵进口,再通过汽油分馏塔塔顶回流管线进入汽油分馏塔顶部,经汽化后随裂解气进入到急冷水塔并冷凝下来,从而避免将汽油直接补入急冷水塔造成急冷水乳化的问题,该流程值得借鉴[4]。

图2 DA-103汽油干点变化趋势
2.2 急冷水换热器流程优化
急冷水塔塔顶温度控制塔顶出口裂解气的组成,通常控制在40℃以下。该温度越低,带入裂解气压缩机的水分及汽油馏分越少,裂解气平均分子量越低,裂解气压缩机功耗越低,吸入量提高。塔顶温度过高,塔顶裂解气将夹带过量水蒸气和裂解重质汽油,给压缩系统操作带来困难,并增加压缩机内部结垢的可能性,还为分离系统裂解气干燥器增加负荷。
受急冷水泵GA-104输送能力的限制,DA-103塔急冷水循环量在高负荷时没有太多提升空间。因此,控制DA-103塔顶回流急冷水的温度是控制顶温的有效手段。裂解单元急冷水循环原有流程为:从1#丙烯精馏塔DA-406的再沸器EA-424A/B/C和2#丙烯精馏塔DA-456的再沸器EA-474A/B等急冷水用户返回的急冷水充分混合后,分别进入EA-130A/B/C/D/E和EA-131B使用二次水(IW)冷却,其中,EA-131A/B经过流程改造后,与EA-151A/B串联,急冷水在EA-151A/B内用冷却水(SW)进一步冷却。由于各用户急冷水侧的压降不同,因此可能出现竞争关系,并且EA-151A/B的冷却能力不能充分发挥。
为解决该问题,对急冷水冷却流程进行了变更,如图3所示,开启B阀,关闭A阀及C阀,EA-424A/B/C等急冷水用户返回的急冷水经EA-130A/B流向EA-151A/B后,送DA-103塔回流。EA-474A/B等急冷水用户返回的急冷水送入EA-130D/E及EA-131B,冷却后送DA-103塔回流。变更后,DA-103塔顶温度明显降低,由37℃将至33℃。流程切换过程中,为避免DA-406与DA-456两个大的急冷水用户局部联锁停车对急冷水系统造成冲击,特制定了相应的应急预案。
为验证流程变更后各换热器的热负荷分布,及时发现偏流等非理想工况,使用超声波测量冷却水和急冷水的流速,得到的数据如表1所示。根据测量结果,并联的换热器组合,包括EA-130A/B,EA-130E/D,EA-151A/B,急冷水侧流量基本一致,未出现明显偏流。在下一步的工作中,为保障急冷水各换热器的换热效果良好,建立急冷水换热器台账,及时判断换热器的换热器效果,对换热效果变差的换热器,及时切出清焦,以保障急冷热量能得到有效回收,防止热量在急冷水塔内积累,造成急冷水温度过高。同时,由于EA-130A/B出口的急冷水在EA-151B入口前出现了逆流,即部分急冷水流向FIC-125,未能进入EA-151B充分冷却,若能将该管段进行封堵,可以进一步提高DA-103塔顶、塔釜温度的操作弹性。
2.3 急冷水pH值的控制

图3 急冷水冷却系统变更后流程
影响急冷水pH值的主要因素有裂解原料中酸性物质含量、裂解过程中有机硫的注入量、裂解过程中生成的酸性气体量、急冷系统中注入的NaOH碱液量等[2]。
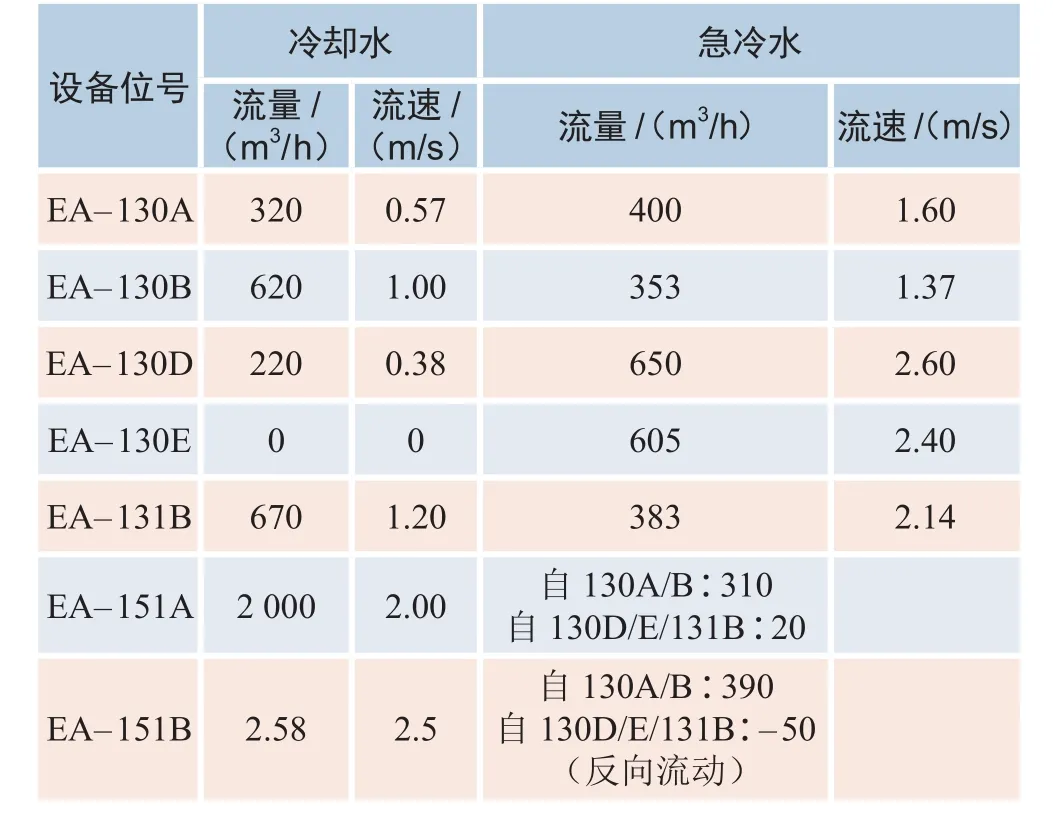
表1 各急冷水冷却器负荷分布情况
原料中携带的硫化物和裂解过程中注入的DMDS(如:硫醇、硫醚、噻吩等)在高温条件下可与氢或水蒸气反应生成H2S和CO2:
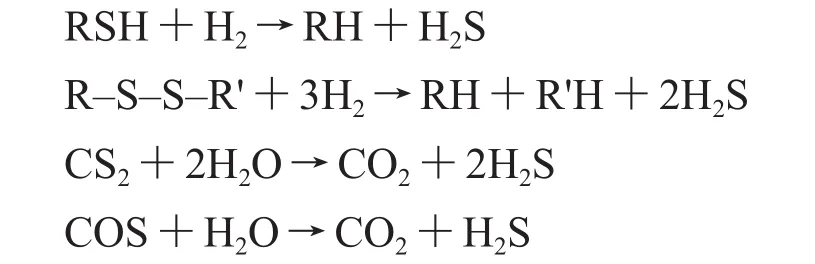
裂解过程中炉管表面的焦炭与水蒸气可以反应生成CO和CO2:

可以看出,伴随裂解过程生成的酸性物质与气相裂解原料中的CO2随裂解气进入急冷水系统,最终溶解到急冷水中。酸性气体溶解到急冷水中后形成的碳酸、亚硫酸、硫酸、H2S等酸液与注入到急冷水系统中的碱性药剂(NaOH)直接影响着急冷水的酸碱度。
装置原有的pH值控制方案为根据离线分析数据调整注碱量。由于不能及时掌握急冷水的pH值变化情况,注碱量调整相对滞后,造成pH值波动明显,影响急冷水水质。为探索优化操作方案,将DA-103塔釜急冷水离线取样点数据S-2110与在线pH计AI-2102对比,如图4所示。可以发现,AI-2102的变化趋势与S-2110一致,可以作为调整注碱量的参考标准。实施新的调整方案后,S-2110的pH值能够稳定在8.3,如图5所示,超标次数明显减少。
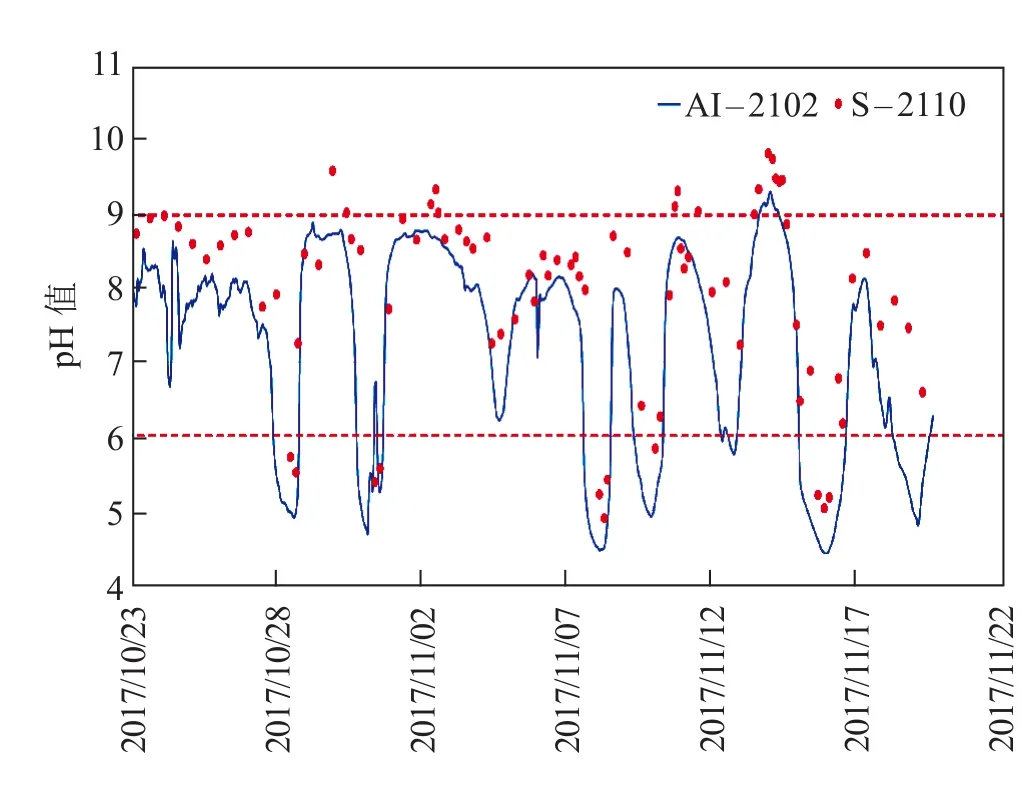
图4 在线AI-2102与S-2110数据对比
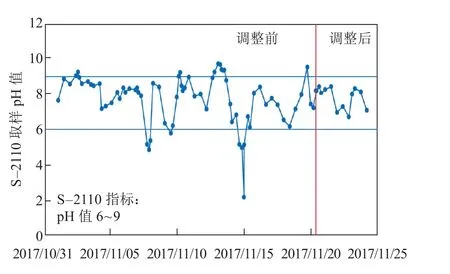
图5 调整方案实施前后急冷水pH值变化趋势
2.4 破乳剂的使用
为尽快改善急冷水的乳化趋势,选用某公司新型破乳剂,使用计量泵按照工艺水中破乳剂浓度保持2μg/g的标准,向急冷水中注入。配合pH值优化调整方案,急冷水的乳化情况得到明显缓解。对比调整前后所取的急冷水样品可以看出,调整后,急冷水清澈透亮,无明显带油。
2.5 优化调整对后系统的影响
采用调整汽油分馏塔回流量、优化变更急冷水冷却器流程、优化急冷水pH值调节方法等措施后,急冷水系统的运行状况得到显著改善,汽油分馏塔DA-101、急冷水塔DA-103塔顶温度得到控制,急冷水系统pH值趋于稳定,急冷水乳化趋势缓解。同时改善了乙烯装置后系统的运行状况。
如图6所示,急冷水塔DA-103塔顶温度降低后,冷却和捕捉裂解气中汽油和水的能力增强,随裂解气进入压缩分离系统的汽油组分减少,从而减少了裂解气压缩机GB-201的负荷。
急冷水水质改善后,急冷水中油含量减少,明显增强其在丙烯精馏塔再沸器内的传热能力。在满足相同传热量的前提下,所需要的急冷水热源的用量明显减少。这不仅保证了丙烯精馏塔有更好的操作弹性,也降低了丙烯精馏塔所需要的急冷水的入口温度,即降低了急冷水塔DA-103的塔釜温度。

图6 分离单元裂解汽油送出量变化
3 结论
在燕山乙烯装置老区急冷水系统运行不平稳,出现乳化的趋势后,采取了向系统内补入汽油维持汽油分馏塔回流量、优化变更急冷水冷却器流程、优化急冷水pH值调节方案、注入破乳剂等措施,急冷系统的运行状况得到显著优化,不仅抑制了急冷水的乳化趋势,同时降低了分离压缩系统的运行负荷,增强了装置的操作弹性,为乙烯装置的长周期满负荷运行提供了保障。
