基于铝热反应的金属结合剂金刚石工具初探
2020-01-13李明聪陈家泓黄耀杰廖燕玲张凤林
李明聪,陈家泓,黄耀杰,廖燕玲,赵 轩, 张凤林
(广东工业大学 机电工程学院,广东 广州 510006)
金属结合剂金刚石工具广泛应用于花岗岩、大理石、陶瓷、玻璃等硬脆材料的磨削、成型、切割[1,2]。按照结合剂主要合金元素可将金属结合剂金刚石工具分为钴基,镍基,青铜基,铁基等几种类型。钴的价格昂贵, 且属于国家战略性物质,铁基结合剂由于价格低廉,经强化后可以获得较好的性能,因此以铁代钴制备金属结合剂金刚石工具是一个重要的趋势[3]。
自蔓延高温合成是基于放热化学反应的基本原理,利用外部能量使反应物局部被点燃,形成燃烧波并放出热量,此后,反应在自身放出的热量支持下继续进行,直至反应完成[4]。刘明耀等以锡青铜为结合剂基础,通过添加铝、钛等活性元素,自蔓延烧结了金刚石砂轮,并与热压烧结法制备的金刚石砂轮进行了对比,发现能源消耗大幅降低,砂轮锋利性明显提高[5, 6]。周玉梅等在 Ni-Al 体系中加入金刚石磨料,研究了金刚石磨料对自蔓延反应过程的影响和自蔓延反应后金刚石的表面形貌及强度变化,结果表明,与 Ni-Al 体系相比,金刚石 Ni-Al 体系的燃烧波速度会降低 33%,反应后金刚石的平均抗压强度降低 23%[7,8]。张凤林等研究了马弗炉加热、真空炉加热和高频感应加热等不同加热方式对自蔓延烧结单层金刚石磨削工具的影响,指出感应加热法是 Ni-Al 体系自蔓延制备单层金刚石磨具的最佳方法[9]。在 Ni-Al 体系中加入 Ni-Cr-P 合金、Cu 和 B 等混合粉做稀释剂,能够降低燃烧波速度和自蔓延反应温度,提高结合剂对金刚石磨粒的把持力,所制备的金刚石砂轮在磨削人造合成蓝宝石的试验中表现出了磨损率小等优点[10]。
铝热反应是自蔓延反应中的特殊的一种形式,其中, Al-Fe2O3是一种传统铝热剂, 能量密度为3.71 kJ·g-1。反应式如下:3Fe2O3+8Al→2Fe3Al+3Al2O3[11],以往的研究多将铝热反应应用于焊接、粉末冶金、新材料合成、表面涂覆等领域[12,13,14],但目前利用铝热反应制备铁基金属结合剂金刚石砂轮的研究还比较少。因此本文尝试利用铝热反应合成Fe-Al体系金属结合剂,旨在获得一种新型的金属结合剂金刚石工具制备的相关理论和方法,并初步对反应机制、烧结工艺及加工性能进行探索。
1 实验方法
本文采用的原材料包括Fe2O3粉、Al粉等,具体材料参数见表1。将摩尔比为3∶8的Fe2O3粉和Al粉置于行星式球磨机中进行混合球磨, 球磨机的转速为250 r/min, 时间为5 h, 球料比为10∶1。然后将球磨后的粉末在250MPa的冷压压力下成坯,随后置于真空热压烧结炉内进行燃烧反应, 炉内加热最高温度依次为930℃、1030℃、1130℃、1230℃, 保温时间为25 min,加热过程中炉内真空度不小于10-2Pa,最后得到铝热反应金属结合剂。
制备铝热反应金刚石工具时,在上述配方基础上加入微量Si、B、Ti等元素优化结合剂性能,并通过高频感应加热线圈对铝热反应结合剂金刚石刀头与45钢基体进行焊接。

表1 原材料的参数
制备的金刚石工具结构见图1所示。
差示扫描量热分析(DSC)使用德国NETZSCH公司生产的STA449F5型热重及同步分析仪,保护气氛为Ar气,升温速率10℃/min;用阿基米德排水法测试结合剂的致密度;在QT-1166型万能材料试验机上采用三点弯曲方式测定其抗弯强度;使用HR-150DT电动洛氏硬度计测试其硬度;采用型号为S500Z1的日本(brother)精机立式铣床进行工件表面磨削,加工过程转速4000r/min,进给速度95mm/min,磨削深度0.1mm,磨削工件为建筑陶瓷砖,再使用Kistler9257BA压电晶体测力仪测量磨削力;使用X射线能谱仪(EDS)和X射线衍射(XRD)对铝热反应金属结合剂产物进行表征;采用扫描电子显微镜(SEM)观察结合剂、砂轮及工件的微观形貌。

图1 制备的金刚石工具结构示意图Fig.1 Schematic illustration of the structure of the prepared diamond tool
2 实验结果与分析
2.1 Fe-Al体系铝热反应DSC分析
图2为Fe-Al体系铝热反应过程典型的DSC曲线。可以看出:高温下存在一个吸热峰和一个放热峰,其中在668.4℃出现吸热峰,在1028.8℃处出现放热,1043.7℃形成一个较强的放热峰,668.4℃对应于铝的熔化吸热,1028.8℃开始发生铝热反应,达到1043.7℃则反应发生较为完全。为获得铝热反应结合剂,热压烧结温度应该控制在1028.8℃附近,为此,我们后续研究了不同温度热压烧结条件下结合剂的物相和力学性能。

图2 铝热反应DSC分析结果Fig.2 DSC analysis of aluminothermic reaction
2.2 热压烧结温度对铝热反应结合剂的影响
图3是在不同温度条件下热压烧结燃烧反应产物的XRD图。由图可知, 930℃热压烧结生成物有Fe、Fe3Al相以及少许的Al2O3及FeAl2O4(尖晶石)相。但随着反应温度的提高,除了有Fe、Fe3Al相外,FeAl2O4(铁铝尖晶石)相含量增加。说明随着温度的提高,反应能更加充分地进行。

图3 不同烧结温度下铝热反应结合剂XRD图谱Fig.3 XRD patterns of aluminothermic reaction bond under different sintering temperature
2.3 热压烧结温度对铝热反应结合剂力学性能的影响
热压烧结温度对铝热反应结合剂的硬度、致密度和抗弯强度的影响如图4到图6所示。从图中可以看出, 随着热压烧结温度的增大, 结合剂的硬度、致密度和抗弯强度都随之升高。这与Fe2O3的高熔点(1565℃)有关,Al在930℃时已呈液相,随着烧结温度的提高,Fe2O3流动性得到改善,其烧结致密度也因此提高,而烧结致密度对粉末冶金烧结制品的硬度和强度有明显的影响。同时反应愈充分就会生成更多的Fe3Al硬度增强相,相应提高了结合剂的硬度。

图4 热压烧结温度对铝热反应结合剂硬度的影响Fig.4 Effect of sintering temperature on hardness of aluminothermal reaction bond

图5 热压烧结后样品的致密度Fig.5 Density of samples sintered.
2.4 铝热反应结合剂金刚石工具微观结构
经上述研究优化,我们选择1230℃作为热压烧结温度并制备了铝热反应结合剂金刚石工具,升温速率为10℃/min。为减少较高烧结温度对金刚石的弱化作用,使用了镀钨金刚石。图7a-b为不同放大倍数下金刚石工具的断口形貌。从图中可以看出,金刚石工具的断面无明显的裂纹、气孔等缺陷。结合剂呈细密的网纹结构, 断面表现出了明显的脆性断裂特征。图8是金刚石工具中结合剂与金刚石结合界面的面扫描能谱图。从图中可以发现, Al元素均匀地分布在金刚石周围。

图6 热压烧结温度对铝热反应结合剂抗弯强度的影响Fig.6 Effect of sintering temperature on bending strength of aluminothermal reaction bond.
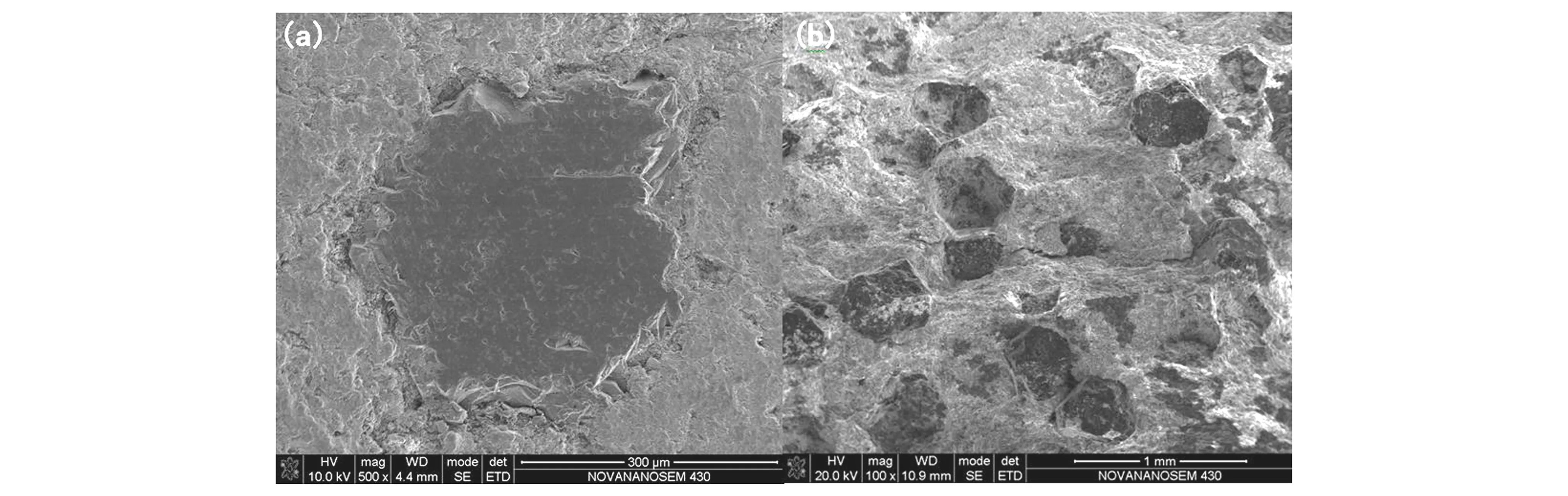
图7 1230℃条件下真空热压制备铝热反应结合剂金刚石工件的SEM照片Fig.7 SEM images of diamond tool with aluminothermic reaction bond at the sintering temperature of 1230℃

图8 金刚石磨具样品结合界面EDSFig.8 SEM images of bonding interface between diamond grit and element
2.5 铝热反应结合剂金刚石工具的加工性能
经测试,铝热反应结合剂金刚石工具的硬度为106.5HRB。图9为铝热反应结合剂金刚石工具在干式和湿式条件下加工建筑陶瓷砖的磨削力对比图。其中Ft、Fn、Fz分别为切向力,法向力和轴向磨削力。由图中可以看出,湿磨的磨削力明显比干磨的低。
2.6 被加工材料与金刚石工具表面形貌
图10为加工前后陶瓷表面微观形貌。建筑陶瓷砖在干式磨削中主要以大块崩碎脆性去除为主,加工后表面质量较差,湿磨状态下,陶瓷砖表面质量提高,大块崩碎去除明显减少。干式磨削加工后陶瓷的表面粗糙度Ra为6.95μm,湿式磨削加工后陶瓷的表面粗糙度Ra为3.14μm,说明湿式加工有效的冷却和润滑在获得较低的磨削力的同时,也使得被加工材料脆性大块崩碎的现象减少,磨削表面质量更好。

图9 铝热反应结合剂金刚石工具干式和湿磨加工磨削力Fig.9 Grinding force of diamond tools of aluminothermic reaction bond with dry and wet grinding
图11为铝热反应结合剂金刚石工具干磨及湿磨后的表面形貌。由图可以看出,磨削中金刚石没有出现整颗脱落的现象,干磨状态下,结合剂容易出现裂纹,湿磨下也存在一些微裂纹,说明该类型结合剂的脆性较大,容易由于磨削应力和热应力出现裂纹;此外,工具整体耐磨性还存在不足,金刚石的出刃较低,也没有普通金属结合剂与金刚石之间形成的蝌蚪尾支撑结构,这一方面可能是因为反应热压烧结温度过高,导致即使经过镀钨,也会使金刚石出现明显弱化,从而出现金刚石强度降低,耐磨性差的情况,另一方面,由于结合剂硬度和脆性较大,不能有效地磨损使金刚石形成出露出刃,因此,对铝热反应结合剂金刚石工具的成分和制备工艺还需要进一步深入研究。

图11 铝热反应结合剂金刚石工具磨损SEM照片Fig.11 SEM images of diamond tools with aluminothermic reaction bond:(a)dry grinding,(b)wet grinding
3 结论与展望
初步探索了基于铝热反应的金刚石工具的制备方法,测试了工具的微观结构、力学性能及加工性能。主要结论如下:
(1)在热压烧结的条件下,Fe2O3-Al复合粉体在1028.8℃开始发生铝热反应。在热压烧结过程中,随着温度的提高,FeAl2O4(铁铝尖晶石)含量有所增加,同时结合剂的硬度、致密度和抗弯强度随温度升高而增加。
(2)制备的铝热反应结合剂金刚石工具初步测试可以对建筑陶瓷砖进行干式和湿式加工,但工具的耐磨性还存在不足。这种铝热反应结合剂金刚石工具还需要进一步对其成分和制备工艺进行深入研究。
