转向架焊接部件预热温度的确定方法
2020-01-03
(长春轨道客车股份有限公司,吉林长春130062)
0 前言
转向架是列车最关键的部件之一,它承担着列车的全部载荷。转向架产品的焊接质量要求较高,绝对不允许有超标的焊接缺陷,尤其是裂纹。冷裂纹大致可分为淬硬性裂纹、低塑性脆化裂纹和延迟裂纹三种。前两种裂纹一般发生在淬硬性较大和低温时塑性较低的材质上。而转向架产品母材塑性较好,一般是延迟裂纹,这种裂纹可能在几小时、几天、甚至更长时间后才会出现。钢材的淬硬倾向、焊接接头中的氢含量及其分布、焊接接头的拘束应力状态是形成延迟裂纹的三大要素。它们共同作用达到一定程度时,在焊接接头上就形成冷裂纹。本文选取转向架构架的典型焊接接头为例,介绍了如何确定转向架部件的预热温度。
1 预热防止冷裂纹的原理
预热是防止冷裂纹的有效措施。预热时,由于在冷裂纹敏感温度区间停留时间较长,大部分氢已在高温下从焊接区逸出,降至较低温度时,残留的扩散氢不足以引起冷裂纹[1]。
2 转向架构架接头型式介绍
转向架构架都是H型焊接结构,由横梁、侧梁组成,如图1所示。构架的各部件由3~70 mm厚的钢板、锻件及极少不锈钢座组焊而成,接头形式有角焊缝、全熔透对接焊缝、不全熔透对接焊缝、不全熔透T型接头等。
图1 转向架构架示意
本文选取转向架构架中的典型接头形式——不全熔透T型接头(见图2)作为代表,分析如何通过母材的碳当量、组合厚度、焊接热输入、氢含量级别四个要素来确定预热温度。
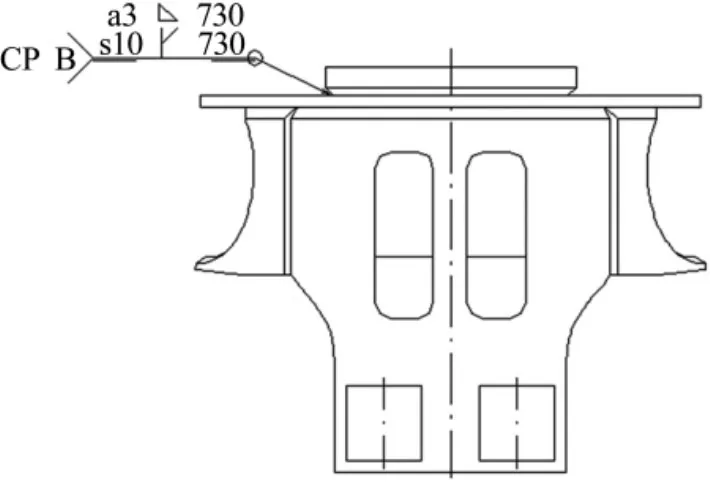
图2 不全熔透T型接头示意
3 确定预热温度的四要素
确定钢的预热温度方法很多,如用碳当量CE[2]和图表法[3],而本文介绍的根据碳当量、组合厚度、热输入和氢含量四要素共同确定预热温度的方法更加简洁、易懂。
3.1 碳当量CE
根据钢材化学成分与焊接热影响区淬硬性的关系,将钢中合金元素(包括碳)的含量按其作用换算成碳的相当含量(以碳的作用系数为1)作为粗略地评定钢材冷裂倾向的一种参考指标。碳当量CE的计算公式如下[4]:

此公式不适用于含硼的钢。
3.2 组合厚度
组合厚度D为母材距焊缝轴线75 mm范围内厚度平均值的和,几种特殊形式接头组合厚度的计算公式如图3所示。

图3 组合厚度示意
3.3 热输入
熔焊时,热源以一定速度移动。一般用热输入来衡量热源的作用。计算公式为

式中 Q为热输入(单位:kJ/mm);U为电弧电压(单位:V);I为焊接电流(单位:A);v为焊接速度,即电弧移动速度(单位:mm/s);k为热效率,取决于所用焊接方法,如表1所示[5]。
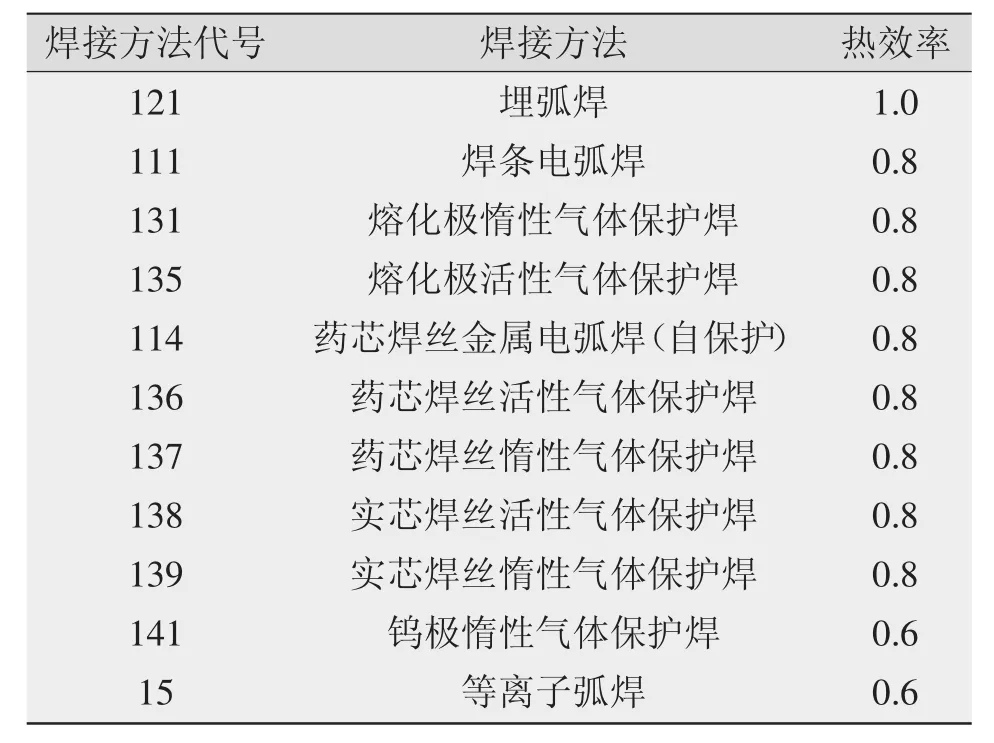
表1 热效率k
3.4 氢含量
氢含量级别主要根据焊缝中所允许的扩散氢含量来决定,具体如表2所示。

表2 氢含量级别
不同的焊接方法,对应不同的氢含量级别:
碱性焊条的氢含量级别应为B级~D级;纤维素和金红石类型的焊条应为A级。
药芯焊丝和实心焊丝应为B级~D级,这取决于制造商对焊丝的分类;埋弧焊焊丝和焊剂应为B级~D级,一般选用C级。
气体保护焊的实心焊丝和TIG焊应为D级,除非有特殊要求才会使用E级。
4 确定预热温度的方法
已知碳当量、组合厚度、焊接热输入、氢含量四个因素后,就可从图4~图16所示的预热温度曲线中进行查找(只适用于碳当量在0.3%~0.7%的钢材)。

图4 碳当量不超过0.30~0.46的预热温度曲线
确定预热温度的具体步骤如下:

图6 碳当量不超过0.38~0.50的预热温度曲线

图7 碳当量不超过0.41~0.52的预热温度曲线
(1)首先应该由氢含量级别和母材的碳当量来确定所要选取的曲线。
(2)在该曲线中找出横坐标焊接热输入和纵坐标组合厚度的交点。
(3)该交点在哪个温度区间,就能确定该条件下所需的预热温度是多少。
母材1材质S355J2+N,30<板厚≤150,最大碳当量0.47;母材2:材质S355J2W+N,最大碳当量0.45。接头形式:T型接头;板厚:d1=d2=14 mm,d3=65 mm;焊接方法:CO2气体保护焊;焊接参数:U=28 V,I=270 A,v=4.5 mm/s。组合厚度 D=14+14+65=93;由表1可知,CO2气体保护焊的热效率k应为0.8,故热输入为1.344 kJ/mm;CO2气体保护焊的氢含量级别应选择D级。

图8 碳当量不超过0.43~0.55的预热温度曲线
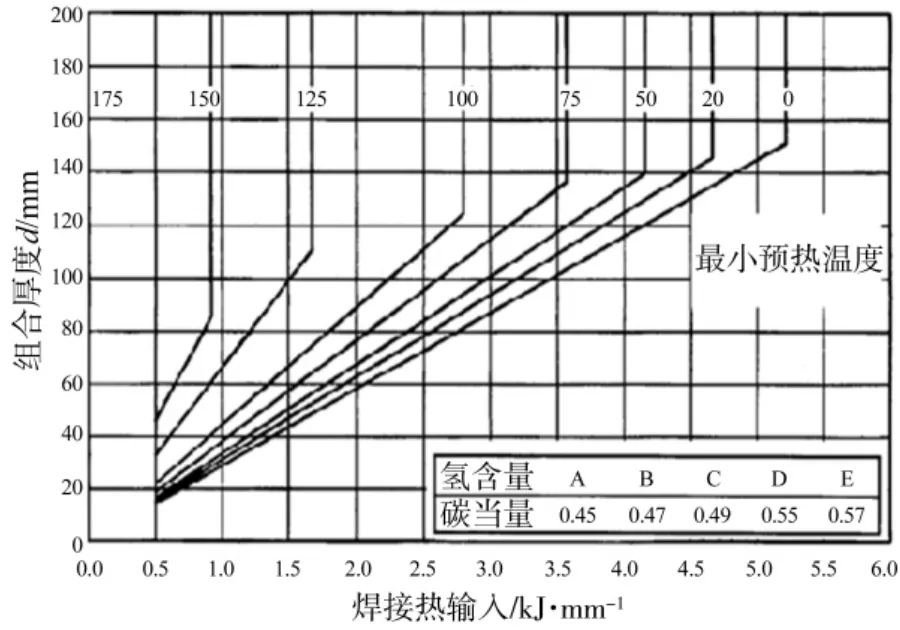
图9 碳当量不超过0.45~0.57的预热温度曲线

图10 碳当量不超过0.47~0.60的预热温度曲线

图11 碳当量不超过0.49~0.62的预热温度曲线

图12 碳当量不超过0.51~0.64的预热温度曲线

图13 碳当量不超过0.53~0.66的预热温度曲线
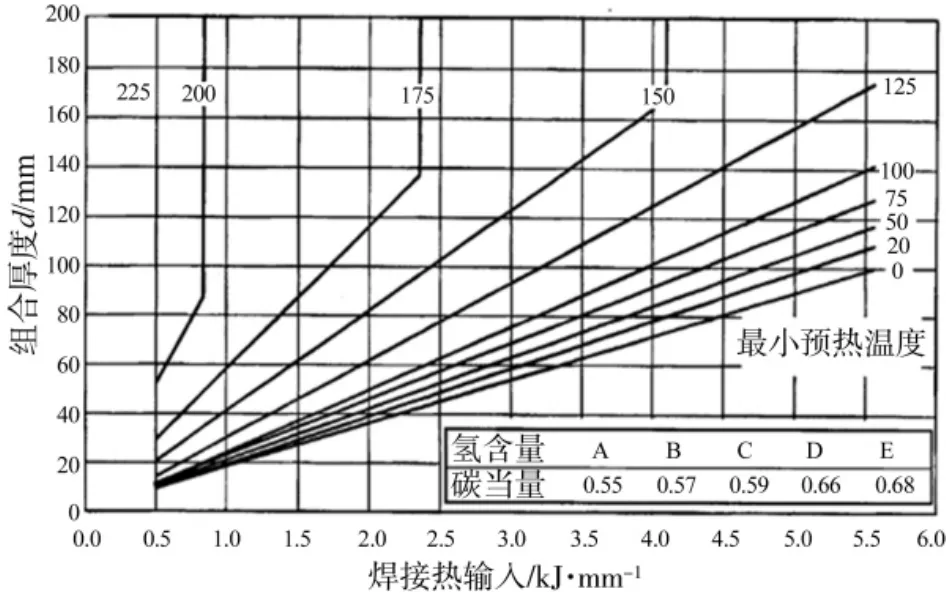
图14 碳当量不超过0.55~0.68的预热温度曲线

图15 碳当量不超过0.60~0.70的预热温度曲线

图16 碳当量不超过0.62~0.70的预热温度曲线
母材1预热温度:将最大碳当量0.47%、组合厚度93 mm、热输入1.344 kJ/mm、氢含量D级对应到图4~图16中可知,图6就是所要选择曲线,再找到横坐标1.344 kJ/mm与纵坐标93 mm的交点,该交点20℃到50℃温度线之间,大约在48℃,如图17所示。由此可得出结论,这种焊接条件下母材1的最小预热温度为48℃。
母材2预热温度:该母材的最大碳当量0.45、组合厚度93 mm、热输入1.344 kJ/mm、氢含量D级,对应到图4~图16中,由氢含量D级、最大碳当量0.45%可知,图5就是所要选择曲线,再找到横坐标1.344 kJ/mm与纵坐标93 mm的交点,该交点交在温度线之外(如图18所示),由此可见该焊接条件下的母材2无需进行预热。
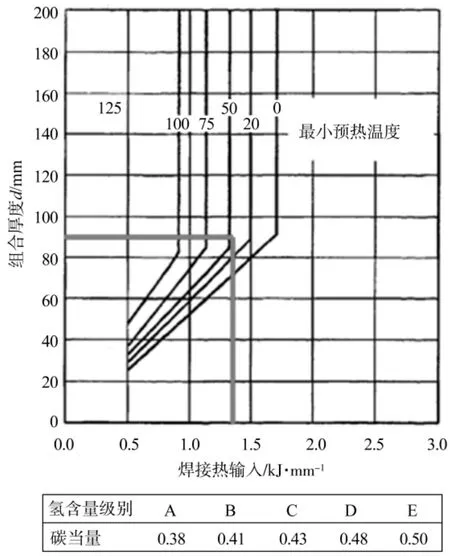
图17 确定T型接头母材1最小预热温度示意

图18 确定T型接头母材2最小预热温度示意
5 结论
介绍了根据母材碳当量、组合厚度、热输入和氢含量来对应预热温度曲线,进而确定预热温度的方法。在文中示例的接头中,同一接头两母材即使组合厚度、热输入、氢含量都一致,但由于母材2的碳当量略低于母材1的碳当量,根据预热温度曲线,母材2不需要预热,而母材1需要预热约48℃。此种预热温度的确定方法,不仅仅适用于转向架产品,同样适用于所有碳当量在0.3%~0.7%的非合金细晶粒钢和低合金钢产品,对制造、工程等行业是否预热,具有很好的指导意义。
