750 kV变电站GIS设备波纹管失效分析
2020-01-03罗宏建李正刚吴忠烨赵洲峰周宇通赵利军
罗宏建,李正刚,张 杰,吴忠烨,赵洲峰,周宇通,赵利军
(1.国网浙江省电力有限公司 电力科学研究院,浙江 杭州 310014;2.武汉大学 动力与机械学院,湖北 武汉 430072;3.河南平高电气股份有限公司,河南 平顶山 467000)
0 前言
气体绝缘组合电器设备GIS(Gas Insulated Switchgear)是以SF6气体作为绝缘介质的金属封闭开关设备,具有运行安全系数高、技术性能优良、占地面积小和运行方便等优点,广泛应用于国内外各种电压等级的变电站中[1]。母线是GIS设备的重要组成部分,它采用长距离、多段分段拼接、架空安装,各段的连接处常装有波纹管膨胀节,用于补偿设计、制造和安装过程中的误差和运行中的热胀冷缩、震动和基础不均匀沉降等造成的水平和垂直位移。因此,波纹管膨胀节是涉及GIS设备安全可靠的关键部件之一[2]。
在实际加工制造时受加工成本、生产进度和人员技能等因素的影响,GIS波纹管膨胀节端管和波纹管之间的焊缝连接容易出现未熔合、未焊透等焊接缺陷,降低了波纹管膨胀节的强度和承载能力,严重影响其使用寿命。同时,变电站GIS设备大多建于户外,面临雨、雾、冰、雪等恶劣天气,工作环境恶劣且受力情况复杂,波纹管膨胀节运行时通常会出现结构变形和应力集中,该部件一旦失效将出现地基拉裂、壳体焊缝拉裂、支架焊缝开裂和气体泄漏等问题,严重影响电网设备安全稳定运行[3-4]。因此,开展波纹管膨胀节失效分析对保障GIS设备安全可靠运行具有重要意义。
针对某750 kV变电站GIS设备波纹管膨胀节发生气体泄漏的故障进行失效原因分析,采用有限元法模拟仿真了失效部位波纹管和焊缝的应力应变分布,为制定预防措施和工艺优化提供依据。
1 试验材料与方法
某750 kV变电站GIS设备运行不到5年,发现GIS气室压力表示数有较大变化,红外显像仪检测发现波纹管与法兰接管焊缝、波纹管表面存在两处气体泄漏点。该波纹管主体为多层不锈钢结构,材质为0Cr19Ni10,采用滚焊封边直边段端口处,与两端法兰端管环焊缝用TIG焊连接。
沿波纹管轴线纵向切开发生泄漏的失效部位,在波纹管直边段端口焊缝区和波纹管波峰泄漏处分别截取试样用于失效原因分析。试样经磨制、抛光和侵蚀后在体式显微镜和Axio Lab.A1金相显微镜下进行金相观察,用TESCAN MIRA3场发射扫描电镜观察样品的微观形貌,使用EDS定量分析微区成分;用拉伸试验机将波纹管与端管焊缝处拉断得到断口,采用扫描电镜观察和分析断口及焊缝内部缺陷。
2 试验结果与分析
2.1 宏观检查
发生泄漏的GIS设备不锈钢波纹管膨胀节宏观形貌如图1a所示,波纹管部位表面波峰位置有较明显的泄漏点如图1b所示。用着色渗透探伤在环焊缝区域发现明显咬边现象,如图1d所示。
端管与波纹管之间焊缝区域沿接线管轴线纵向剖开,取样制样后在显微镜下观察,结果如图2所示。波纹管由4层厚度8 mm的不锈钢薄板在直边端口滚焊封边,再通过TIG焊与端管焊接在一起。焊缝底部与端管坡口之间间隙较大,未焊透深度1.51 mm,约占波纹管总厚度的1/2,焊缝有效连接部分严重不足,未焊透缺陷相当于减薄理论板厚,降低焊缝的受力面积[5]。
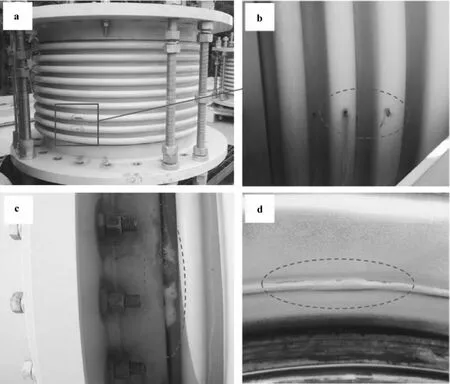
图1 不锈钢波纹管泄漏位置宏观形貌Fig.1 Macro-morphology of leakage position of stainless steel bellows
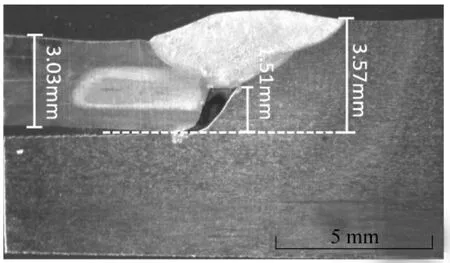
图2 焊缝截面宏观金相照片Fig.2 Macro-metallographic photo of weld cross section
2.2 波纹管泄漏区域分析
泄漏区域波纹管截面微观形貌如图3所示,其中图3a为侵蚀后的光学金相样品照片,图3b~3d为未侵蚀样品的扫描电镜照片。可以看出,在多层不锈钢板之间的间隙位置存在裂纹源,裂纹从层间开始沿垂直于多层不锈钢板表面的方向往内外扩展,裂纹较深,其宽度较窄,裂纹形态呈现为树干和树枝状特征,并且在裂纹扩展的局部形成深色区(见图3d)。由图3a可知,裂纹为以穿晶为主、伴有少量沿晶裂纹的混合型裂纹。多层不锈钢板间隙处、裂纹内深色区和母材区EDS微区成分分析结果如表1所示。可以看出,与母材合金成分相比,多层不锈钢板间隙处和裂纹内深色区的O、Cl和C元素含量较高,主要成分为金属铁(铬)氧化物,同时包含有氯的腐蚀产物。裂纹内深色区(见图3d)主要为O和Cl的金属氧化腐蚀产物,说明裂纹开裂过程中伴有氧化腐蚀发生。
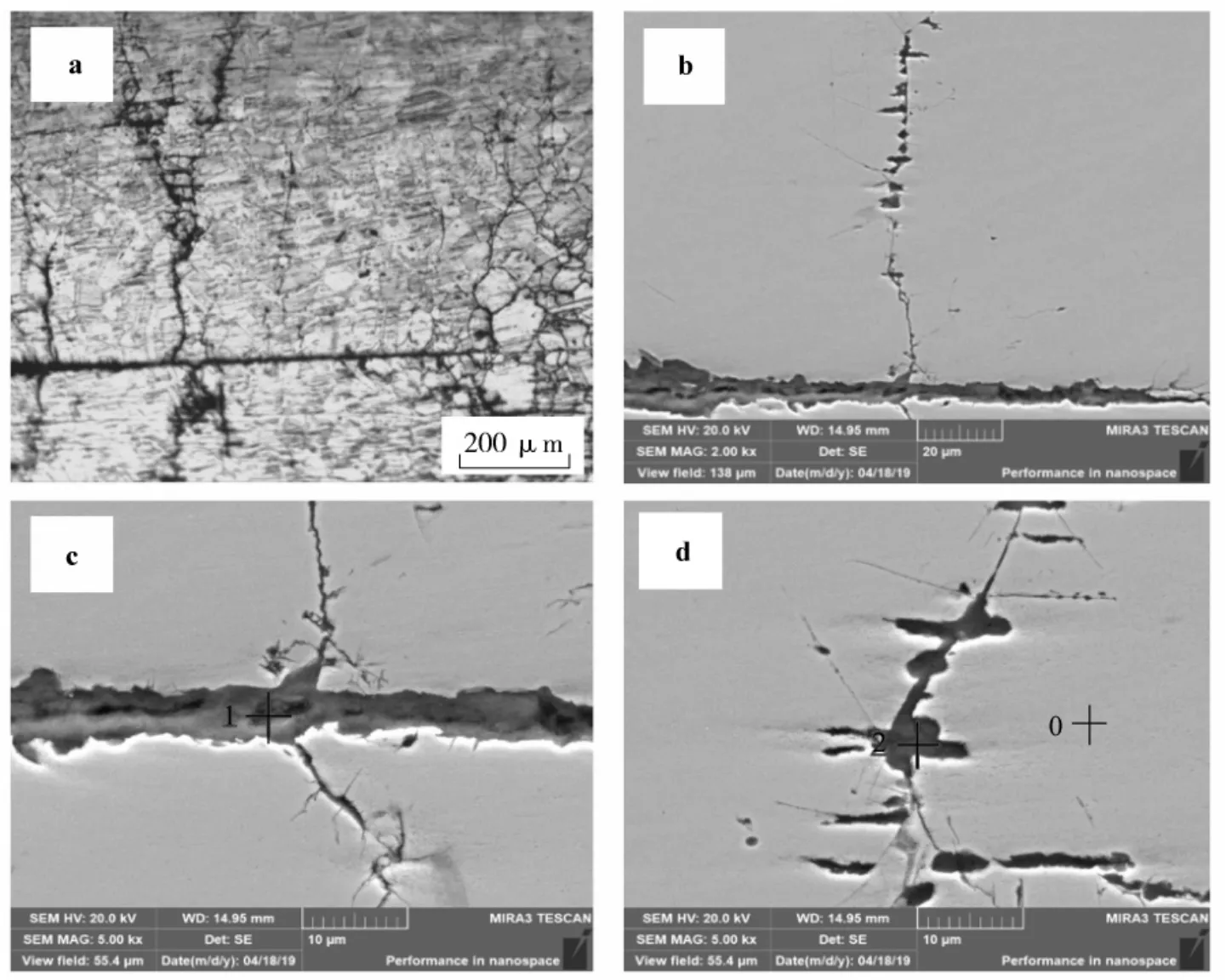
图3 腐蚀孔区裂纹微观形貌Fig.3 Micromorphology of crack in the corrosion hole area
表1 不同区域EDS分析结果Table 1 EDS analysis results of different regions %
2.3 焊缝组织及缺陷分析
波纹管直边与端管TIG焊缝、未焊透区及焊缝两侧母材微观形貌如图4所示。由图4a、图4b可知,焊缝与两端母材熔合线均匀,焊缝组织为γ奥氏体和少量δ铁素体,呈铸态枝晶组织,焊缝晶粒始于熔合线、终于焊缝中心,焊缝区组织较细小。焊缝左侧母材为不锈钢薄板经过滚焊后形成与薄板平行的带状δ铁素体和γ奥氏体混合组织[6-7];焊缝右侧为不锈钢端管原始组织。由图4b、图4c可见焊缝底部有明显的根部未焊透缺陷,同时还发现在焊缝根部熔合线处存在未熔合缺陷,深度约为164 μm,这进一步削弱了焊缝与母材的连接并增加了局部应力集中。图4d为未熔合缺陷区域EDS分析,微区成分点分析结果如表2所示,与母材成分相比,未熔合缺陷狭缝中的灰色填充物O、C元素含量明显偏高,为焊接时的金属氧化物和夹渣。
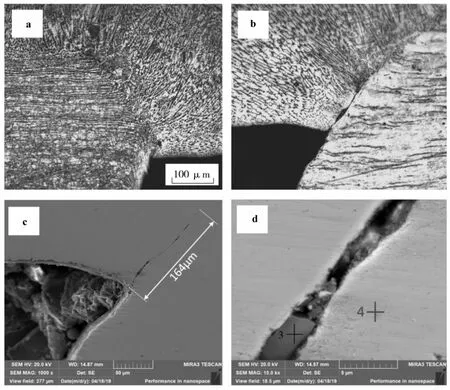
图4 焊缝区金相组织和缺陷形貌Fig.4 Microstructure and defect morphology of weld zone
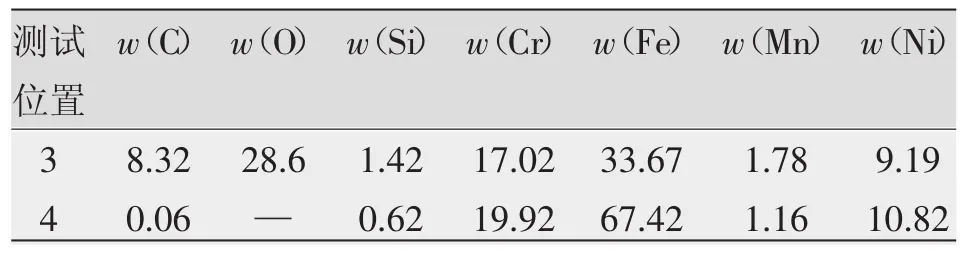
表2 未熔合区夹杂EDS分析结果 %Table 2 EDS analysis results of inclusions in unfused zone
2.4 断口分析
拉伸试验试样断口在焊缝与母材根部未焊透熔合线位置,其微观形貌如图5所示。由图5b可知,断口上存在较大的未焊透区(断口上半部分),该区域附着较多颗粒状或块状夹杂,如图5c所示,夹杂成分EDS分析结果如表3所示,主要由Al、Ti、Na、K和Si的氧化物组成,为焊接过程金属飞溅、氧化物或焊渣残留在未焊透区母材根部坡口上。图5c所示区域为局部坡口未熔合缺陷,拉伸断裂过程中裂纹起源于未熔合缺陷尖端,沿着与拉应力垂直方向扩展并最终断裂,断裂过程裂纹扩展区如图5d所示,存在大量韧窝为典型的韧性断裂断口特征,该部位断口类型主要为韧性断裂。
2.5 波纹管及焊接缺陷处应力分析
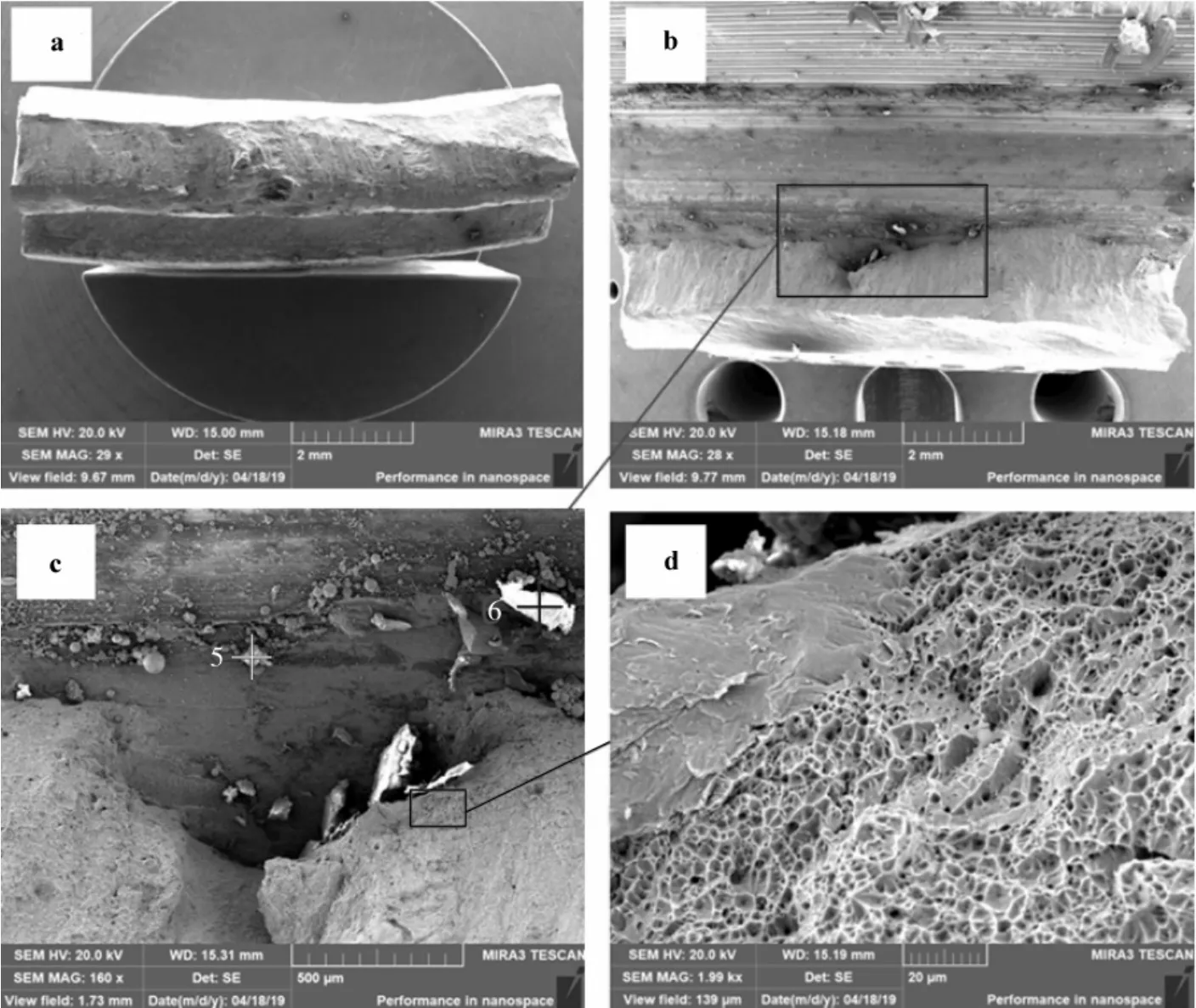
图5 焊缝区断口微观形貌Fig.5 Fracture morphology of weld zone

表3 未焊透区EDS分析结果Table 3 EDS analysis results of incomplete penetration area %
为进一步分析不锈钢波纹管及焊接缺陷处局部受力状态和应力分布,用ANSYS对不锈钢波纹管进行有限元仿真分析,计算其应力分布和关键部位应力大小。依据设计图纸和实体部件测量数据建立波纹管的三维模型,参考图2中的缺陷尺寸在波纹管与端管焊缝连接处添加未焊透缺陷。根据设计要求,该波纹管最大轴向工作位移为±35 mm,设备壳体内部充有额定压力0.5MPa的SF6气体,因此对波纹管的内表面施加0.5 MPa压力,整体施加35mm轴向压缩位移。有限元仿真模拟时采用PLANE182单元进行轴对称分析,模型一端固定约束,另一端施加位移约束[8]。波纹管波峰波谷和未焊透缺陷处应力分布云图如图6所示。图6a为波纹管波峰波谷应力分布图,最大压力位于波纹管波峰内壁及波谷外壁处,为623.8 MPa;图6b为波纹管在y方向上应力分布,最大应力达到695.6 MPa。波纹管波峰处,波纹管内壁受到压缩,外壁受到拉伸;波纹管波谷处,波纹管内壁受到拉伸,外壁受到压缩。波纹管主体与端管连接焊缝的未焊透缺陷处应力分布云图如图6c所示,焊缝缺陷尖端处出现最大应力为348.6 MPa;图6d为该未焊透焊接缺陷y方向上应力分布,最大应力达到430.4 MPa。未焊透缺陷尖端向两边的节点应力逐渐减小,在尖端处由于几何结构的不连续性,出现明显的应力集中现象。而波纹管主体与端管连接处无焊接缺陷时有限元应力分布云图如图6e、6f所示,内壁受到最大总应力为165.1MPa,y方向应力为177.0 MPa。
2.6 失效原因分析
根据波纹管泄漏处和焊缝连接区的宏观微观形貌、断口、金相组织和成分分析以及波纹管、焊缝缺陷有限元分析结果可知,不锈钢波纹管泄漏失效的主要原因是波纹管波峰处发生了应力腐蚀,应力腐蚀裂纹产生于多层不锈钢薄板表面,沿厚度方向开裂并造成了穿孔;同时焊缝连接处存在严重的根部未焊透和坡口未熔合缺陷,其存在降低了连接处的强度,在未熔合缺陷的尖端处产生了应力集中并导致焊缝开裂。
由泄漏处截面微观形貌(见图3)和成分分析(见表1)可知,多层不锈钢板缝隙以及裂纹内部氯含量明显偏高,而奥氏体不锈钢对含有氯离子的介质敏感。这是由于氯离子半径小,穿透能力强,容易穿透钝化膜内极小的孔隙,优先选择吸附在钝化膜上,与钝化膜中的阳离子结合成可溶性氯化物,使钝化膜产生溶解形成点蚀坑;在应力作用下,点蚀坑底部的钝化膜不断遭到破坏,形成新的活性小阳极区,阳极继续溶解腐蚀,在应力和腐蚀的交互作用下在局部应力集中处出现点蚀和穿孔[9-10]。由图6a、6b可知,波纹管波峰和波谷表面为应力最大区域,在拉应力和腐蚀介质的共同作用下容易产生应力腐蚀裂纹;此外,钝化膜破裂处的金属基体暴露于腐蚀介质中,成为阳极区发生溶解,并且随着氯离子浓度的增加局部腐蚀加速,最后蚀穿不锈钢断面[11-12],发生气体泄漏。氯离子存在于多层不锈钢板的层间缝隙里,很可能是在多层不锈钢波纹管加工过程中带入的,环境中含氯的污染物附着在波纹管外表面也可造成应力腐蚀穿孔。
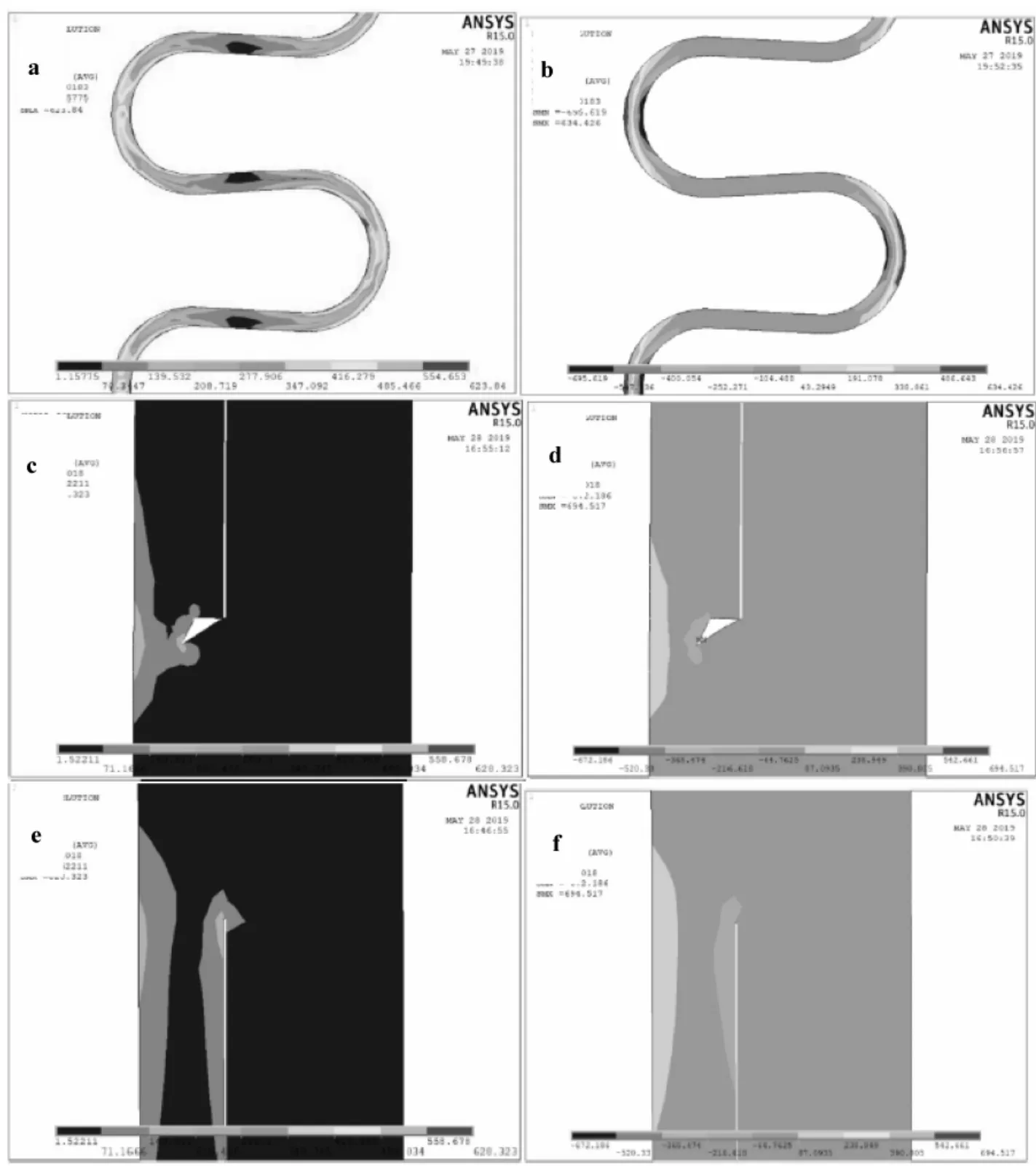
图6 波纹管、焊缝缺陷和无缺陷处应力云分布Fig.6 Stress nephogram of bellows,weld defects and non-defects areas
由焊缝截面微观形貌、断口形貌以及成分分析可知,在进行波纹管主体与端管焊接时,焊缝区存在根部未焊透和坡口未熔合缺陷。其主要是焊接电流与焊接速度不匹配、保护气体不足等造成[13]。焊接缺陷的存在使波纹管有效承载截面积不足,根据焊接接头有限元仿真分析(见图6c、6d),未焊透缺陷尖端是波纹管焊缝连接处应力集中较大区域,若在安装、运行中遇到较大载荷,就会在应力集中处产生开裂[14]。裂纹的产生导致有效承载截面积进一步缩小,裂纹尖端形成更大的应力集中,裂纹逐渐向深度方向扩展,直至贯穿整个有效连接面,最终导致波纹管连接处开裂并发生气体泄漏。
3 结论与建议
(1)750 kV变电站GIS设备波纹管与法兰端管接管处泄漏的主要原因是焊缝存在严重的未焊透和未熔合等焊接缺陷。波纹管表面波峰处泄漏的主要原因是应力腐蚀穿孔。
(2)在进行波纹管与端管的TIG焊过程中,由于焊接工艺选用或人员操作不当,焊缝根部产生了未焊透和未熔合缺陷,降低了焊缝连接的有效承载面积,在波纹管运行过程中,焊接缺陷尖端极易产生应力集中,最终导致焊缝开裂失效。为防止波纹管焊缝过早失效,应改进焊接工艺并加强焊接产品的质量检验,尤其是加强制造和入网环节对该焊缝的无损检验,避免存在制造缺陷的不合格品的使用。
(3)在加工制造不锈钢波纹管和运输、安装过程中,防止带入含氯离子的污染物。不锈钢波纹管波峰波谷处为应力集中区域,在工作条件下应力不可避免,只能在腐蚀介质和波纹管材质方面进行改善。因此,在不锈钢波纹管加工前应进行脱硫、脱盐、添加缓蚀剂等处理,以改善腐蚀环境,避免腐蚀性污染物带入波纹管。同时改进酸洗钝化工艺,使不锈钢表面能形成良好致密的保护膜,加强设备生产、运输、安装关键环节的监督检查,防止应力腐蚀的发生。
