3D打印用ABS研究进展
2019-12-26涂华锦
叶 旋, 涂华锦
(河源职业技术学院机电工程学院,广东 河源 517000)
0 前言
3D打印是近年来方兴未艾的一种先进制造技术,有评价称其将引起第三次工业革命[1],彻底地变革现有的制造业,有力地推动智能制造的发展。有别于传统的机械加工的减材制造技术,3D打印采用的是增材制造的思想与方法,可实现不同种类的材料的复杂结构制品的快速成型,具有快速反应、节省材料等优势,已在工业、考古、医疗、文化等领域获得广泛应用[2-5]。其中,FDM是3D打印的一种重要成型技术,FDM技术较为简单易用,门槛较低,其有效地推动了3D打印技术的普及与推广[6]。而ABS材料则是FDM技术的常用打印材料之一,经过多年的研究,ABS丝材打印的制品性能已经可以达到注塑工艺制备的制品的80 %[7],甚至更高,但使用ABS材料进行FDM成型时,仍存在易翘曲、易变形、精度不足等问题[8-9]。因此,国内外学者采用多种材料和技术对ABS材料进行改性,尝试提升ABS材料的3D打印工艺性能与制品性能,以扩宽3D打印用ABS材料的应用范围。本文着重评述3D打印用ABS材料的成分、制备工艺、打印工艺、制品性能以及相关用途,以期让读者对3D打印用ABS材料有全面的了解。
1 3D打印用ABS材料的成分
作为一种常用的传统工程塑料,ABS具有良好的性能,但应用于3D打印时,仍存在不少的缺陷,研究人员尝试在ABS材料中,加入各种添加剂或配合剂,以改善3D打印用ABS材料的性能,使其更加适用于3D打印技术。
将ABS与其他塑料共混可以获得性能较好的打印丝材。如将聚碳酸酯(PC)与ABS以70/30的质量比共混,并加入6份(质量份数,下同)的马来酸酐接枝 ABS 树脂作为增容剂制备打印丝材,其拉伸强度和冲击强度比纯ABS或纯PC好[10],但流动性比纯PC差。为了提升材料的流动性,改善其打印工艺性能,学者尝试在ABS中加入热塑性弹性体苯乙烯 - 丁二烯 - 苯乙烯嵌段共聚物(SBS)[11]、苯乙烯 - 乙烯 - 丁烯 - 苯乙烯嵌段共聚物(SEBS)或苯乙烯 - 异戊二烯 - 苯乙烯嵌段共聚物(SIS)[12],材料的流动性和韧性提高,打印工艺性能较好,可降低ABS打印翘曲的趋势,但强度下降。
添加纤维材料以制备复合材料是3D打印用ABS的一个重要研究方向。如在ABS中加入短切玻璃纤维制备打印丝材时,其性能一般取决于ABS与纤维之间的界面黏结力与材料内部的缺陷。因此短切玻璃纤维的添加量不可过多,2份的短切玻璃纤维可能较适合[13]。提高短切玻璃纤维的添加量时,材料强度与硬度提升,制品的翘曲与变形降低,但同时材料的脆性增加,此时需要适量加入线型低密度聚乙烯(PE-LLD)和氢化丁腈橡胶进行增韧和增容,可有效地提升丝材的韧性与强度[14]。
除了玻璃纤维,碳纤维也可用于对ABS进行改性,以制备性能较佳的打印丝材[15]。具体地,在ABS中添加13 %(质量分数,下同)碳纤维制备的丝材而打印的制品强度和硬度明显提升,变形明显降低,适用于大尺寸、快速打印的场合[16]。且随着碳纤维含量的提升(0~30 %),制品强度越高,这可能是由于碳纤维的增强作用和打印制品孔隙率降低的协同效果[17]。添加10 %连续碳纤维的ABS打印制品弯曲和拉伸强度甚至可以与注塑制品相媲美,但其层间剪切强度则较差,即其制品性能的各向异性较大[18]。而将ABS与超高分子量聚乙烯(PE-UHMW)和SEBS以75∶25∶10的质量比共混,则可降低其打印制品性能的各向异性的同时,提高制品的表面光滑性[19-20]。其他纤维还包括黄麻纤维等[21]。
在ABS中添加无机粉体也可制备性能较好的丝材。如在ABS中添加TiO2,但TiO2需先经过表面处理才能与ABS较好的结合,表面改性后的TiO2和ABS共混物的流动性和强度都得到提高[22]。对比0~10 %的TiO2添加量的ABS打印制品性能后,5 %TiO2的添加量对性能有益且过多的TiO2不能与ABS相容[23];在相同的5 %的添加量下,与黄麻纤维、TPE相比,TiO2与ABS的共混打印制品强度最高,但存在较明显的性能各向异性[21]。
为使打印制品具有特殊的性能,可在ABS中添加特殊的材料。如在ABS中加入3 %的多壁碳纳米管或者30 %的石墨粉,可制备出综合性能较好的具有导电功能的丝材,用于制备需要防静电功能的打印制品[24-25]。加入4 %石墨烯微片可增强ABS打印制品的热稳定性[26]。将形状记忆聚氨酯与ABS以75/25的质量比共混,可获得具有形状记忆功能3D打印丝材[27]。将体积分数为10 %的NiZn与ABS共混,还可以获得具有磁性的3D打印丝材[28]。含水硅酸镁亦可以与ABS共混制成3D打印丝材[29];5 %的有机胶岭石可有效改善ABS打印制品的性能[30];加入70 %的BaTiO3可制备绝缘的ABS丝材[31];30 %的热塑性淀粉可改善ABS的打印制品的性能[32];加入50 %的Cu粉可有效提高材料热导率,进而减少ABS打印制品的变形[33]。
2 3D打印用ABS材料的制备工艺
3D打印用ABS材料主要用于FDM工艺,而FDM工艺的基本原理是利用加热喷嘴将塑料丝材原料熔融,并通过电机精确控制堆积的方位,层层叠加成型目标制品[34-35]。因此,ABS需制备成丝材,才能用于3D打印。一般而言,3D打印用ABS丝材的制备工艺包括以下几个步骤:
(1)干燥,由于ABS容易吸水,且受潮的ABS颗粒在挤出时易形成气泡,因此,对ABS进行干燥是制备打印丝材的第一步,在80~85 ℃之间干燥5~12 h可能是较适宜的[10-11,15,17]。
(2)混料,在ABS中添加其他塑料、纤维材料、无机粉体或其他特殊材料时,均需要将其与ABS混合均匀,可采用高速混合机或剪切型搅拌罐,混合温度在200 ℃左右为宜[21]。
(3)挤出造粒,混合后的材料可能仍存在不均匀的情况,因此,一般采用双螺杆挤出机进行挤出造粒,以提高材料的混合均匀性,为进一步提升均匀性,可进行多次重复造粒过程[19]。
(4)挤出收卷,将混合均匀的材料颗粒投入单螺杆挤出机挤出丝材是最后一步,这时需要注意控制好丝材的直径,以满足3D打印机的工艺要求[10]。该工艺步骤尤其适用于本文所述的改性ABS的制备。
如PC与ABS共混改性的工艺,首先PC和ABS需要分别在100 ℃和80 ℃的温度下干燥8 h,然后在210~240 ℃下,通过双螺杆挤出机挤出造粒,颗粒需要在85 ℃下干燥8 h,再在单螺杆挤出机中挤出为1.75 mm的丝材,挤出的温度为:一区215 ℃、二区230 ℃、三区225 ℃[10]。如石墨烯与ABS共混改性制备的3D打印丝材需在190 ℃和90 r/min的条件下混料15 min,然后在190 ℃、3.9 MPa的条件下热压10 min,再以20 ℃/min的速度冷却,再通过双螺杆挤出机挤出为1.75 mm的丝材,挤出的温度为:一区180 ℃、二区190 ℃、三区四区195 ℃、五区200 ℃,螺杆速度和挤出压力需要保持为10 r/min和7.8 bar以保证丝材的直径恒定,丝材的收卷速度为1.3 m/min[26]。可见,不同改性配方的挤出温度所有不同,主要取决于添加剂的成分,如表1所示[19]。为提升材料的混合均匀性,可将混合好的材料在挤出造粒工序时重复多次[13]。
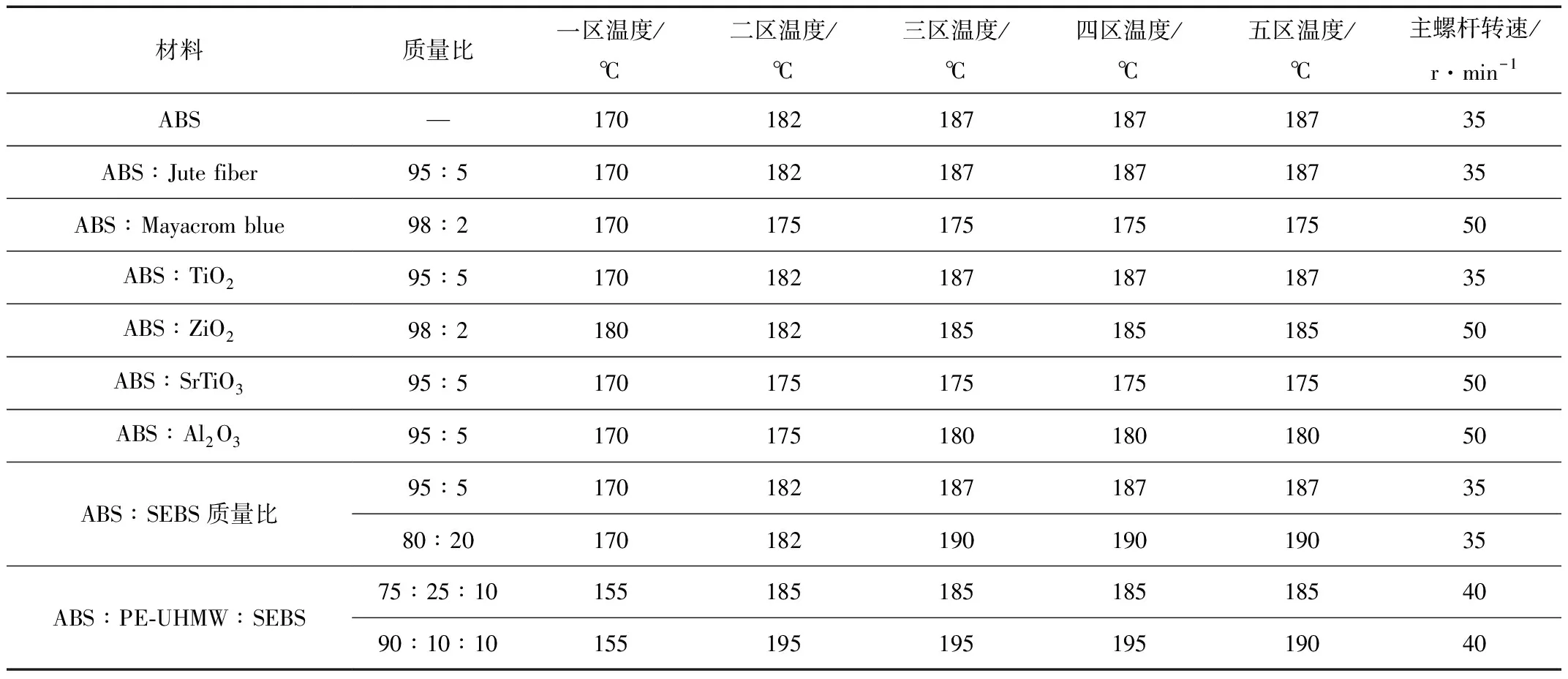
表1 不同成分配比的ABS材料的挤出工艺参数
3 3D打印用ABS材料的打印工艺
3D打印工艺参数是影响其打印制品精度和性能的重要因素。其中喷头温度、成型室温度、打印速度是重要的打印工艺参数。对ABS而言,200 ℃的喷头温度、30 mm/s的打印速度,90 ℃的成型室温度对打印质量有益[36-37],温度过高会使得ABS烧焦断丝,但文献[38]采用250 ℃的喷头温度和120 ℃的成型室温度进行ABS的打印,亦获得了较好的制品,这可能是由于使用的材料有所不同。
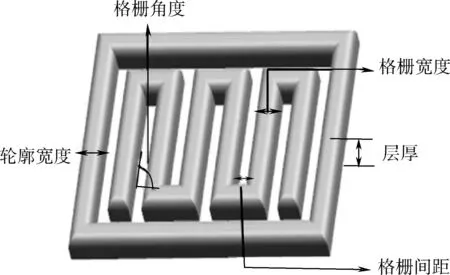
图1 FDM工艺参数Fig.1 FDM process parameters

(a)完全填充(D4格栅间距=-0.03 mm) (b)稀疏填充 (c)双倍于稀疏的填充图2 FDM内部打印路径Fig.2 Internal print path of FDM
同时,打印轮廓宽度、打印格栅角度、打印格栅宽度、打印格栅间距、打印层厚、打印堆叠方向也是重要的影响因素,如图1所示,对ABS而言,较大的打印层厚和较大的填充密度对打印制品的尺寸精度有益,而较小的层厚和较大的填充密度对打印制品的表面平整度有益[39]。ABS制品打印的堆叠方向是影响性能的重要因素[40],当堆叠方向平行于拉伸方向时,其拉伸强度较低,这可能是因为层与层之间缺乏坚韧的丁二烯相[41];文献[38]则认为45 °的打印路径可以获得较好的性能,若打印格栅之间的间距为-0.05 mm,其打印制品的拉伸强度和弯曲强度可以达到注塑制品的91 %和86 %。相对于0.4 mm,0.2 mm的打印层厚对ABS制品性能有益[42-43];而对于0.25 mm的打印层厚来说,当打印路径平行于试样长轴时,残余应变较小[44]。而在ABS打印时,每层内部的格栅形状和间距对打印制品的性能和成本有较大的影响,如图2所示为不同的格栅形状和间距,其打印制品的性能和成本均不一样,需要综合考虑选择[45]。
4 3D打印用ABS材料的性能
ABS是一种性能优异的工程塑料,在现有的工业领域中应用广泛,在3D打印的FDM工艺中也较为常用且性能较好。在层厚为0.3 mm、打印路径平行于载荷方向时,ABS打印制品的拉伸强度为27.1 MPa、压缩强度为28.4 MPa、弯曲强度为48.6MPa,强度较低可能是因为ABS打印的格栅之间没能很好地结合到一起,影响了制品的强度,如图3所示[46];继续优化打印工艺参数,调整层厚为0.5 mm、打印速度为30 mm/s、打印格栅路径为±45 °,格栅间距为-0.05 mm时,其打印制品拉伸强度和弯曲强度可以达到注塑制品的91 %和86 %[38],纯ABS的打印试样的拉伸强度可达42.9 MPa[13]。
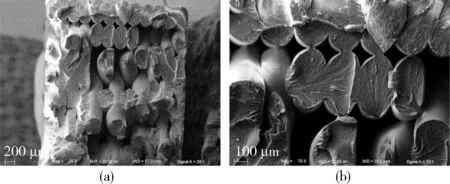
放大倍率:(a)×25 (b)×70图3 ABS试样的断裂横截面的SEM照片Fig.3 SEM images of fracture cross sections of ABS samples
为进一步提升性能,采用补强剂等方式对ABS进行改性是一种重要的方法。如用PC与ABS共混来进行打印制品,其拉伸强度提升至54.84 MPa、弯曲强度提升至82.56 MPa[10];加入18 %的玻璃纤维,ABS打印制品的拉伸强度提升至58.6 MPa[14];加入碳纤维与ABS共混制备打印丝材,其打印制品的拉伸强度能提升52 %[17],可提升至70.69 MPa[16]。使用连续碳纤维时,甚至可以提升其弯曲强度和拉伸强度至127 MPa和147 MPa[18],性能大幅度提升;10 %的多壁碳纳米管也可以使ABS的打印制品拉伸强度提升24.8 %[24]。30 %的石墨粉也可以使ABS的打印制品拉伸强度提升29.9 %[25];4 %的石墨烯微片可提升ABS的打印制品的拉伸模量但降低其拉伸强度[26];2份的TiO2可提升ABS打印制品拉伸强度7 %左右[22],提升TiO2的含量至5 %,可进一步使ABS的拉伸强度提升13.2 %[21];5 %的有机改性胶岭石可使ABS打印制品的拉伸强度提升43 %[30]。
通过在ABS基材上添加功能性填料或助剂,还可以使得ABS丝材具有特殊的功能,同时保持其3D打印工艺性能,进而扩宽ABS打印制品的应用范围。如利用丙酮和聚乙二醇甲基丙烯酸酯对ABS的表面进行改性,使其打印制品变得防水、亲水且生物相容[47];利用3 %的多壁碳纳米管对ABS进行改性制备丝材,其体电导率为3.6×10-10S/cm,体电阻率为2.77×109Ω·cm,具有良好防静电效果[24];添加30 %的石墨粉,也可使得ABS的体电阻率达1.73×106Ω·cm,具有良好的导电性能[25]。利用SMPU与ABS共混,可制备回复率为70 %左右的多重形状记忆打印丝材[27];添加体积分数为10 %的NiZn粉至ABS,可获得磁导率为2、剩余磁响应超过2 GHz的打印丝材[28];0~70 %的BaTiO3可使得ABS的相对介电常数范围为2.6~8.7,损耗因数范围为0.005~0.027,可根据需要选取不同含量的BaTiO3即可制备所需的绝缘打印制品[31]。
5 3D打印用ABS材料的用途
由上文所述可知,随着学者对3D打印用ABS材料的研究逐渐深入,适用于3D打印的ABS丝材的成分配方变得更加多样化,性能更加优异且多元,这也就使得其能够用于更多种多样的用途。
其中,制备结构制品是3D打印用ABS的基础用途,虽然其性能仍未能达到注塑件的水平,但随着对成分配方和打印工艺的深入研究,其制品的性能将可以逐渐接近注塑件的性能[38]。如ABS打印制品可作为结构框架用于普通的空调开关座,如图4(a)所示,一些性能指标已经可以满足OTS样件的要求,但强度指标与ABS注塑件仍存在一定差距[48]。且由于3D打印可适应多孔支架的设计并具有快速制造的优势,ABS打印制品还可以作为支架应用于医疗领域的组织再生工程,如图4(b)所示,为软组织退化的病人提供帮助[49]。经工艺优化后,ABS打印制品的精度可满足治疗计划系统的要求,为病人的近距离放射疗法提供定制的框架结构和导管通道[50],如图5所示。此外,ABS打印制品甚至可用于打印钥匙[51]。
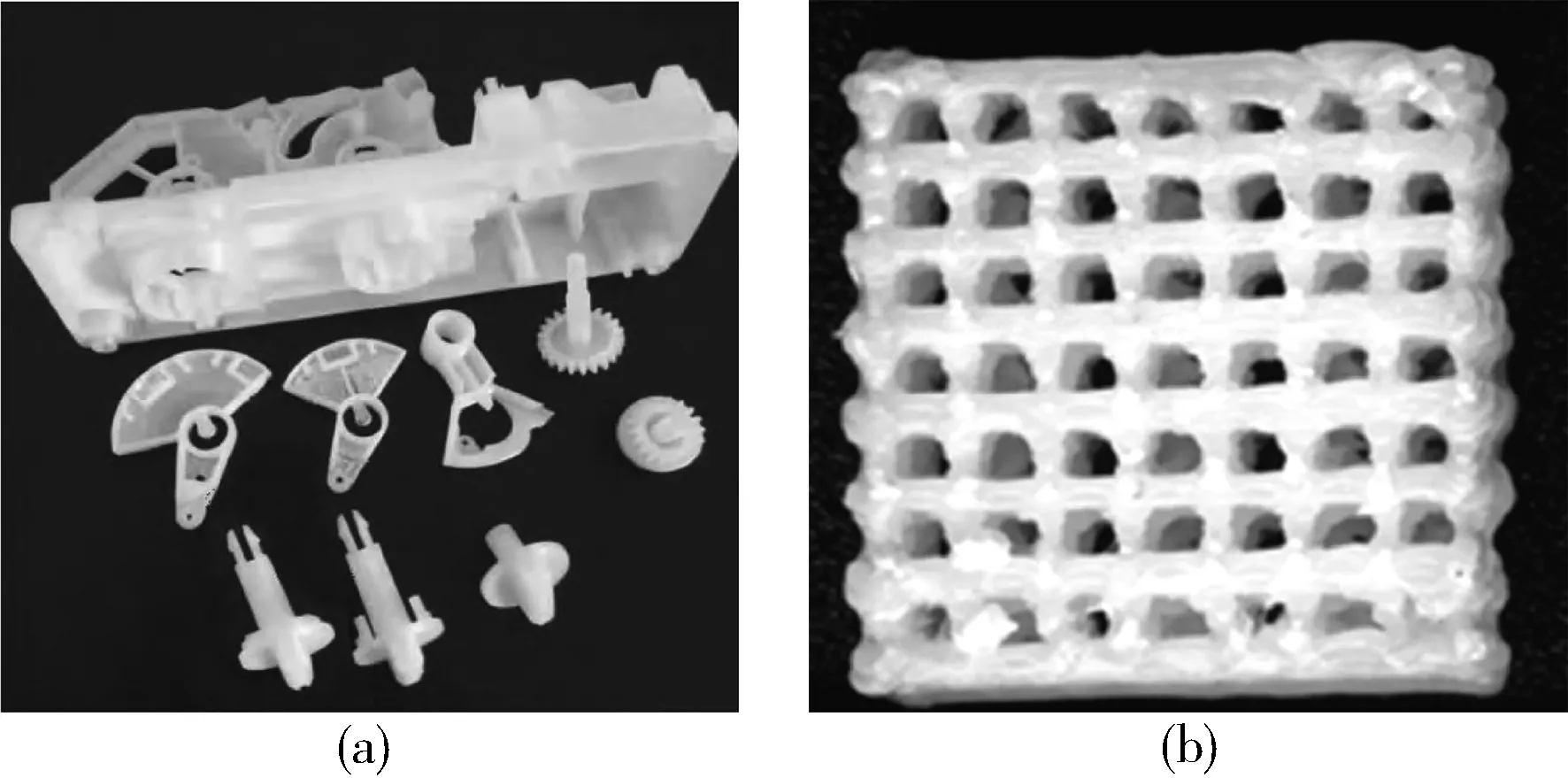
(a)空调开关座 (b)组织再生支架图4 空调开关座ABS打印样品Fig.4 ABS printed samples of air conditioner switch seat
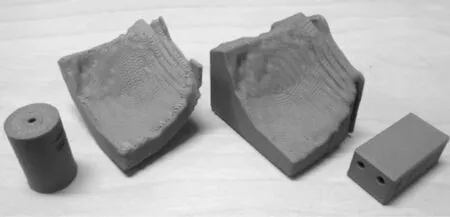
图5 定制结构件和导管通道ABS打印制品Fig.5 ABS printed samples of custom structures and catheter channels
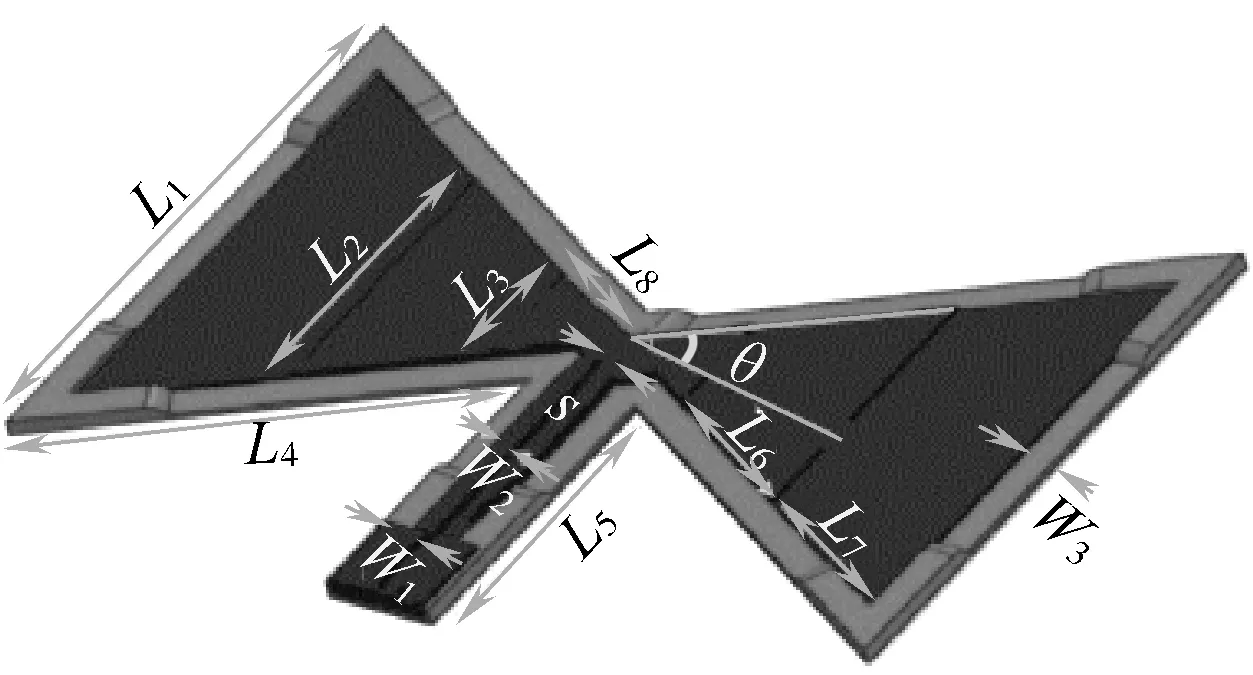
L1= 36.63, L2=18.16, L3=6.8, L4=29.22, L5=19.85, L6=11.74, L7= 12.34,L8= 7.5(单位:mm)W1=3, W2=1.37, W3=2(单位:mm)S= 0.4 mm θ= 28.17 °图6 天线设计图Fig.6 Prototype of the designed antenna
同时,对ABS进行改性,赋予ABS丝材多样化的功能,使其能够作为功能制品而被使用,是3D打印用ABS材料的另一个研究方向,如利用导电ABS打印天线[52],具有尺寸小、质量轻及结构柔韧的有点,能够提供24.18 %的带宽,如图6所示。或者还可利用3D打印ABS制品的各向异性,将其与智能材料层叠制备智能软体复合材料[53]。此外,根据材料的特性,还可以打印磁性制品、绝缘制品、形状记忆制品等[27-28,31]。
6 结语
3D打印技术在近些年来的高速发展,让我们对快速制造充满了想象和期待,尤其是熔融沉积成型(FDM)技术,FDM有力地推动了3D打印技术的普及,推动制造业的变革。而ABS是FDM工艺应用最多的材料之一,但ABS仍存在较多的缺陷,成为制约FDM技术持续发展的瓶颈之一。为提升3D打印用ABS材料的力学性能,现有的研究成果进行了广泛的探索,包括对ABS进行共混增强、纤维增强、无机颗粒增强等,并采用多次挤出造粒等方法优化其丝材制备工艺,以及调整喷头温度、成型室温度、打印速度、打印轮廓宽度、打印格栅角度等打印工艺参数,但其力学性能仍未达预期,不能达到注塑工艺的性能水平。此外,为扩宽3D打印用ABS材料的应用范围,众多学者尝试赋予ABS打印制品多种多样的功能性,如磁性、导电性、绝缘性、防水性、亲水性、生物相容性、形状记忆性等,这是3D打印用ABS材料制品研究的另一个方向,将有力地推动ABS打印制品的发展,具有极大的市场前景。因此,3D打印用ABS材料的研究亟待深化,包括提升其力学性能及赋予其特殊性能,以此进一步扩宽ABS打印制品的应用范围,是未来的研究重点之一。
