无人机叶片特殊三次脱模机构简化型模具设计
2019-12-26汤定德
汤定德,田 科
(江西科技学院机械工程学院,南昌 330098)
0 前言
特殊形状塑件的注塑模具设计时,塑件分型设置和脱模机构设计是模具结构设计时的两个难点问题[1-3]。分型设置需要结合塑件的外形来进行措置,对于单一分型面,需要对外形所抽出的最大边沿轮廓线,先进行分段延拓处理,再做平顺处理后,再通过缝合的方式结合成整体的外沿分型面。而在多数情况下,单一分型面实际很难解决塑件的分型问题,往往需要采用2个甚至多个分型面来完成塑件的分型设置[4-7];随着分型面数量的增加,塑件的整体模具结构、浇注、冷却及脱模机构等都将变得复杂,特别是脱模机构的设置,在不同分型状态下,其脱模机构的结构形式须灵活结合相应分型面的开模方向来进行设计,以简化模具结构,降低模具的加工制造难度。无人机叶片的注塑即是此类特殊形状塑件成型的一个典型代表。
叶片是无人飞机模型或者产品中的一个重要零件,一般采用30 %(质量分数)玻璃纤维增强聚丙烯(PP/30 %GF)为原料来注塑,叶片需要承受一定的应力,强度和韧性要好。鉴于叶片形状的特点,其塑件的成型模具设计中,除需要结合塑件的形状做多分型面分型设置外,其塑件在模具上端脱模也需要一种采用特殊脱模机构来实施脱模,以实现叶片塑件的自动化注塑大批量生产。以下,拟结合某款新型无人飞机的单叶片的注塑给出实践工程设计案例,以资参考。
1 叶片产品
1.1 叶片外形
某款新型无人飞机的单叶片的外形设计如图1所示,叶片的外形由2部分构成,一部分为叶片主体,另外一部分用于安装到传动机构上的叶榫。叶片的形状为:其前缘采用大圆角缘,尾缘采用小圆角缘,前缘和尾缘之间的采用截面为贝叶斯柳叶状截面进行对接。柳叶状截面从叶尖到叶榫其截面大小按一定线性规律变大。叶榫为榫台式结构,其中间部位为卡槽,叶片尾端座落于榫台对角线上,榫台两侧的侧壁上,分别对称布置由4个用于卡紧的镶柱。叶片与榫台的结合部位中央,设置为应力圆锥联结方式进行对接。叶片上,其正反面都设置有方向标识和编号标识。
1.2 结构尺寸
叶片的结构尺寸如图2所示,叶片总高度为267 mm,也宽由56 mm变化到87 mm,扭曲总厚度为13 mm,叶片壁厚2.2 mm变化到7.8 mm不等。榫台高度为15 mm,榫台两侧的镶柱为4个直径φ9 mm的圆柱,其厚度为4 mm。榫台长宽尺寸为56 mm×26 mm,其长度方向中心线与叶片底端截面中心线夹角为36 (° )。 应力圆锥孔G的底端直径为φ12 mm,锥台高度为30 mm。

图2 叶片结构尺寸Fig.2 Blade structure size
从叶片的结构尺寸分布可以看出,壁厚分布不均匀,叶片根部与榫台结合部位局部区域壁厚较厚。塑件材质采用PP-TD40 PK50M8N (白色),材料采用玻璃纤维增强树脂,具有良好的力学性能、尺寸稳定性。 叶片为细长型塑件,因而,浇注系统设计时,优先采用大浇口、短流道的注塑模具进行注塑可减少玻璃纤维在注塑过程的破损,充分发挥玻璃纤维长度优势,浇口的选择至关重要。同时,注塑时尽量减小注塑背压以降低玻璃纤维的破损程度;另外,所用材料的另一个特点是在射出周期中不能将热融胶长期停留在加热管中;所以,模具设计前应结合CAE分析对塑件浇口位置做合理选择,确定合理浇注系统及浇注工艺参数后,再进行分型设计及整体模具结构设计,以避免盲目设计所带来的制造成本的浪费。
2 模流分析
塑件注塑过程中,浇口位置的选择及对应浇口工艺参数优化设置至关重要[8-11]。鉴于叶片塑件的形状特点,从叶根到叶尖采用带玻璃纤维增强的塑料进行注塑时,纤维须保持从叶根到叶尖的取向方能保证叶片的韧性和强度,因而,浇口位置须设置在叶根部位,而对于榫台部位,则采用从榫台中央部位浇注比较合适;另外,玻璃纤维对浇口的冲击摩擦大,容易对浇口造成磨损,因而,含玻璃纤维增强料的PP一般采用直接浇口较为适宜,因而,本次注塑中,浇口位置选择如图3(a)中所示的G0位置,且浇口形式为直接浇口。考虑到减小模具结构尺寸的需要,主浇道采用斜向主浇道。
工艺参数的选用关系到塑件的最终成型质量,及生产成本的控制。鉴于此,模具结构设计的方法是借助CAE分析来先对浇注系统的可行性及注塑工艺参数进行仿真模拟确认后,再进行模具结构设计及实际注塑,以减少结构设计的盲区和模具制成后的盲目试模次数,提高生产效率。
2.1 网格模型
CAE模型的网格设置如图3(a)所示,模型中,网格采用三角形双层面网格,三角形单元总数13 730个,节点总数6 867,总表面积447.6 cm2,最大纵横比5.17,最小2.85,共用边20 595条,网格匹配率91.7 %。材料PP选用牌号为PP-TD40 PK50M8N(厦门永晋鸿塑胶工业公司)。材料的注塑工艺推荐参数为:熔体温度200~280 ℃,最大熔体温度320 ℃,模具温度范围为25~80 ℃,模具表面温度50 ℃,顶出温度116 ℃,最大剪切力0.35 MPa,最大剪切速率9 000 s-1。分析方案 CAE分析方案采用冷却+充填+保压+翘曲。
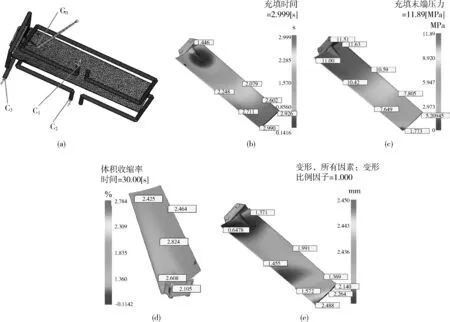
(a)CAE模型 (b)充填时间 (c)充填压力 (d)收缩率 (e)翘曲变形图3 CAE分析结果Fig.3 CAE analysis results
2.2 CAE分析结果
分析结果中,结合CAE分析出的其余8个潜在质量问题:末端压力、熔接线、气穴、翘曲、剪切速率、收缩率、残余应力、缩痕来看,对应于塑件的实际缺陷问题中:充填时间为2.8 s,如图3(b)所示;充填末端压力为12 MPa左右,充填压力要求不高,注塑末端不会产生飞边,如图3(c)所示;熔接线少,不会在塑件表面留下熔接痕;气穴数量较少,且基本位于充填末端,在充填末端增加排气措施即可解决此问题,不会在塑件局部位置或塑件的表面留有气孔,造成塑件使用一段时间后出现表面凹坑;剪切速率在最大剪切速率以下,不会导致局部烧焦;收缩率最大为2.8 %,已经低于质量控制所要求的指标(4.5 %),如图3(d)所示;塑件的尺寸能达标;残余应力小,塑件不会产生裂纹;缩痕指数小,表面光滑,表面质量好。
关键的翘曲变形和收缩率结果如图3(e)所示,翘曲变形量小,能有效地控制在2.5 mm以下,收缩率能有效地降低到2.8 %以下,能有效提高注塑品质,有效改善塑件扭曲变形、尺寸不合要求等缺陷。
3 分型设计及脱模难点
3.1 分型方式
对于塑件而言,其分型需要进行2个不同部位的分型,第一个是叶片部位,叶片部位的分型,只能沿其最大外沿轮廓来抽取其边沿轮廓线后,设置如图4(a)所示的在第一开模方向开模下的第一分型面对其进行分型;而对于榫台部位,同样也只能沿其榫台部位上端的最大外轮廓线抽取边缘线后来设置第二分型面作为其分型面,对应的分型面开模方向为第二开模方向。显然,叶片本体在第一分型面分型下,其脱模方式较为简单,但榫台部位在第二分型面下的脱模需要分为两步来进行,第一步是榫台上4个镶柱的脱模,第二步为榫台本体的脱模。结合图2中塑件的结构可以看出,第一开模方向与第二开模方向相互垂直,镶件柱的第三脱模方向与第二开模方向垂直,并与第一开模方向成36 °夹角。显然,主分型面的选用,直接关系到模具结构的复杂性,及塑件脱模的方便性,也决定了模具制造成本的高低。

(a)叶片的分型 (b)榫台的分型图4 分型设置Fig.4 Parting settings
3.2 脱模方式
不同的分型方式的选用,取决于脱模机构的制造难以程度及模具结构的合理简化,因而,主分型面的选择,决定了模具结构的简易复杂情况和加工制造难度及工作可靠性等指标[12-15]。针对本产品,在存在上述两个相互垂直分型面的情况下,模具结构设计时,有两种结构方式可以选择,第一种是将第一分型面作为主分型面的方案A,第二种是将第二分型面作为主分型面的方案B。
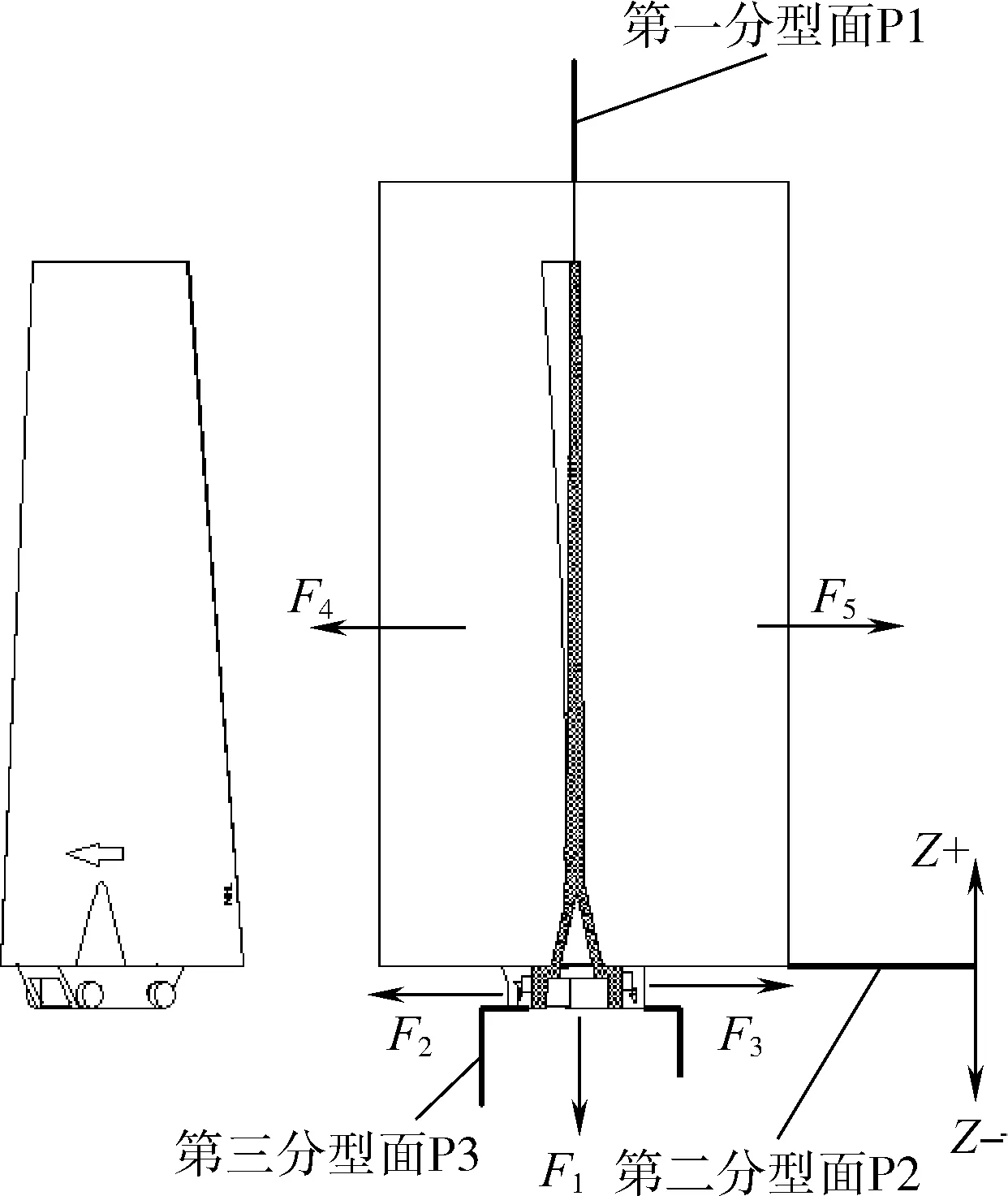
X、Y、Z—坐标轴 F1、F2、F3、F4、F5—方向编号图5 方案B分型及脱模设计Fig. 5 Scheme B parting and demoulding design
(1)采用方案B,即第二种主分型面的分型方式如图5所示,在模具的开模方向(Z+/Z-)上,将图4中所示的第二分型面设置为与模具的开模面为同一个面的方式,此种方式下,显然上部叶片的脱模不能直接从型腔中抽出,而只能按第一分型面P1所示面将型腔劈分开成两个侧边成型块,分别往F4方向、F5方向进行向外抽出以实现叶片的脱模;而且,榫台部位的4个镶柱则只能分别按F2方向和F5方向侧面抽出而脱模,榫台内壁的脱模则需再次设置一个第三分型面P3分型后,再由顶出杆顶出而脱模。很明显,在方案B的分型设置此种方案下,需要在塑件模具的定模部分设置一组哈弗滑块来进行侧抽芯型腔脱模,需要在动模一侧设置2个侧面抽芯滑块机构来进行侧抽芯脱模,塑件的最终脱模可以采用顶杆顶出脱模方式来脱模。型腔侧的哈弗滑块机构的抽芯方向与动模侧的2个侧面滑块机构的抽芯方向成36度夹角。此种方式下的弊端:其一是叶片的2个侧面抽芯件较高,需要较厚的成型件块来进行成型;其二是采用哈弗滑块机构拼合成型时,两个哈弗滑块的闭合状态在模具工作一定的寿命时间后,其闭合稳定性难以得到有效保证,叶片边缘容易产生飞边缺陷;其三是动模部分也需要设置滑块,其滑块的驱动机构导柱无法安装,只能采用油缸机构来进行驱动,模具的制造成本显著增加;其四是塑件的侧面脱模机构需要有4个,模具结构复杂;其五是浇口难以开设于CAE分析所示的G0浇口位置,叶片的注塑效果难以保证。

(a)分型面设置平视图 (b)分型设置轴测视图图6 方案A分型及脱模设计Fig.6 Scheme A parting and demoulding design
(2)采用方案A,即第一种主分型面的方式如图6所示,将叶片的第一分型面设置为与模具开模面一致的形式,显然,叶片的脱模在模具打开后,位于型腔一侧的叶片面可以直接从型腔镶件中脱出,位于动模一侧的叶片面可以考虑跟随榫台一起从动模型芯镶件中脱出。显然,模具可以减少一对哈弗滑块机构的设置,同时,在模具开模方向压力下,能保证叶片的外缘边无飞边问题产生。榫台的脱模可以考虑在沿垂直于(Y+/Y-)的第二分型面P2上来实施脱模,即在Y-方向,设置两个侧滑块机构来先完成镶柱特征的侧面抽芯脱模后,再通过侧面顶出机构将塑件从Y-一侧的型芯上沿Y+方向顶出而脱模。显然,此种方式下,模具只需要设置一个特殊的侧面抽芯机构即可保证叶片的高品质注塑,模具结构较为简单,其制造成本较为低廉。
(3)经综合对比后,塑件的本次模具结构布局方案采用第一种方案,即方案A较为合适。
4 模具结构设计
4.1 模具结构
按方案1的脱模方式布局下,模具的结构设计如图7所示,模具为两板模无顶出机构结构模具,即开模方向上,动模板8与动模底板10之间没有设置顶出机构。为减小模具长宽结构尺寸,浇口套1采用斜向浇口套形式。浇口及主浇道尺寸按CAE分析结果来进行设置。为保证叶片注塑时料流的稳定性以保证模腔内分子的取向,型腔镶件4和型芯镶件9闭合构成的叶片模腔内,在叶片前缘、后缘、叶尖部位的排气应得到保证,排气间隙设置为0.025 mm。叶片模腔的冷却采用冷却水冷却,冷却管道直径φ8 mm,管道布局按图3(a)所示进行布置。为保证型腔镶件4和型芯镶件9闭合时不错位,型腔镶件4和型芯镶件9设置了3处定位锥台来进行定位。塑件的最终脱模由实现榫台最终脱模的侧边榫台脱模机构来实施,该机构的设计是本模具结构设计的重点,也是难点。

1—斜浇口衬套 2—定位圈 3—面板 4—型腔镶件 5—定模板 6—快速接头 7—精定位块 8—动模板 9—型芯镶件10—动模底板 11—冷却管道 12—锥形侧镶件 13—第一滑块 14—第二滑块 15—滑块架 16—顶针 17—顶针弹簧18—活动座板 19—垫块 20—油缸安装板 21—螺柱 22—侧推板盖板 23—侧推板 24—T型槽驱动块 25—活动块26—连接杆 27—油缸 28—复位拉杆 29—弹簧螺杆 30—座板弹簧 31—左导向块 32—左限位销 33—右导向块34—右限位销 35—定位销 36—导向块螺丝 37—定位拉板 38—导套 39—导柱 40—锁模片 41—垫杆 P1—模具打开面(a)动模俯视图 (b)定模仰视图 (c)模具前剖视图 (d)侧面顶出机构剖视图图7 模具结构Fig.7 Injection mold structure

(a)机构在模具侧边的安装 (b)机构的限位设置(F1—模具动模下行方向;F2—活动座板下行方向)图8 活动座板机构安装Fig.8 Installation of movable pedestal mechanism
4.2 榫台侧边三次脱模机构
结合图6中所示脱模方案设置,为实现此方案的脱模方式,特别地设计了一种榫台侧边3次脱模机构。如图7中所示,机构的组成零件包括件12~件37,机构由两个子机构构成,第一个子机构是活动座板机构,第二个子机构为滑块顶杆复合机构。
(1)如图8所示,第一个子机构活动座板机构的设计情况为:活动座板机构包括活动座板18、弹簧螺杆29、座板弹簧30、左导向块31、左限位销32、右导向块33、右限位销34、定位销35、导向块螺丝36、定位拉板37,如图7中B-B剖视图所示。
如图8(a)中所示,左导向块31、右导向块33通过定位销35定位,导向块螺丝36紧固安装于动模板8的一侧;活动座板18两侧设置有用于滑动直槽,用于与左导向块31、右导向块33侧边滑动配合,以保证活动座板18在两者构成的槽内可以上下滑动。
定位拉板37有两个,其上端通过螺钉及销子紧固安装于面板3的一侧,其上开设的槽与安装于活动座板18上两个限位螺丝配合,用于开模后定位拉板37拉动活动座板18向上滑出,活动座板18向上滑出的距离受到左限位销32和右限位销34的限制。活动座板18上端设置有座板弹簧30,用于开模时保证活动座板18与面板3分离,活动座板18跟随动模板8下行。
活动座板18与动模板8接触的背面设置有2个限位槽,与安装于动模板8上的左限位销32和右限位销34配合使用,用于控制活动座板18在左导向块31、右导向块33构成的滑动槽内上下滑动的距离,如图8(b)所示。
机构的运动作用是:如图8所示,当模具在图7中所示的P1开模面处打开后,模具动模部分下行(F1向所指),由于座板弹簧30的弹开,活动座板18跟随模具动模下行(F2向所指),下行一定距离后,活动座板18被定位拉板37拉住,而保持不动,此为第一步,此动作保证叶片从型腔镶件4中脱模;但模具动模可以继续下行一段距离,动模板8下行一定距离后,模具动模被活动座板18通过左限位销32、右限位销34拉住而不能继续下行,此为第二步,此动作保证叶片从型芯镶件9上脱模。与此过程对应的脱模情况为,第一步中,塑件的叶片部分先从型腔镶件4中脱出,第二步中,塑件的叶片部分从型芯镶件9中脱出。模具闭合时,由左限位销32和右限位销34驱动活动座板18闭合复位。
(2)如图9所示,第二个子机构滑块顶杆复合机构的设计情况为:其机构组件包括件12~件28; 滑块架15为机构的支撑架,滑块架15通过螺钉紧固安装于活动座板18的圆槽内;第一滑块13和第二滑块14主要成型榫台两侧的镶柱及镶柱所在侧面的特征,第一滑块13和第二滑块14为两个活动滑块,两者安装于滑块架15底端的槽内;第一滑块13和第二滑块14由T型槽驱动块24通过T型槽来进行驱动,而T型槽驱动块24则与油缸27的芯杆通过活动块25进行联结,由油缸27驱动其运动,油缸27通过油缸安装板20及垫块19、螺柱21紧固安装于活动座板18背面;T型槽驱动块24的四个侧面中,两个相对侧面上设置T型槽,用于分别驱动第一滑块13和第二滑块14,另两个侧面则分别与滑块架15内开设的方槽滑动配合,用于对T型槽驱动块24的运动进行导向;同样,在该方槽内,侧推板盖板22、侧推板23通过螺钉紧固组合在一起后也可以在其内进行滑动运动; 顶针16安装于侧推板盖板22上由侧推板23压紧,其上套装有顶针弹簧17,顶针弹簧17用于推出组合板的复位;侧推板23上设置有2根复位拉杆28,用于T型槽驱动块24复位时,将顶出推板组合板可靠地拉回复位;推出组合板在滑块架15的方槽内向油缸27方向滑动到一定距离有限位销钉对其进行限位。锥形侧镶件12通过螺钉紧固镶件安装于滑块架15上,用于塑件应力圆锥内壁的成型。

(a)榫台脱模机构结构组成图 (b)榫台脱模机构背面安装图图9 榫台侧边三次脱模机构的安装Fig.9 Installation of the third demoulding mechanism on the side of tenon table
机构的工作原理为:如图10所示,模具在主开模面开模,完成型腔脱模和型芯脱模后,塑件留于滑块架15的中央成型区域上;此时,油缸27动作,如图10(a)所示,驱动T型槽驱动块24向上顶出,T型槽驱动块24驱动第一滑块13和第二滑块14分别按F2、F1方向向外滑出,当T型槽驱动块24向上推出完成的距离为L1距离后,两个滑块分别完成L3距离的向外抽芯距离,从而先实现塑件4个镶柱特征的脱模。

F1、F2、F3—运动方向;L1、L2、L3、L4—运动距离(a)机构的顶出脱模 (b)机构的复位图10 机构工作原理Fig.10 Working principle of the mechanism
而后,油缸27继续向左顶出L2距离,T型槽驱动块24将继续驱动推板组合板向上顶出,从而推动顶针16将滑块架15上的塑件向上顶出而脱模。模具闭合前,机构由油缸27驱动先复位,如图10(b)所示,为保证推板组合板的复位,推板上增设的复位拉杆28与T型槽驱动块24之间留有空距离L4。
总体而言,榫台侧边三次脱模机构三次脱模过程为:第一次脱模,由定位拉板37拉住活动座板18,从而拉住第二个子机构滑块顶杆复合机构及其上的塑件从型芯镶件9上脱模脱出;第二次脱模,由T型槽驱动块24第一滑块13和第二滑块14侧抽芯脱模;第三次脱模,有油缸27顶动顶针16将塑件从滑块架15上完全顶出脱模。
5 模具工作原理
模具在注塑机上工作时的动作如图11所示。具体步骤为:
(1)模具闭合注塑,注塑完毕准备开模。
(2)模具在注塑机动模板的拉动下,沿开模方向下行,模具在P1开模面处打开,打开时,榫台侧边三次脱模机构在弹簧30的驱动下,下行,塑件从型腔镶件4中脱模脱出。
(3)动模继续后退,榫台侧边三次脱模机构后退距离Q1后,榫台侧边三次脱模机构被定位拉板37拉住,塑件从型芯镶件9上脱模,留于滑块架15上。
(4)油缸27动作,驱动第一滑块13和第二滑块14侧抽芯脱模。
(5)油缸27继续动作,推顶顶针16将塑件从滑块架15上顶出脱模,塑件完全脱模。
(6)复位,复位时,油缸27先动作,驱动顶针16、第

(a)型腔脱模 (b)型芯脱模 (c)镶柱脱模注 (d)完全顶出脱模图11 模具工作原理Fig.11 working principle of the mould
一滑块13和第二滑块14先复位,而后模具在P1开模面处闭合,模具完全闭合,等待下一注塑循环。
6 结论
(1)针对无人机叶片塑件的成型需要,在运用CAE分析其成型可行性及两种脱模方案对比分析的基础上,设计了一种简化型两板模具来对其进行注塑,有效地降低了模具制造成本;
(2)模具针对塑件的叶片部分采用简化型两板模来进行成型,以保证叶片的成型质量;针对塑件榫台部位的成型,则采用一种新型的3次脱模机构来对其进行成型和脱模,机构包括2个子机构组成,一个是活动座板机构,一个是滑块顶杆复合机构;
(3)3次脱模机构中,利用模具的开模动力来实施第一次脱模,利用油缸驱动T型块形式先驱动侧面滑块进行第二次侧抽芯脱模,利用油缸的继续顶出驱动顶针将塑件从侧边型芯是上完全顶出脱模。
