PP/PA6共混比例对其水辅助注塑管件性能及微观形态的影响
2019-12-26匡唐清钟罗浩潘俊宇柳和生
匡唐清,钟罗浩,徐 盼,冯 强,潘俊宇,柳和生
(1华东交通大学机电与车辆工程学院,南昌 330013;2东华理工大学机电工程学院,南昌 330013)
0 前言
WAIM是一种借助高压水来辅助塑料熔体注射成型的工艺。通过高压水在熔体中穿透,推动预充填熔体向前充满整个型腔或排挤到溢料腔,得到具有复杂几何形状的中空制件。该技术具有诸如节约材料、缩短成型周期、减小甚至消除塑件收缩痕以及翘曲,降低注塑机锁模力进而节约能源等优点[1-2]。但WAIM工艺存在材料适用性局限,大部分材料需经改性才能适用该工艺[3-5]。
高分子共混材料是通过混合按一定比例配备的2种或2种以上的高分子材料而制成的新型复合材料,由于能够选用不同性能的组分实现优势互补,产生协同效应使其综合质量优于各组分,可满足多方面的要求而得到广泛关注,具有良好发展前景[6]。PA6和PP是工业生产中常见的2种高分子材料。PA6具有良好的力学性能、耐磨损、耐腐蚀等优点,但是由于极容易吸水,所以会导致尺寸不稳定,并且在低温时其韧性也较低;而PP的韧性较好、容易加工、且实惠,但是其抗拉强度的各向异性大,制品易变形。目前国内外已经有黄汉雄[7]、穆亚君[8]、Palacios[9]等研究了PP/PA6共混材料及其成型工艺和机理,结果显示PP/PA6共混材料在综合性能上有很大的提升空间和广泛的应用前景。目前尚未见利用PP/PA6共混材料在WAIM成型工艺、机理及性能的系统研究。
为此,本文以PP/PA6共混材料(PA6为分散相,PP为基体相)的WAIM管件为对象,采用实验手段探究分散相PA6的质量百分比对WAIM管件力学性能及其微观形态的影响规律与机理。
1 实验部分
1.1 主要原料
PA6,TP-4208,中国台湾集盛公司;
PP,PPH-T03,中国石油化工股份有限公司茂名分公司;
聚丙烯接枝马来酸酐(PP-g-MAH),332K,韩国大林BASELL公司。
3种材料的相关属性如表1所示。

表1 实验所用共混物原料的相关属性
1.2 主要设备及仪器
塑料干燥机,DATD12,深圳达安泰机械设备有限公司;
双螺杆挤出造粒机,SHJ-20B,南京杰恩特机电有限公司;
电子万能拉伸试验机,AG-250KNISMO,日本津岛公司;
扫描电子显微镜(SEM),Nova Nano SEM 450,荷兰FEI公司;
偏光显微镜(PLM),XPV-600E,上海比目有限公司;
差示扫描量热仪(DSC)Q2000,美国TA仪器公司。
1.3 样品制备
PP/PA6共混料的制备:进行混合之前,先利用塑料干燥机对PA6干燥12 h,且干燥温度调至80 ℃,然后PP和PA6按质量比6∶4、7∶3、8∶2和9∶1分别配比(即PA6含量分别为40 %、30 %、20 %和10 %),并加入10份(质量份数)的相容剂PP-g-MAH,三者混合均匀后再经由双螺杆挤出造粒机共混造粒,共混工艺参数见表2;

表2 实验用挤出共混工艺参数
PP/PA6共混料WAIM试样的制备:在实验室自行构建的WAIM实验平台[10]制备试样,试样为直管,直径16、长250 mm;成型工艺参数固定,以单独考查分散相PA6含量对力学性能及微观形态的影响;经多次调试后,确定的成型工艺参数如表3所示;制得试样后,每组实验取5个试样进行结果分析。
表3 试样制备的成型工艺参数
1.4 性能测试与结构表征
为避免进水口和出水口水流不稳对试样的影响,在试样中截取距离进水口60 mm至出水口40 mm的中间段,长度为150 mm,采用整体拉伸法[11]来测试其拉伸强度;为确保装夹可靠,在试样装夹段内填充塞头和纸,上下装夹段各50 mm,即有效实验长度为50 mm,如图1所示,夹具为Ⅴ型圆棒专用夹具,根据GB/T 1040—1992拉伸速度确定为5 mm/min;

(a)制备示意图 (b)拉伸试样图1 拉伸试样的制备Fig.1 Preparation of tensile specimen
采用SEM观测分散相形态,试样的制取过程如图2所示:在距离试样出水口45 mm处截取宽约5 mm的圆环,在两相对位置切割小豁口;而后利用液氮浸泡圆环20 min,取出再沿豁口处脆断成两半;最后沿脆断面切一薄片,将其放于载物台上喷金120 s,试样脆断面从水道到型腔壁面分为近水层、中间层和近模壁层,其厚度分别占整个壁厚的20 %、45 %和35 %左右,如图所示:

图2 SEM试样制取Fig.2 Preparation of SEM samples
采用PLM观测结晶形态及分布:观测试样选择距离出水口45 mm处宽5 mm的圆环,将其沿直径方向切成两半,然后沿切断面切下厚度约0.01 mm的薄膜,进行观察;
采用DSC观测结晶度:与PLM试样类似,但切下的薄片试样厚度为0.5 mm,并且将试样按近水层、中间层和近模壁层的分布切成3份,然后分别进行结晶度测试;在测试过程中,试样在氮气环境下温度从20 ℃以25 ℃/min的速率上升到270 ℃保持了3 min,然后以25 ℃/min的速率降低至20 ℃。
2 结果与分析
2.1 拉伸性能
图3为分散相PA6含量与试样拉伸强度及断裂伸长率的关系曲线。可见,PP/PA6共混材料WAIM管件的拉伸强度和断裂伸长率随着PA6含量的增加而逐渐减小。但当PA6含量继续增加到40 %时,其拉伸性能反而又有提升。这种变化是其分散相含量变化引起微观形态结构的相应变化而导致的。

图3 PA6含量对拉伸性能的影响Fig.3 Effects of PA6 content on mechanical properties
2.2 微观形态结构2.2.1 分散相形态
为能定量分析分散相质量百分比对其形态和尺寸的影响,借助Ipwin Pro软件对制品的分散相形态和尺寸进行数据整理。结果如图4和表4所示。

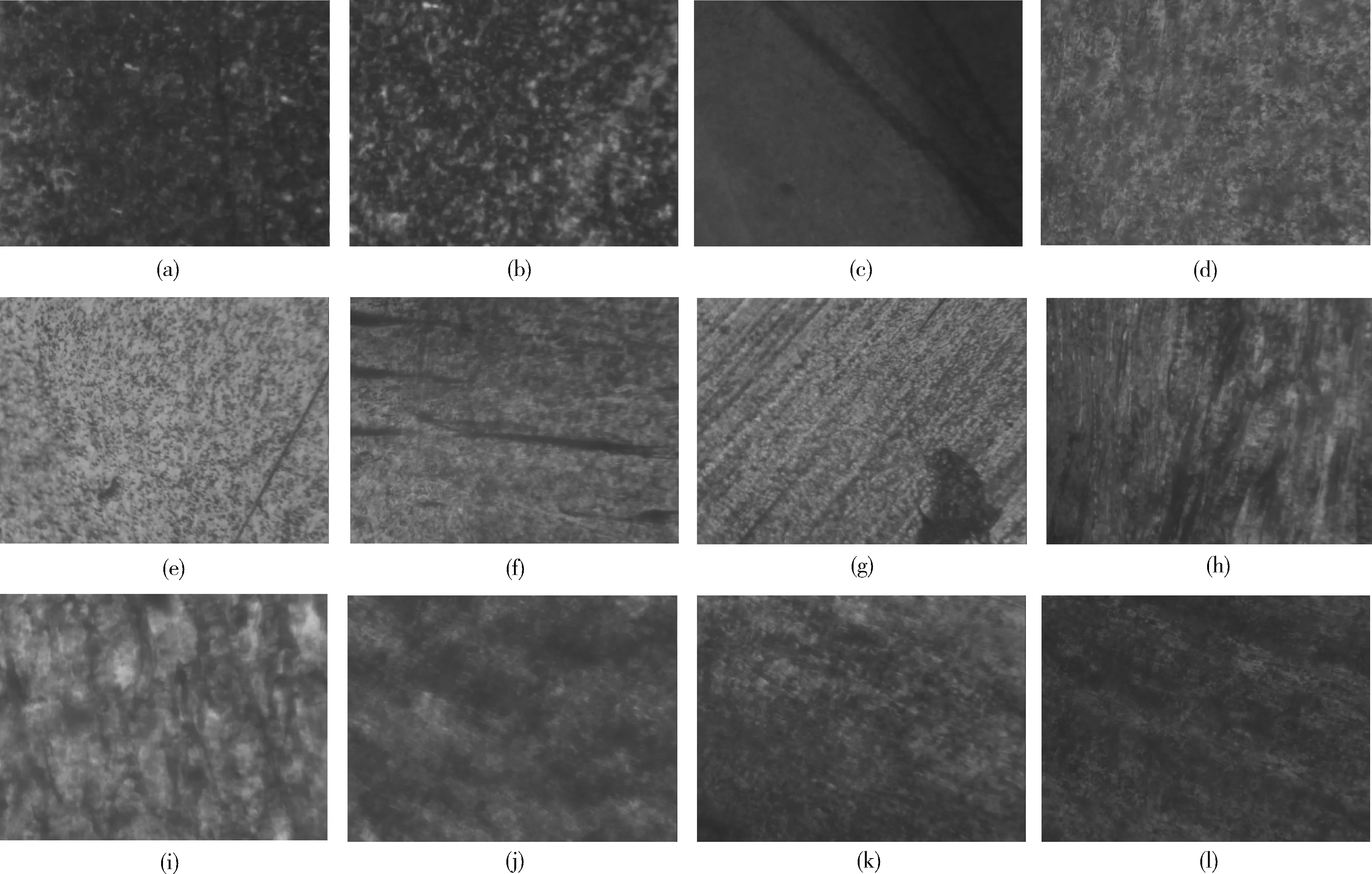
PA6含量/%,位置:(a)10,近水层 (b)10,中间层 (c)10,近模壁层(d)20,近水层 (e)20,中间层 (f)20,近模壁层 (g)30,近水层(h)30,中间层 (i)30,近模壁层 (j)40,近水层 (k)40,中间层 (l)40,近模壁层图4 不同PA6含量的PP/PA6共混物WAIM管件各层SEM照片(×4 000)Fig.4 SEM results at different layer of PP/PA6 WAIM pipes with various PA6 content(×4 000)

表4 不同PA6含量PP/PA6共混材料WAIM制品分散相形态与尺寸
根据图4和表4可看出:
(1)在PA6含量为10 %和20 %时,SEM试样表面能看到分散相PA6颗粒或颗粒脱落后留下的孔洞;在PA6含量为30 %时,SEM试样表面反而看不到多少分散相颗粒残留,这可能是由于PA6颗粒分布密集,局部相连,但整体尚未连成片,制作SEM试样时表面局部相连的分散相脱落;在PA6含量为40 %时,SEM试样表面PA6分散相密集且连成片,与PP基体相相互交错,少有脱落。
(2)PA6含量增加时,各个层中的PA6分散相体积会随之增大。如PA6含量为从10 %增加到40 %时,中间层的PA6分散相的平均直径从1.64 μm增大到了5.5 μm。这是因为PA6含量较小时,其呈现出细小的颗粒状分散在基体上,当PA6含量的增加时其分布得更密集,且在注塑机螺杆的搅动及充填的流动剪切之下,颗粒间都有相互融合成大颗粒的趋势[12],所以随着PA6含量的增加,有更多的小颗粒熔合成体积更大的大颗粒。
(3)PA6分散相在近模壁层沿流动方向呈长片状或长条状,在中间层大部分呈椭球状,在近水层则随着其质量百分比增加先是呈椭球状然后演变为椭球状与长条状的混合态,到40 %时主要呈长条状。分散相的大小和成型过程中受到的剪切作用是影响其形态的两个主要因素。在进行WAIM过程中,近模壁层沿厚度方向的温度梯度较大,导致熔体黏度差异较大,速度差异也较大,剪切强烈,使得PA6分散相沿流动方向被拉长,形成长条状或者长片状的相形态。同理,在近水层的熔体与低温高压水直接接触而变得低温高黏度,近水层熔体在高压水带动下在型腔中快速穿透,导致近水层熔体也会受到较大的剪切作用。剪切作用能使分散相从球状拉伸成椭球状。当PA6含量较低时,分散相体积较小,相互之间距离较远,是相对独立的“孤岛”状态[13]。相对近水层,近模壁层熔体能形成长条状的分散相原因在于其冷却更快(普通模具钢:20 ℃时约为14.7 W/m·K,水:20 ℃为0.599 W/m·K),温度更低,受到的剪切作用也更大。而当PA6含量较高时,无论是近模壁层还是近水层,分散相体积很大,形成的大颗粒状就会被剪切作用拉得很长,形成长条状结构。中间层熔体所受剪切作用要弱得多,且中间层熔体温度较高,易于松弛,使得PA6较少出现被拉长的情况,所以中间层PA6相最终呈现出椭球状形态。
(4)PA6含量较低时,其均匀地分布在PP基底上,其形态在近水层和中间层都呈椭球状且平均直径较小。当平均直径较小时,分散相的相界面就更多,而相界面能很大程度地抑制裂纹的扩展,所以其拉伸强度较高;PA6在近模壁层以长条状均匀分布,起到了类似“纤维增强”的作用,也使得拉伸强度得以提高。PA6含量逐渐增加时,分散相体积随之增大,其相界面就更少,裂纹产生和扩展现象也就更容易发生,从而导致拉伸强度降低;当分散相含量增加到分散相局部相连,在成型过程中被拉长形成具有大长厚比的长片状(如PA6含量为30 %的试样中间层和近模壁层),大片连续的长片状PA6分散相会将PP基体进行“割裂”,易应力集中而产生裂纹,降低了拉伸强度[14]。而当PA6含量进一步提高,从局部相连转为整体相连时,PA6分散相与PP基体相融合在一起,而PA6的拉伸强度比PP的拉伸强度高得多,因而其拉伸强度要相对PA6含量为30 %的样品反而提高不少。
2.2.2结晶形态及分布
图5为不同PA6含量的PP/PA6共混物WAIM管件近水层、中间层和近模壁层在放大倍数为200的PLM的结晶体形态和分布。从图中可以发现:
(1)近模壁层和近水层的晶体分布更加致密,且近模壁层比近水层更致密,中间层相对更稀疏。这是因为近水层和近模壁层熔体受到强剪切和强冷却的结果。强剪切有诱导成核的作用[15],强冷却为熔体提供很大的冷却度有利于更快、更多地成核,并且冷却速度很快,使晶体来不及长大就被迅速凝固而造成晶体又细又密。模具壁比水的冷却效果更佳,因此近模壁层的结晶体就更为细密。
(2)近水层和近模壁层的晶体较多都是沿着熔体流动方向呈直线型分布,而中间层晶体分布无规律,这是近水层和近模壁层晶体在强剪切场下有序排列的结果。
(3)温度是熔体结晶的主要影响因素,剪切作用是晶体分布的主要影响因素,所以在相同的成型条件下,PA6含量的变化没有引起试样结晶形态和分布很大程度的改变。
PA6含量/%,位置:(a)10,近水层 (b)10,中间层 (c)10,近模壁层 (d)20,近水层 (e)20,中间层 (f)20,近模壁层(g)30,近水层 (h)30,中间层 (i)30,近模壁层 (j)40,近水层 (k)40,中间层 (l)40,近模壁层图5 WAIM管件各层PLM照片(×200)Fig.5 PLM photo of different layer of PP/PA6 WAIM pipes with various PA6 content (×200)
2.2.3结晶度
图6所示为不同PA6含量PP/PA6共混材料WAIM试样通过DSC测试得到的结果,根据图中的曲线进行积分计算得到试样的结晶热焓和熔融热焓,进一步计算出试样结晶度。表5为不同PA6含量下管件试样各层各相结晶度的计算结果。
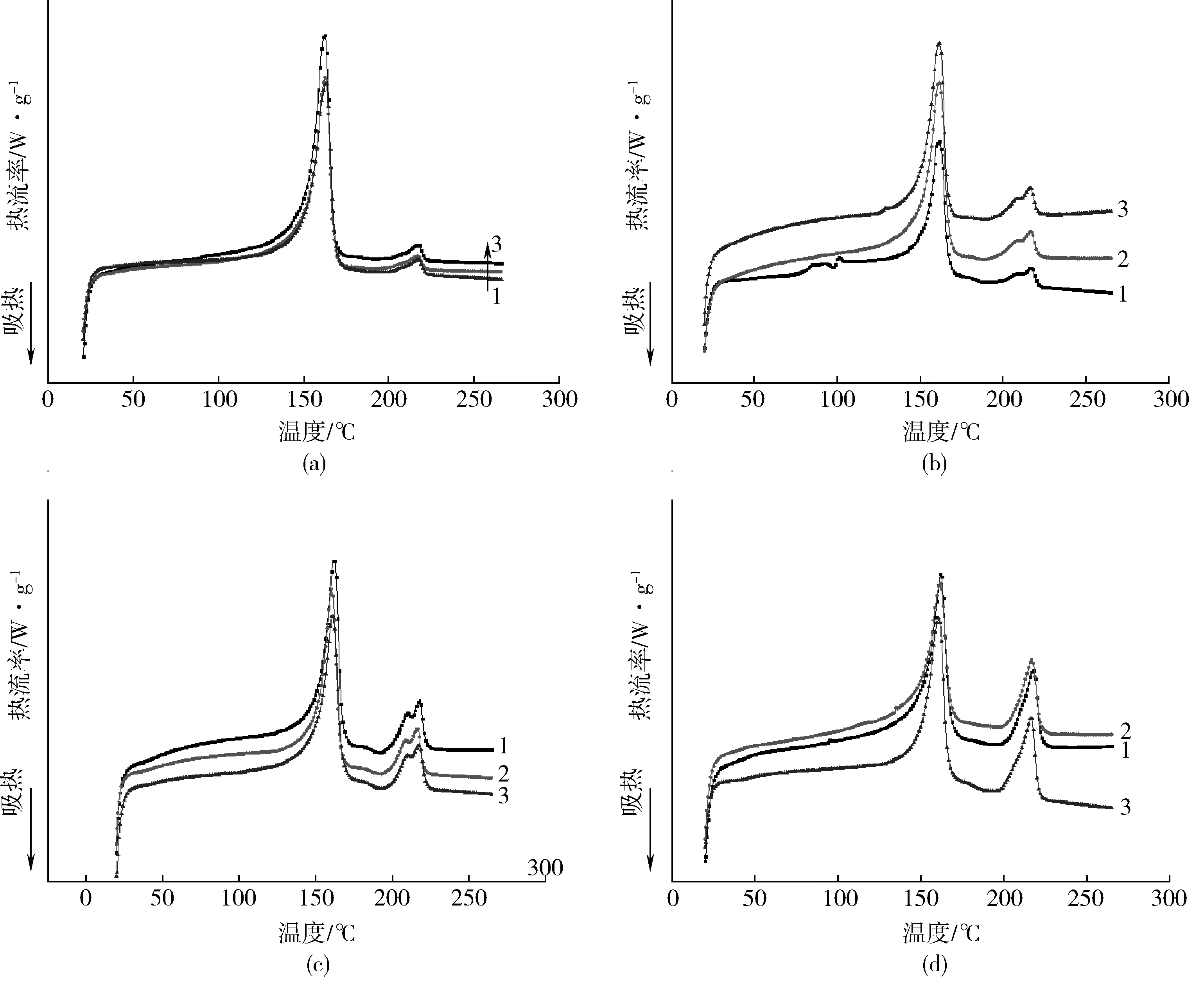
位置:1—近水层 2—中间层 3—近模壁层PA6含量/%:(a)10 (b)20 (c)30 (d)40图6 不同PA6含量PP/PA6共混物WAIM管件各层DSC曲线Fig.6 DSC curves of different layer of PP/PA6 WAIM pipe with various PA6 content

表5 不同PA6含量PP/PA6共混物WAIM管件各层各相结晶度
根据图6和表5结果发现:
(1)PP只有一个熔融峰,表明在成型过程中PP只形成了α晶型;而PA6有两个熔融峰,表明在成型过程中PA6形成了γ和α两种晶型。当PA6含量为10 %时,由于结晶的数量比较少,使得γ晶型不明显;当PA6含量逐渐增加时,γ晶型熔融峰逐渐向α晶型熔融峰靠拢,最后在PA6含量为40 %时两熔融峰重合在一起。
(2)PA6在熔融状态的峰值随其质量百分比的增加而越大(即对应的热焓越大),而PP在熔融状态的峰值相应呈减小的趋势。这是由于PA6结晶体的含量随着其质量百分比的增加而增加,则在DSC测试中晶体熔化吸热增加,相应PP的质量百分比降低,其吸热降低。
(3)WAIM管件中近水层和近模壁层的PP结晶度总体要高于中间层。这是由于近水层和近模壁层熔体所受冷却与剪切更强烈,更易成核,所以结晶度要更高些。
(4)PA6含量为10 %时以小颗粒状且相对分散地分布在PP基体上,颗粒太小不易有序排列,所以不易结晶。PA6含量超过20 %后,大体积的分散相受到剪切作用更大,容易诱导成核,从而增大结晶度。PA6在中间层所受剪切和温度都比较稳定,而温度和剪切作用对熔体结晶和晶体长大有着很大的影响,所以在PA6含量达到20 %后,其结晶度变化不大。PA6在近模壁层结晶度较高,主要是由于模具壁带来的强冷却和强剪切有利于大量成核而形成细小又致密的晶体。
3 结论
(1)PP/PA6共混材料WAIM管件拉伸强度和断裂伸长率先是随着PA6含量的增加而降低,而当PA6含量达到40 %时,其拉伸强度和断裂伸长率反而增加;
(2)分散相PA6在近模壁层和近水层呈长条状或长片状分布,在中间层呈椭球状;长条状的PA6分散相对管件的拉伸强度有提高作用;而长片状的PA6连续相会降低管件的拉伸强度;近模壁层比近水层的分散相长厚比更大;随着分散相PA6含量的增加各层的PA6呈聚集长大的趋势;
(3)近模壁层和近水层的晶体尺寸小且致密,中间层的晶体更为粗大;在近水层和模壁层,由于较强的剪切作用,晶体沿熔体流动方向排列;
(4)PP只形成了α晶型,而PA6形成了α和γ两种晶型;PP近模壁层和近水层结晶度比中间层更高;随着分散相PA6含量的增加各层的PA6结晶度有一定程度增大,且近模壁层分散相一直保持了较高的结晶度。
