叶丝结构均匀性在线调控系统的设计
2019-12-13李少平吴俊萍高丽君张龙云杨龙飞王红霞
范 磊,李少平,郭 越,吴俊萍,高丽君,宋 刚,张龙云,杨龙飞,刘 阳,王红霞
1. 河南中烟工业有限责任公司许昌卷烟厂,河南省许昌市城乡一体化示范区明礼街1 号 461000
2. 河南中烟工业有限责任公司技术中心,郑州经济技术开发区第三大街10 号 450000
在卷烟加工过程中叶丝结构是一项重要指标,与卷烟卷制质量及烟丝消耗密切相关[1-2]。叶丝结构反映的是叶丝长度特征及不同长度叶丝的比例,其中叶丝长度>3.35 mm 为长丝,叶丝长度在2.50~3.35 mm 之间为中丝,叶丝长度<1.00 mm 为碎丝,且要求整丝率(2.50 mm 以上叶丝所占比例)≥80.0%,碎丝率(1.00 mm 以下叶丝所占比例)≤2.0%[3-4]。但在实际生产中存在长丝分布不均匀等问题,最大叶丝长度达到100 mm 以上,这些过长叶丝在加工过程中容易交织结团,对卷烟卷制质量的稳定性影响较大,但降低叶丝长度会增大叶丝碎丝率和原料消耗。研究表明,卷烟质量的波动主要来自于叶丝结构差异[5],与叶丝结构均匀性关系密切[6-7]。其中,堵劲松等[8]采用灰色关联方法研究了烟丝结构分布与卷烟物理指标的相关关系,结果发现为获得较为理想的卷烟物理指标及其稳定性,叶丝结构分布的最佳长度为2.00~4.75 mm,且应尽量减少小于1.40 mm 的叶丝比例。赵亮等[9]采用烟丝结构分布方程研究了温度对成品烟丝造碎率及烟丝结构分布均匀性的影响,结果发现烟丝造碎率和烟丝结构均匀性都随温度的升高而降低,温度越高,造碎烟丝尺寸分布越不均匀。申晓锋等[10]通过对不同结构烟丝进行筛分和统计分析,建立了能够准确描述烟丝及其在加工过程中结构分布规律的表征方法。综上可知,通过调整叶丝结构可以有效提高卷烟卷制质量的稳定性,但上述研究主要为理论分析,关于生产中如何实现叶丝结构优化的研究则较少。TRIZ 分割原理是将同一对象相互矛盾的需求分开,从而使矛盾双方都得到满足的一种理论方法,例如空间分离、时间分离、条件分离、整体和部分分离等,在工程技术、航空、交通等领域被广泛应用[11-12]。为此,基于TRIZ 分割原理设计了一种叶丝结构均匀性在线调控系统,先将长丝与短丝有效分离,再对长丝进行单独处理,将长丝转变成中短丝,以期实现叶丝结构均匀性的精准控制,提高卷烟质量稳定性。
1 系统设计
叶丝结构均匀性在线调控系统主要由滚筒式分选装置、剪切式处理装置、仓储喂料机及辅联输送装置组成,其工艺流程包括切丝、叶丝松散筛分、长丝分切、叶丝混匀、烘丝等部分,见图1。物料经切丝机切割为宽度符合要求的叶丝后,由振动输送机输送到双向皮带。当双向皮带顺时针转动时,叶丝按设定的生产流程输送到仓储喂料机,再进入烘丝机进行干燥处理。当双向皮带逆时针转动时,叶丝由振动输送机送入滚筒式分选装置,随着滚筒的转动,长度大于5 mm 的长叶丝(可根据工艺需求确定筛分尺寸)由出料端输出,经振动输送机送入剪切式处理装置进行处理;筛分出的短丝由设备下端输出,与经剪切式处理装置处理后的叶丝汇入同一输送皮带,送往仓储喂料机,再进入烘丝机进行干燥处理。
1.1 滚筒式分选装置
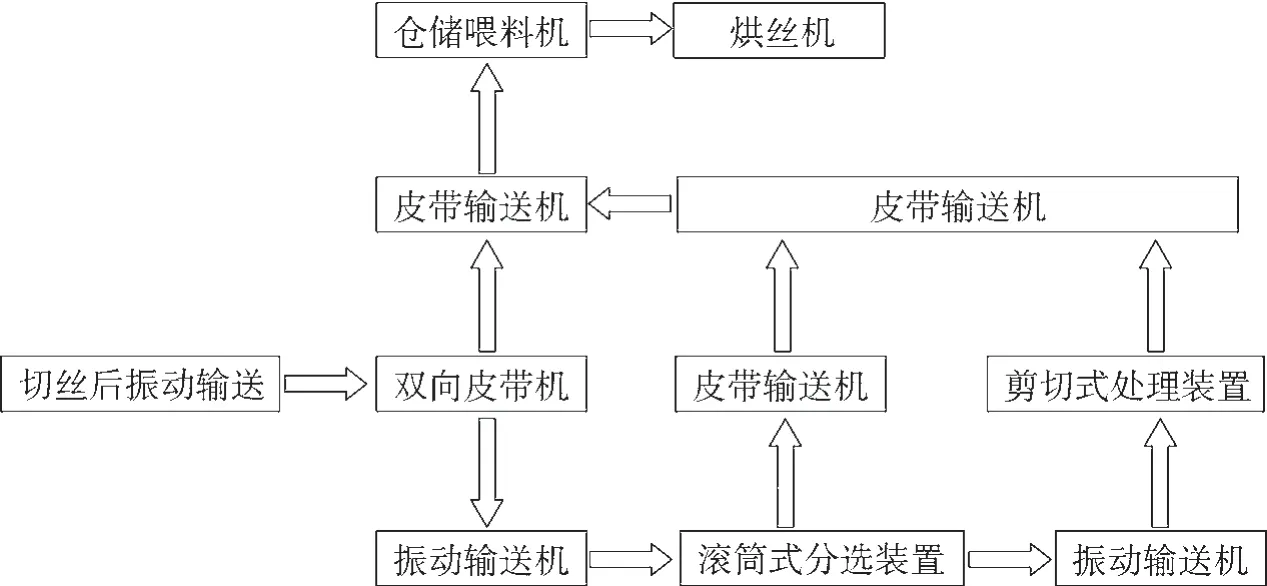
图1 叶丝结构均匀性调控工艺流程图Fig.1 Technological flow chart of size uniformity control of cut strips
常用的振动式分选装置容易堵料、不易清理且筛分效率低,而滚筒式分选装置筛分效率高,网孔不易堵塞,对叶丝还具有松散作用,适用于含水率较高的叶丝分选。滚筒式分选装置主要包括筛分滚筒、传动托辊、清理排刷和出料口等部分,见图2。其中,筛分滚筒由筒体辊道、导料板、匀料耙钉和筒壁组成,固定在传动托辊上。传动托辊由减速机驱动,带动筒体转动,滚筒转速为变频调速;筒体安装位置与水平方向成3°夹角,便于叶丝进料和出料;筒壁为钢丝编织网板,网孔尺寸4.75 mm;匀料耙钉的间距与耙钉长度可根据实际需要确定;清理排刷用于清理筒壁上粘附的叶丝。
生产时物料经过进料振槽、导料板均匀地进入筛分滚筒内,在匀料耙钉的作用下随筒体转动。其中,短丝和碎丝通过筒壁网孔从短丝出料口落下,长丝在滚筒的旋转作用下继续前行,从长丝出料口落下,少量堵塞筒壁网孔的叶丝在清理排刷的作用下散落入筒体内。
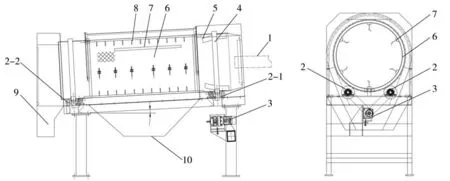
图2 滚筒式分选装置结构示意图Fig.2 Schematic diagram of structure of separating cylinder
1.2 剪切式处理装置

图3 剪切式处理装置结构示意图Fig.3 Schematic diagram of structure of clipping device
剪切式处理装置主要由进料振动输送机、挡料板、弹丝辊、导流板、篦子、刀辊和固定支架等组成,分为叶丝松散、叶丝除杂、叶丝均匀性调控3个处理单元,可根据需要安装于切丝后、烘丝后、加香前或加香后等位置,见图3。该装置采用剪切式长丝分切工艺,机械设备与叶丝接触面积小,可减少机械加工对叶丝产生的造碎。生产中叶丝由进料振动输送机按照设定流量送入剪切式处理装置,在挡料板的作用下,叶丝由弹丝辊上方落下,弹丝辊可将叶丝中的结团叶丝充分松散,并对过长叶丝进行预处理,使过长叶丝在弹丝辊金属丝的弹拨下转变为中长叶丝。松散后叶丝下落到导流板上,经除杂后沿导流板下落到低速刀辊和高速刀辊上方,符合要求的短丝由两刀辊间隙落下,长丝在高速刀辊、低速刀辊和篦子的共同作用下,根据工艺要求被剪切为中短丝由两刀辊间隙落下,与短丝混合后由皮带输送至下一工序。
1.2.1 叶丝松散单元
叶丝松散单元由挡料板和弹丝辊组成,挡料板位于弹丝辊上方,主要使进料振动输送机输送的叶丝落入弹丝辊上方。弹丝辊由两排韧性和强度较高的细金属丝以及两块固定板和弹丝辊轴组成(图4),其主要作用是对结团叶丝进行松散,并对过长叶丝进行预处理。弹丝辊由独立电机控制,转速可调。金属丝端部设计为凸台结构,分别穿过固定板上设置的一排打孔,再通过固定板上3个均匀分布的螺栓固定于弹丝辊轴上。金属丝直径1.5 mm,固定板打孔直径2 mm,更换金属丝时只需松开3 个螺栓便可将整排金属丝拆下,操作方便,提高了维修和保养效率。
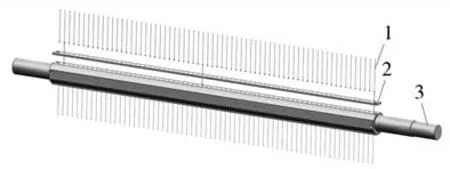
图4 弹丝辊结构示意图Fig.4 Schematic diagram of structure of picker roller
1.2.2 叶丝除杂单元
叶丝除杂单元主要由导流板组成,导流板以一定倾斜角度固定在机壳上,并安装有强吸力磁铁。除杂单元的作用是将松散后的叶丝送入叶丝均匀性调控单元中两刀辊的正上方,同时防止金属杂物混入叶丝。
1.2.3 叶丝均匀性调控单元
叶丝均匀性调控单元由高速刀辊、低速刀辊、篦子组成。高速刀辊和低速刀辊都为均布一定数量刀片的圆柱状针辊,由星形刀片通过挡套间隔串联在刀辊轴上,两组刀辊的刀片交错排列、反向转动,刀辊位置、两辊间距可通过调节装置进行调节,刀片数量和刀片间隙可通过调整挡套大小进行调节,见图5。刀片采用耐磨性较好的锋钢材料,刀片表面覆盖有耐磨粒磨损涂层,以延长刀片使用寿命。两组刀辊分别由独立电机驱动,转速可调,低速刀辊的作用是输送烟丝以及提供剪切叶丝时的附着力,高速刀辊的作用是利用两辊间存在的速度差与低速刀辊共同形成剪切力对过长叶丝进行剪切,调整叶丝长度。为避免大流量生产时出现堵料现象,刀片设计为星形;为防止未处理的过长叶丝直接从两刀辊外侧落下,在两刀辊两侧分别安装篦子,通过螺栓固定在叶丝除杂单元的导流板上。

图5 刀辊结构示意图Fig.5 Schematic diagram of structure of knife roller
篦子由篦子轴和篦齿组成,见图6。篦子轴为中空的方管,方管四面均有孔,每面的孔间距不一样,分别与高速刀辊、低速刀辊的刀片间隙相对应(即与刀辊挡套尺寸一致)。篦齿为圆形钢管,直径4 mm,通过螺纹固定在篦子轴上;篦齿可快速拆下,并更换到篦子轴方管其他3 个面上,4 个面分别对应3、5、10、15 mm 这4 种刀片间隙。当刀片间隙发生改变时,将篦齿调换到相应安装面上,使篦齿与刀辊刀片交叉排列且不发生干涉,进而提高叶丝长度均匀性调控效果。
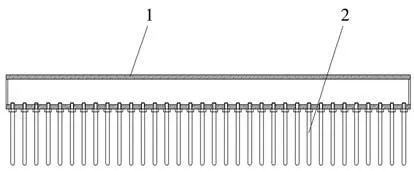
图6 篦子结构示意图Fig.6 Schematic diagram of structure of grate
2 设备参数优化
2.1 材料与仪器
材料:“黄金叶(硬帝豪)”牌卷烟切后叶丝和烘后叶丝(河南中烟工业有限责任公司许昌卷烟厂提供)。
设备和仪器:叶丝结构均匀性调控装置(徐州众凯机电设备制造有限公司);多层可拆卸检测振筛(徐州铁建机械制造有限公司,筛网规格分别为10、5、4、2 mm);电子天平[精度0.01 g,梅特勒-托利多仪器(上海)有限公司];电子台秤[精度10 g,梅特勒-托利多(常州)测量技术有限公司]。
2.2 试验内容和方法
2.2.1 滚筒筛分效率
改变滚筒式分选装置的电机频率,测试其对滚筒筛分效率的影响,确定滚筒转速。试验方法:①取出一定数量切后叶丝,称重记为M;另取样3份,通过多层可拆卸检测振筛(筛网规格5 mm)检测叶丝结构,计算出≤5 mm 叶丝所占比例,取平均值,记为A。②设置滚筒电机频率为20 Hz(转速为600 r/min),将切后叶丝样品人工投料,在滚筒短丝出料口处取样,称重记为m。③在长丝出料口、短丝出料口分别取样3 份,采用多层可拆卸检测振筛进行筛分,计算不同尺寸范围叶丝所占比例,取平均值,用于验证筛分效果。④依次调整滚筒电机频率为25、30、35、40 Hz,重复以上步骤。
滚筒筛分效率计算公式为:

式中:η—筛分效率,%;m—筛出的短丝质量,kg;M—样品总质量,kg;A—短丝理论比例,%。
2.2.2 叶丝结构调控效果
调整剪切式处理装置弹丝辊及高、低速刀辊转速,分析叶丝结构的变化情况,确定最佳参数组合。试验方法:①取一定数量切后叶丝,共取样3份,通过多层可拆卸检测振筛(筛网规格5 mm)检测叶丝结构,计算各种叶丝结构所占比例,取平均值。②依据表1 分别设置设备参数,选取滚筒电机转速600 r/min,筛网规格5 mm,刀片间隙3 mm进行试验。③在剪切式处理装置出料口取样3份,采用多层可拆卸检测振筛检测叶丝结构,取平均值。④取一定数量烘后叶丝,重复以上步骤进行验证试验。
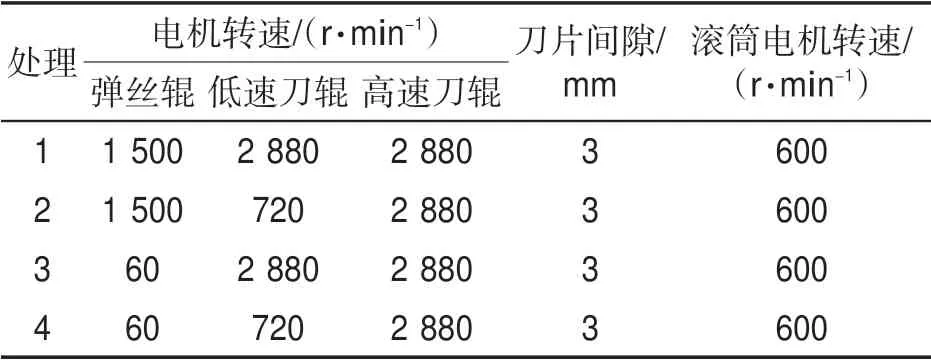
表1 叶丝结构调控试验参数组合Tab.1 Parameters of size uniformity control experiments for cut strips
2.3 结果与分析
2.3.1 滚筒筛分效率
由表2 可见,随着滚筒电机转速减小,筛分效率呈递增趋势,在滚筒电机转速为600 r/min(滚筒实际转速为13.5 r/min)时筛分效率最佳,达到74.24%,即切后叶丝中74.24%的5 mm 以下叶丝被筛出。现场观察发现,经过多次试验后未发现有粘网现象。
由表3 可见,长丝出口处,随着滚筒转速减小,筛出长丝中5 mm 以上叶丝所占比例呈递增趋势。短丝出口处,筛出短丝中大于10 mm 以上叶丝比例不高于0.05%;在5 种不同滚筒电机转速条件下,筛出短丝中5 mm 以下叶丝比例大多在95%~98%之间,筛分效果较好。
2.3.2 叶丝结构调控效果
由表4 可见,低速、高速刀辊间存在速度差时长丝处理效果好于无速度差,弹丝辊转速1 500 r/min 时的长丝处理效果好于弹丝辊转速60 r/min。故弹丝辊、刀辊共同作用且两刀辊间存在速度差时处理效果较好,即处理2 效果最佳,处理后大于10 mm 超长丝比例由33.16%减少至3.66%,2~4 mm 的叶丝比例由24.28%增加至39.63%,小于1 mm 碎丝比例仅增加0.36%,且星形刀片未发生堵料和粘附现象。
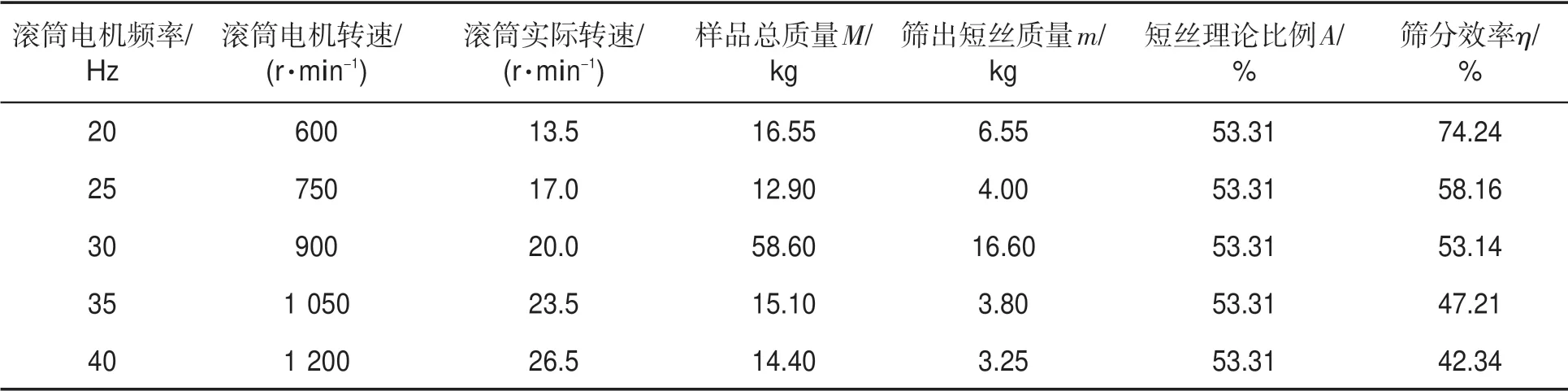
表2 滚筒筛分效率统计Tab.2 Statistics of separating efficiency of cylinder
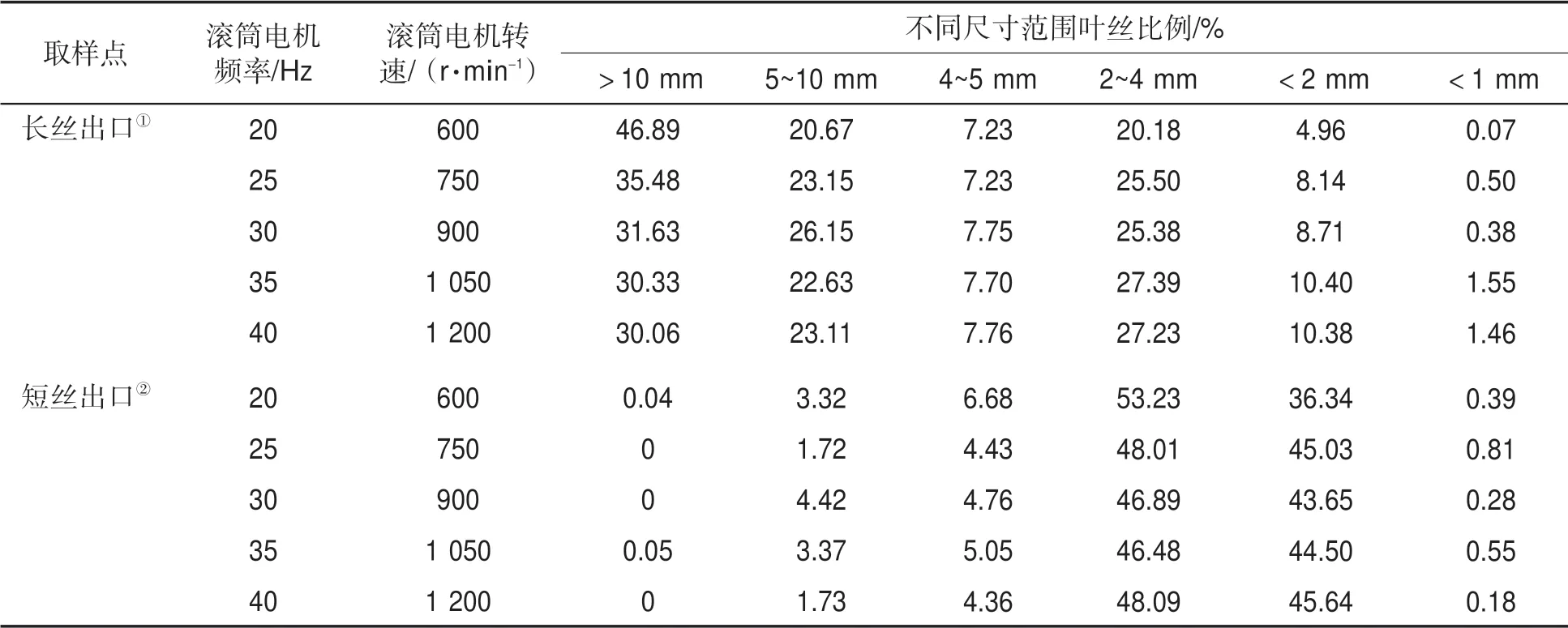
表3 滚筒筛分后叶丝结构分布Tab.3 Proportions of cut strips of different sizes after cylinder separation

表4 切后叶丝处理结果Tab.4 Proportions of cut strips of different sizes after clipping
由表5 可见,烘后叶丝由于含水率减少,长丝处理效果更好。其中,处理2 中10 mm 以上超长叶丝比例由32.87%减少至0.63%,但碎丝率增加3.15%;处理3 和4 虽然造碎不大,但大于5 mm 以上叶丝处理效果欠佳,叶丝结构均匀性不理想;烘后与切后叶丝结构趋势一致,验证了上述试验结果。
综上可见,叶丝结构均匀性调控装置置于切丝工序后较合适,相比较烘后叶丝,切后叶丝含水率高,耐加工性强,处理过程中不会对叶丝产生较大造碎。最佳设备参数组合为:滚筒电机转速600 r/min,刀片间隙3 mm,弹丝辊转速1 500 r/min,低速刀辊和高速刀辊转速分别为720 r/min 和2 880 r/min,处理后基本消除了长叶丝,且未增加过多造碎。

表5 烘后叶丝处理结果Tab.5 Proportions of cut strips of different sizes after drying
3 应用效果
3.1 试验设计
材料:“黄金叶(硬帝豪)”牌卷烟叶丝(河南中烟工业有限责任公司许昌卷烟厂提供)
设备:TOBSPIN 切丝机(德国HUNNI 公司);叶丝结构均匀性调控装置(徐州众凯机电设备制造有限公司);SJ236B 型加香机(昆明船舶设备集团有限公司);多层可拆卸检测振筛(徐州铁建机械制造有限公司,筛网规格分别为10、5、4、2 mm);烟丝振动分选筛(郑州嘉德机电科技有限公司,筛网规格分别为3.35、2.50、1.00 mm);电子天平[精度0.01 g,梅特勒-托利多仪器(上海)有限公司];电子台秤[精度10 g,梅特勒-托利多(常州)测量技术有限公司];QTM8 型综合测试台(英国斯茹林公司)。
方法:按照最佳设备参数进行设置,连续生产30 批次,每批次在烘丝后取样1 次,分别采用多层可拆卸检测振筛、烟丝振动分选筛根据YC/T 178—2003[13]的要求检测叶丝结构,与调控前烘后叶丝检测数据对比;每批次在卷包过程中取样4次,每次100 支,根据GB/T 22838—2009[14]的要求检测烟支物理指标,取平均值,并与同牌号调控前生产的30批次叶丝卷制的烟支物理指标对比分析。
3.2 数据分析
由表6 可见,叶丝结构调控后10 mm 以上超长叶丝处理结果较理想,由32.87%降低至0.48%;2~4 mm 叶丝比例达到62.60%,叶丝结构趋于均匀。由表7 可见,叶丝整丝率为82.76%,碎丝率1.12%,符合工艺生产要求。由表8 可见,叶丝结构调控后烟支质量标偏为0.019 g,优于调控前平均值0.022 g;吸阻标偏为44.7 Pa,优于调控前平均值50.2 Pa;烟支含末率为1.39%,与调控前平均值1.47%基本相符。
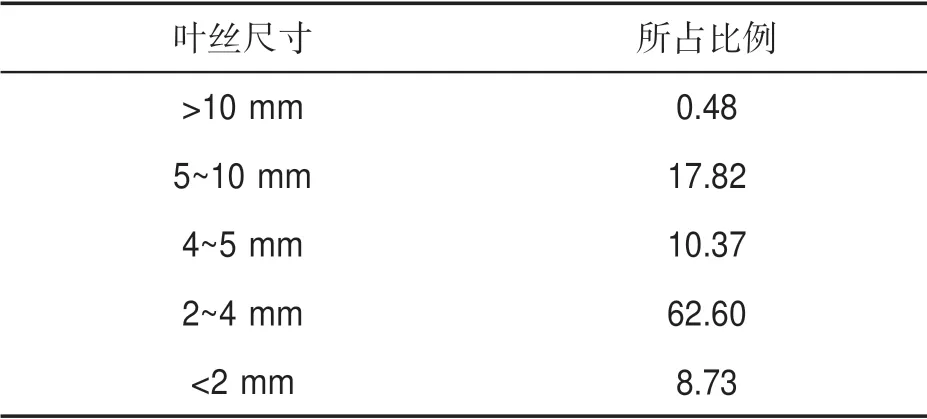
表6 多层可拆卸检测振筛检测叶丝尺寸结果Tab.6 Size of cut strips tested by multi-layer removable vibrating sieve (%)
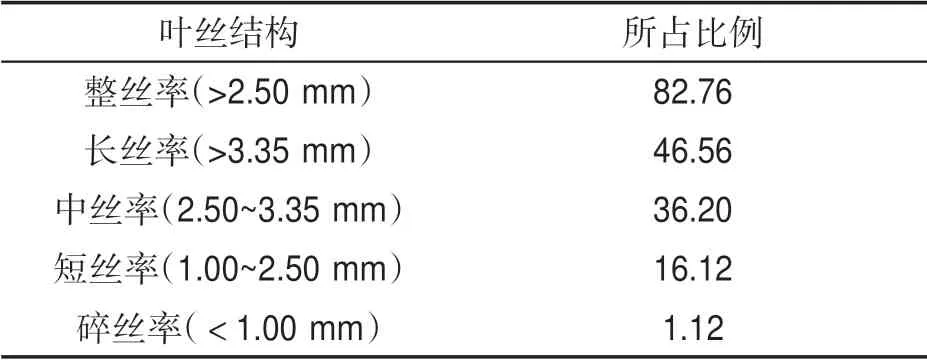
表7 烟丝振动分选筛检测叶丝结构结果Tab.7 Proportion of cut strips of different size tested by vibrating sieve (%)

表8 叶丝结构调控前后烟支物理指标数据对比Tab.8 Comparison of cigarette physical indexes before and after cut strip size uniformity controlling
4 结论
基于TRIZ 分割原理设计了叶丝结构均匀性在线调控系统,采用滚筒式分选技术对叶丝长度进行筛分,实现长丝与短丝的有效分离;运用剪切式处理技术对长丝进行单独处理,使长丝转变成中短丝;将处理后长丝与短丝混合均匀,提高了叶丝结构的均匀性,避免增加造碎。以许昌卷烟厂生产的“黄金叶(硬帝豪)”牌卷烟叶丝为对象进行测试,结果表明:采用叶丝结构调控系统后大于10 mm 长丝比例降低至0.48%,2~4 mm 叶丝比例达到62.60%,叶丝结构趋于均匀;整丝率为82.76%,碎丝率1.12%,符合工艺生产要求;烟支质量标偏为0.019 g,烟支吸阻标偏为44.7 Pa,分别优于调控前平均值0.022 g 和50.2 Pa,有效提高了卷烟质量稳定性。
