基于激光跟踪仪的火炮身管静态参数测量方法
2019-11-08孔刚鹏孔维红郝波涛李鑫鹏周煊博
孔刚鹏,孔维红,郝波涛,李鑫鹏,周煊博
(中国华阴兵器试验中心, 陕西 华阴 714200)
当前国内主要有以下三种测量火炮身管弯曲度的方法:① 望远镜法(即2KPC光学测量仪),该方法使用最早,第一次量化测量弯曲度,但缺点是自动化程度低,需要人工瞄准、人工读数、人工记录和计算,测量准确度与操作人员的经验、熟练程度紧密相关。② PSD靶法,以激光束作为准直基线,PSD光电列阵靶接收光点的光电检测法,利用先进的光电技术,使测量过程中的判读和数据处理能自动完成,避免了人工操作所引起的误差,不足之处是安装调整比较复杂,且PSD靶的测量精度不高,无法确定定心环在移动过程中的旋转量[1]。③ CCD法[2],以激光束作为准直基准,由CCD面阵图像器件接收光点位置来确定火炮身管的弯曲度。其优点是容易确定定心环在移动过程中的旋转量,测量精度高,增加自动爬行机构后自动化程度更高。但在长期使用中也发现该套设备存在一定的缺陷,主要有:① 系统复杂,对操作技能要求高;② 标校困难,测量精度不够高;③ 测量的有效长度较短,测量数据一致性差。这些缺点影响了火炮静态检测的整体水平。激光跟踪仪作为当今世界公认的高精度测量仪器,具有高精度、高效、测量范围大、操作简便等优点,被广泛应用于精密制造、装配及检测等工业测量和精密工程测量领域,因此可以利用激光跟踪仪的优势,探索用于测量身管弯曲度,以提高火炮身管弯曲度测量的精度与可靠度。
1 测量原理
火炮身管弯曲度是指炮膛实际轴线与理论轴线之间的距离[3]。如图1所示,炮膛理论轴线是指炮膛的炮口截面与膛线起始部截面的几何中心的连线。炮膛实际轴线是指炮膛各个截面的几何中心的连线。因此弯曲度测量的关键就是要获取理论轴线和实际轴线。弯曲度测量时,根据国军标2977A—2006《火炮静态检测方法》的规定,将火炮身管调整为概略水平。
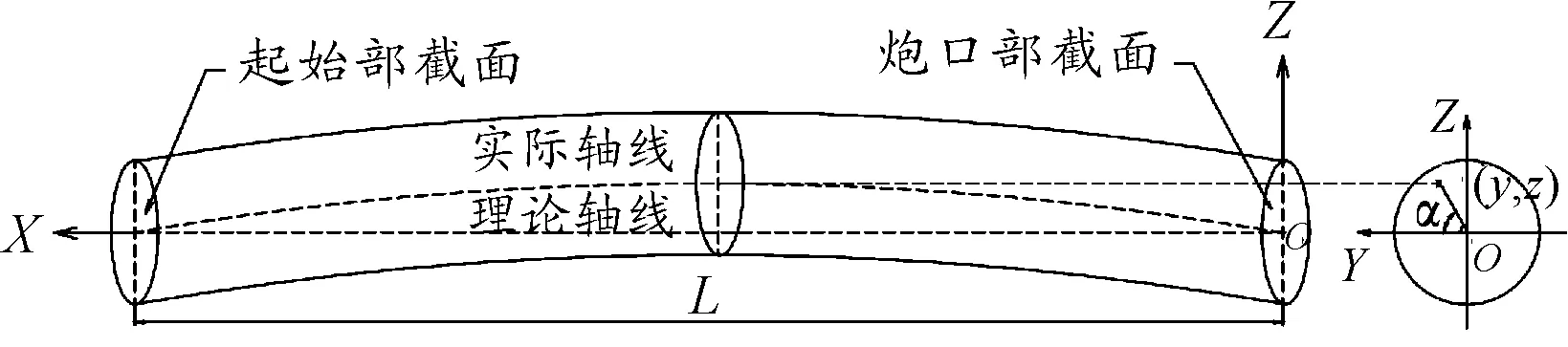
图1 火炮身管弯曲度示意图
激光跟踪仪主要采用了激光干涉测距技术(双频激光是可国际溯源的长度基准,它相当于利用标准尺进行测量,测量精度可达0.01~0.03 mm)和电子度盘测角技术,实时测量空间目标点的三维坐标[4]。它通过测量目标的水平角、垂直角及斜距,建立以跟踪头为中心的球坐标系。原理如图所示。为了更直观地表达被测量目标点的空间位置,将球坐标按下式转换到直角坐标系下[5]。
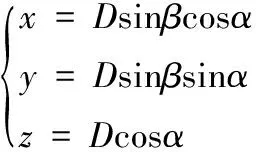
测量原理为:① 将火炮转换成战斗状态,身管处于水平状态,激光跟踪仪架设于火炮身管正前方,使激光束能通过身管内膛;② 将炮膛塞头与推杆连接,从身管后端插入炮膛推到炮口端面,将靶球安放于球座,此时靶球中心与炮口端面中心重合;③ 测量得到此时球心的坐标,向后拉动塞头,以等间距依次测量得到不同截面中心坐标,直至炮膛起始部的中心坐标;④ 将仪器坐标系转换成测量坐标系,其原点为炮口端面中心,炮口端面中心与炮膛起始部中心连线为X轴,垂直向上为Z轴正向,按右手法则确定Y轴正向,此时XOY面就是过炮膛理论轴线的水平面,XOZ面是过炮膛理论轴线的垂直面,某一个炮膛截面中心坐标(y,z)就是此处身管弯曲度在两个方向的分量,两个分量的反正切值α=arctg(z/y)就是弯曲度向量与水平面的夹角(如图2所示)。
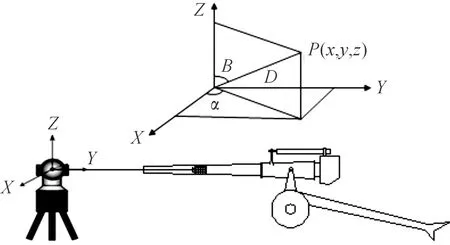
图2 激光跟踪仪测量弯曲度测量原理示意图
图3 炮膛塞头安装示意图
2 误差分析
由误差理论[6,7]知:系统测量误差由系统误差、随机误差及粗大误差构成。粗大误差是由测量方法不正确、测量系统有缺陷等原因构成,因此在本研究中不考虑。随机误差是系统受环境影响、炮膛擦拭不干净和人员操作造成的测量结果不一致,该项误差的大小和方向具有随机性,但经过多次测量(测量次数不少于3次),误差分布具有统计规律,采用多次测量取平均方法减小该误差影响。另外对操作人员进行岗前培训和考核,减少操作引起的误差。本文中主要分析系统误差的影响。
激光跟踪仪测量弯曲度中系统误差主要包括3部分,激光跟踪仪测量误差、炮膛塞头中心与身管轴线的偏差、反射靶球的光学中心与几何球心的偏差引起的误差。
2.1 激光跟踪仪测量误差
激光跟踪仪测量误差主要包括仪器系统误差和受环境影响引起的随机误差,随机误差主要是仪器受环境温度、湿度、气压、振动等因素变化引起的[8]。身管弯曲度测量主要在工房内进行,这些因素的变化较小,因此可不考虑。仪器本身的系统误差是主要考虑的,其最大误差为±15 μm+6 μm/m,前一项为固定误差,后一项为比例误差,由反射靶球距仪器的距离决定,122 mm火炮弯曲度测量,靶球离仪器的最远距离为6 m,其测量误差小于0.051 mm。为了得到仪器的实际测量误差,对6 m距离的固定点进行了多次测量,其均方差为0.004 mm,最大点距为0.042 mm,实测结果是满足设备指标的。
2.2 炮膛塞头中心偏差
身管弯曲度测量的关键是得到身管每一个截面的中心,炮膛塞头装入身管内时,安装于炮膛塞头前端的跟踪仪反射靶球中心就代表了炮膛中心,如何保证靶球中心与炮膛中心重合?将炮膛塞头装入同口径的标准筒[9](如图4所示),先用三坐标测量仪测量标准筒的内壁和端面,在软件中建立以标准筒轴线为Z轴,横向为X轴,竖向为Y轴的坐标系,再测量靶球的球面,在软件中就得到靶球的中心坐标,此时的X、Y坐标值就是塞头中心偏离标准筒轴线的,如果X、Y值不是零,通过调整靶球基座的横向和竖向螺钉使其中心无限接近零(如图5所示),然后再测量靶球中心,经过反复测量和调整,达到理想的结果,完成标校。通过实际调整,炮膛塞头中心与标准筒轴线的偏差,X向达到0.04 mm,Y向达到0.05 mm,偏离轴线距离约为0.064 mm。

图4 塞头同轴度标校原理示意图
2.3 靶球中心偏差
塞头标校时通过测量靶球外表得到其几何中心,而测量弯曲度时靶球的光学中心代表了塞头的中心,两个中心的同心度差为0.006 mm。由误差传递定律[10]可知,以上3项误差为和差关系,因此弯曲度测量的系统误差:

图5 塞头同轴度标校操作
3 测量结果
采用该方法对某型榴弹炮身管弯曲度进行了3次测量(结果如表1所示),从火炮身管炮口部到膛线起始每隔200 mm测量一个点。

表1 激光跟踪仪测量身管弯曲度数据
为了更直观对比数据,将水平向分量和竖直向分量转化成折线,如图6所示。从表和图可得出:
1) 两个方向3次测量数据的趋势比较一致;
2) 同一截面3次测量数据的最大差值,Y向为0.084 mm,Z向0.099 mm;
3) 同一截面3次测量数据与平均值的最大差值,Y向为0.047 mm,Z向为0.053 mm;
4) 同一截面3次测量数据与平均值差值平均值,Y向为0.009 mm,Z向为0.005 mm;
5) 同一截面3次测量数据与平均值差值的标准差,Y向为0.017 mm,Z向0.033 mm。
从以上分析数据可得出,该方法测量数据的趋势比较一致,数据的重复性较好,满足了弯曲度测量要求。

图6 弯曲度向分量折线
4 三种测量方法对比
为了对激光跟踪法与现有的两种方法进行对比,采用2KPC光学测量仪(望远镜法)和火炮身管静态参数测量系统(CCD法)对同一门炮各进行了3次测量,其结果如图7和图8所示。
从测量结果可得出:
1) 同一截面3次测量数据的最大差值,Y向为0.35 mm,Z向0.10 mm;
2) 同一截面3次测量数据与平均值的最大差值,Y向为0.18 mm,Z向为0.1 mm;
3) 同一截面3次测量数据与平均值差值平均值,Y向为0.062 mm,Z向为0.016 mm;
4) 同一截面3次测量数据与平均值差值的标准差,Y向为0.067 mm,Z向为0.045 mm。
图7 2KPC光学测量仪测量弯曲度

图8 身管静态参数测量系统测量结果
从测量结果可得出:
1) 同一截面3次测量数据的最大差值,Y向为0.59 mm,Z向1.85 mm;
2) 同一截面3次测量数据与平均值的最大差值,Y向为0.39 mm,Z向为1.28 mm;
3) 同一截面3次测量数据与平均值差值平均值,Y向为0.167 mm,Z向为0.368 mm;
4) 同一截面3次测量数据与平均值差值的标准差,Y向为0.115 mm,Z向为0.469 mm。
为了分别从测量有效长度、操作方便性、设备可靠性、标效、最大误差、数据一致性等方面对3种测量方法进行对比(如表2所示)。
从表2可得出,激光跟踪仪测量身管弯曲度具有测量范围大,操作方便性好,设备可靠,标校方法简单,标效设备成熟,并自主可控,测量分辨率高,误差小,测量数据整体趋势好,同一截面多次测量数据的一致性等都要优于其他两种设备。
表2 3种测量方法
5 结论
对激光跟踪仪测量身管弯曲度的测量原理、测量误差、标校方法等进行了研究,并应用3种方法对火炮进行了实测,从12个方面进行了定性定量比较,证明激光跟踪仪测量弯曲度具有明显的优势。此外,该套设备还可同时测量身管炮口角,该方法不仅能提高火炮身管检测水平和效率,而且能扩大身管检测领域,具有较高的推广应用价值。