降低GDX2细支包装机条盒膜缺陷率的研究
2019-10-21刘滢高健鹏杨波黄平
刘滢 高健鹏 杨波 黄平

【摘 要】通过详细分析条包整形美容装置原理,发现条盒膜缺陷率与美容装置烙铁熨烫时间及熨烫温度的关系,展开烙铁熨烫时间、温度与条盒膜缺陷率相关性研究,找到最佳熨烫时间,并通过设备改造最大幅度降低条盒膜缺陷率。
【关键词】GDX2细支包装机;条包整形美容装置;条盒膜;烙铁;熨烫时间
贵州中烟贵定卷烟厂现有3组GDX2细支包装机(国产型号为ZB45B),在生产运行中表现出较为稳定的生产效率,为保证GDX2细支包装机组条盒外观产品质量,在CV部位完成条盒膜包装后,增设了条包整形美容装置,但在实际生产过程中细支烟的条盒膜包装效果并不理想,泡皱质量缺陷频发,严重影响生产效率及产品质量。为解决该问题,本文通过对原条包横列整形装置进行分析研究,确定烙铁熨烫时间与成品质量间的关系,并通过设备改造最大幅度降低条盒膜缺陷率。
1、整体分析
1.1CV包装流程分析
YB95条盒透明纸包装机是ZB45包装设备的最后一个工序,其工作原理是透明纸薄膜在与金拉线合成后被切割成定长,由夹钳将纸横向移至包装工位,吸纸定位后在第一提升器处完成条盒第一次提升,完成透明纸的折叠;然后,条盒在推进器推进时完成透明纸的后长边的折叠,并在推进过程中又完成透明纸的前长边和两边折角的折叠,在到达第二提升器时条盒透明纸下短边完成折叠,在第二次提升过程中又完成条盒透明纸上短边折叠,并被热封成形后按一定堆叠条数自动推出,推出过程中需经过光子缺包检测系统进行缺包检测,而后推入条包横列整形装置进行外观整形后进入整形装置,最后检测输出[1]。
1.2 缺陷情况统计
连续两周统计各班过程检验中所发现的条盒膜外观缺陷,具体数据见表1。
由统计结果可以看出,条盒膜外观缺陷主要问题集中于条盒膜泡皱,在整体缺陷比例里,占比78.60%。
1.3条盒膜泡皱缺陷产生位置调查
1.3.1试验设计
材料:200条未美容但条盒膜折叠完好的条烟(贵烟“跨越”系列)。
设备:ZB45细支包装设备
方法:根据CV透明纸包装流程,在第二推包折叠器出口处取200条未美容,条盒膜折叠完好的条烟(贵烟“跨越”系列),依次通过条包横列整形装置(上下面)及条包横列整形装置(左右面)
(1)观察记錄条盒经过条包横列整形装置(上下面)后产生的泡皱缺陷数量;
(2)将过条包横列整形装置(上下面)的条烟继续通过条包横列整形装置(左右面)并观察记录已经形成泡皱缺陷的条烟经过条包横列整形装置(左右面)后是否有改变,以及是否有新产生的泡皱缺陷。
1.3.2数据分析
根据实验情况发现,即使是条盒膜在第二推包折叠处已经折叠良好的情况下,经过条包横列整形装置(上下面)后仍然产生较高比例的泡皱缺陷,详细缺陷见表2。
1.4条包横列整形装置结构组成及工作原理
DT2001-C/HL-C条包横列异型盒整形装置是贵定卷烟厂主要使用的细支包装设备条盒膜整形装置,主要由主体加热部分、停机排烟部分、输送连接部分、电箱部分、传动部分、出烟输出部分以及条包推出机构组成。其中主体加热部分是由上下两烙铁组成。其中,条包横列整形装置(上下面)下端烙铁为固定烙铁,条烟通过整形装置过程中,一直与条烟接触,而上端烙铁由凸轮控制其升降,当条烟进入整形装置时,烙铁下压,与条烟接触进行整形。
2烟用包装薄膜收缩率与熨烫温度熨烫及时间的相关性分析
在条盒膜的包装过程中,烟用包装薄膜在生产过程中依靠其预热收缩的性质对小盒及条盒烟包进行密封性处理,但在生产过程中,往往由于生产设备对其进行热封的温度及时间把控不足,导致“过收缩”或“收缩不到位”现象频发,泡皱缺陷即是非常明显的“收缩不到位”。为了找到包装薄膜收缩率与熨烫温度熨烫及时间的相关性,进一步解决条盒膜泡皱问题,本文通过模拟试验收集了在不同温度及不同熨烫时间下包装薄膜收缩率的变化,并用SPSS对数据进行了相关性分析,拟找到收缩率与熨烫温度及时间的线性回归方程[2]。
2.1实验过程
利用德国产的热收缩分析仪设备,针对云南红塔塑料有限公司产的热收缩膜进行收缩实验分析,得出在不同温度及不同熨烫时间下,薄膜收缩率的变化,并对数据进行整理[3]。
2.2用SPSS对数据进行分析
将试验所得数据导入SPSS分析软件,进行相关性分析(回归分析),具体分析结果如下:
(1)收缩率与温度、时间均为负相关,且显著性均为0.000,即收缩率与两个自变量均为显著相关关系。
(2)相关系数R=0.813,判定系数为0.661,回归直线对样本数据的代表程度和线性相关性相对较强。
(3)统计量F=692.073,相伴概率<0.001,说明多个自变量与因变量之间存在线性回归关系。
(4)回归系数分析
根据表3数据,相伴概率均小于0.001,说明回归系数与0有显著差别,该回归方程有意义,根据上表可得收缩率在一定范围内与温度及时间的一元二次方程如下:
Y(收缩率)=1.960-0.019X1(温度)-0.162X2(时间)
3温度分析
由包装薄膜收缩率与熨烫温度熨烫及时间的相关性分析可知,条盒膜的收缩率与整形装置整形温度以及熨烫时间相关,根据条包横列整形装置(上下面)工作原理,当设备以正常速度生产时(280包/分钟),上端烙铁与条烟接触时间约为0.38s。热收缩率主要用于薄膜在不同条件下尺寸热稳定性的评定,对于条包膜,因条盒具有较好的强度支撑作用,可以采用高收缩率烟膜,以达到平整、美观的视觉效果,卷烟行业一般要求条包烟膜热收缩率要达到8% ~ 12%。根据收缩率在一定范围内与温度及时间的一元二次方程,烙铁熨烫温度X1=92℃,上端烙铁接触时间X2=0.38s代入方程,可计算实际生产过程中,包装膜收缩率Y=15%,大于行业一般要求。若将收缩率固定为Y=12%,上端烙铁接触时间为固定值X2=0.38s,代入公式,可计算出此时的熨烫温度为X1≈93.6℃。为验证当上端烙铁温度变化时,条盒膜缺陷改变情况,设计温度梯度试验如下。
设备:ZB45细支包装设备
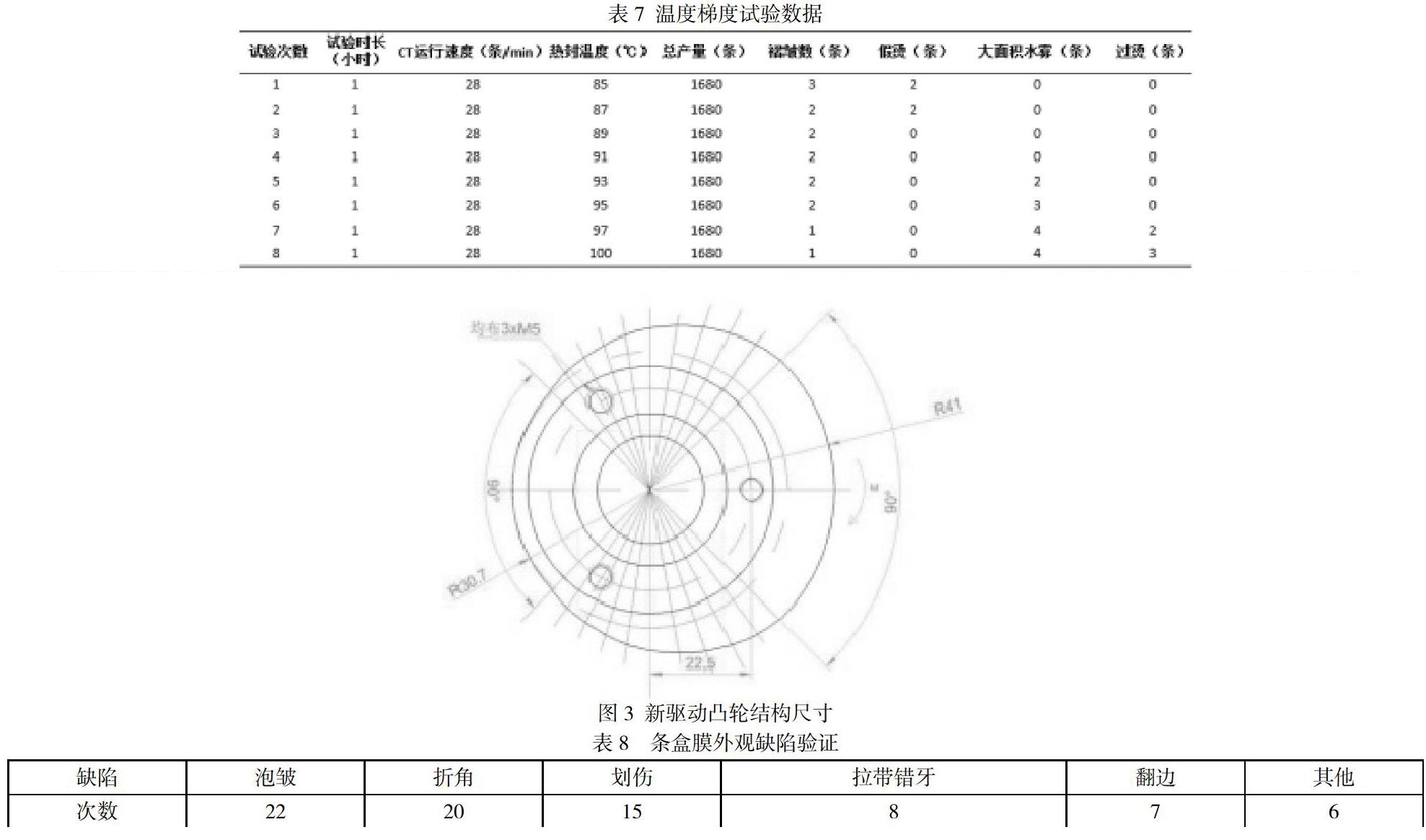
方法:生产稳定情况下,梯度调整条盒经过条包横列整形装置(上下面)上端烙铁温度,统计记录缺陷情况,详细数据见表7。
由梯度试验数据可以看出熨烫温度为90±5℃时对泡皱数量影响不大,但会引起大面积水雾等其他缺陷数量的波动,根据卷烟工艺标准,熨烫温度控制范围为应设置为90±2℃。因此无法通过调整熨烫温度来满足收缩率要求,进而保证外观质量。
4熨烫时间分析
根据包装薄膜收缩率与熨烫温度熨烫及时间的相关性分析,若无法通过更改烙铁温度有效保证收缩率,则需调整热缩时间,烙铁上下运动为凸轮驱动,凸轮运动原理为随着凸輪的转动,与凸轮接触的从动件将做轴向往复运动,从动件的运动模式可用“升-停-回-停”进行描述,其中向上升的角度即为“升程角”,升至最大值,停顿的区间即为“远休止角”,向下运动的角度即为“回程角”,回落至最底部时停顿的区间为“近休止角”。若要更改上端烙铁热缩时间,则需调整控制凸轮远近休止角。
将烙铁温度控制为X1=92℃,收缩率固定为Y=12%,代入公式:
Y(收缩率)=1.960-0.019X1(温度)-0.162X2(时间)
可计算出热缩时间X2≈0.56s,根据原凸轮结构,及生产条件,测得以下已知量:
(1)转速n=28r/min=0.47r/s;
(2)远休止时间t=0.56s
(3)近休止角?1=90°
根据以上已知量可求得,当设备运行速度为28包/min时,驱动凸轮远休止角角度?2=360°*t*n=89.04°≈90°
升程角=回程角=(360°-?1-?2)/2=90°
根据上述计算数据,可重新设计驱动凸轮尺寸,如图3所示。
5效果验证
根据上述理论分析,重新按照新凸轮尺寸进行加工,并于贵定卷烟厂一组ZB45(细支)生产设备上安装使用,并连续两周统计各班过程检验中所发现的条盒膜外观缺陷,具体数据见表8。
由统计结果可以看出,条盒膜外观缺陷问题不再集中于条盒膜泡皱,较改造前整体缺陷率下降63.7%,其中泡皱缺陷下降86.98%,改善效果良好,具有一定推广价值。
参考文献:
[1]GD & CO. GDX2 Packing Machine Operating and Adjustments Manual[M]. Italy,2005.
[2]韩金伟.应用回归分析[D].云南:楚雄师范学院,2012.
[3]杨智能.塑料薄膜热收缩率测试方法[J].测量与检测技术,2012(8):70-73.YANG Zhi-neng.The testing method of heat shrinkage of plastic film [J].Measurement and Detection Technology.2012(8):70-73
作者简介:
刘滢,(1989.4),女,满族,贵州省黔南州人,贵州中烟工业有限责任公司 贵定卷烟厂。研究方向:机械工程与自动化
高健鹏(1991.6),男,汉族,贵州省贵阳市人,贵州中烟工业有限责任公司贵定卷烟厂。研究方向:烟用机械。
杨波(1985.7),男,汉族,贵州省黔南州人,贵州中烟工业有限责任公司 贵定卷烟厂。研究方向:卷烟质量
黄平(1970.11),男,汉族,贵州省黔南州人,贵州中烟工业有限责任公司 贵定卷烟厂。研究方向:卷烟包装机械
(作者单位:1、贵州中烟工业有限责任公司;2、贵定卷烟厂)
