一种基于工控机控制+PLC的自动化柱焊缝检测装置研究
2019-10-17张启航于忠海郑佳铭陈厚龙勾振宁
张启航,于忠海,郑佳铭,陈厚龙,勾振宁
(上海电机学院,上海 201306)
目前,大多工件焊缝探伤X 射线拍片整个流程还处于人工操作完成阶段,其操作流程是:移动调整射线机位置,放置像质计及数字标签,把新的胶片放入工件内部透照位置处,人员全部撤离射线室,关闭防护门,开启射线机透照,完成后再打开防护门,换取新的胶片并重复以上操作,且需要转动工件至下一个透照位置。每次拍片结束必须将胶片带出透照室,防止曝光。这样生产效率低下。此次研究为提高生产效率和拍片质量设计一个自动化解决方案,实现上述操作过程自动化。国内关于X 射线拍片自动化有一定的研究,对于小口径零件依然没有实现自动化。因此,本项目能够弥补在这方面的一大空缺,具有较大的科研价值。
1 控制方案以及伺服系统
此研究存在运动结构较多,大多采用步进电机控制,其主轴部分采用伺服电机。机构一共分为六大控制模块,分别是:X 射线机组件、胶片回收盒、取放机构、主轴回转机构、送料机构和数字标签落放机构。由PLC 驱动控制,再由工控机调节各个模块间协调运转。在六大模块中分别加入了光栅直线位移传感器、角度编码器、旋转编码器以及各种开关量,都由工业计算机监视采集信号,通过处理后下发至PLC,进而做出一系列的动作。
(1)X 射线机组件。X 射线机通过一个龙门架固定到导轨上,具有X、Y、Z 三个方向移动自由度。X 方向由步进电机驱动,光栅尺反馈实时位置,以此来确定射线机是否对准透照位置。Z 方向由步进电机+滚珠丝杠调整上下高度,以便实现自动调整片物距。Y 方向则是安装时手动微调,以确保射线机透照射线位于工件中心线上。光栅尺直线位移传感器,是利用光栅的光学原理工作的测量反馈装置。其测量输出的信号为数字脉冲,具有检测范围大、检测精度高、响应速度快的特点(图1)。
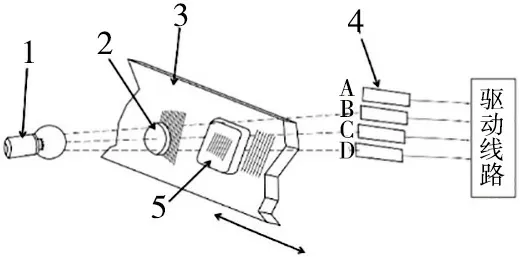
图1 光栅直线位移传感器
在射线机Z 方向上,采用步进电机+光栅直线位移传感器。光栅信号处理单元完成细分与辨向,单元所处理的信号为两路相差90°的方波,A 信号和B 信号,如图2 所示,设一参考方向,假设相对位移方向与参考方向一致时,A 信号超前B 信号90°,图2a 所示;相对位移方向与参考方向相反时,A 信号落后B 信号90°,图2b 所示。辨向就是辨别光栅传感器的相对位移方向,也就是A 信号和B 信号相位关系。

图2
光栅位移为1 个栅距,对应输出波形一个周期,两路A、B 信号对应4 个前后沿变化,通过组合逻辑得到4 个脉冲。
(2)胶片回收盒。胶片回收盒的主要作用是防止未透照和已透照的照片曝光,其材料为加厚铅板。盖子使用推杆电机推动,每取放一次,电机推动盖子开合一次。
由于受到X 射线机龙门架的高度限制,取放机构吸盘连接处不可过长,因此当胶片被取到最后几张时取放机构的吸盘抵达不到胶片表面,以至不能顺利吸起胶片,由此我们在胶片回收盒内部增加一个棘轮机构,盖子每开合一次,棘轮推动回收盒底部上升一定高度,当盖子开合20 次时,底部上升至回收盒2/3 高度处,此时通过人工拉动棘轮复原,回收盒底部复原。
(3)取放机构。取放机构是这个装置的一大难点,要其实现自动抓取胶片比较困难,我们的设计思路是把胶片卡在一个硬质载体上,然后由吸盘来吸取,这样有效地解决了胶片在抓取过程中变形的难题,且硬质载体是弧形的,透照的时候也能贴紧工件表面。
(4)主轴回转机构。主轴主要驱动工件以12~16 个分度为标准转动一圈,分别透照12~16 次,对其角度分度要求较高,故采用伺服电机驱动,外加一个角度编码器。前段采用三抓卡盘,可以装夹任意柱状工件。
(5)送料机构。送料装置主要工作是把胶片送入工件内部,且位置保证在透照位置,采用步进电机+滚珠丝杠精确定位,编码器反馈信号。送料装置达到指定位置后胶片端向上抬起,使胶片紧贴工件内壁,以达到较好的透照效果。在胶片端采用四连杆机构,后接推杆电机和压缩弹簧,在非透照时间段时推杆电机拉动压缩弹簧,连杆机构紧闭,透照时推杆电机回推,释放压缩弹簧,四连杆机构在弹簧力的作用下张开向上抬起,贴紧工件内壁。
该处连接步进电机和绝对式编码器,要求实时反馈送料机构的位置,多少位(码道)绝对值编码器就有多少根信号电缆,每根电缆代表一位数据,以电缆输出电平的高低代表1 或0,物理器件与增量值编码器相似,有集电极开路NPN、PNP、差分驱动、推挽HTL 等等,分高电平有效或低电平有效来针对PNP 或NPN 的物理器件格式。推挽式输出信号电压较高,电压范围宽,器件不易损坏,与PNP 和NPN 都兼容,并行输出的应尽量选用这种输出。
(6)数字标签落放机构。数字标签落放机构用来在透照时给胶片打上标号,像质计上为铅制零件标号,透照时把像质计卡在数字标签上方,每透照一次,数字标签大带轮转动分度,拉过一个数字,以达到给胶片标号排序功能。
2 结语
该设备与现有技术的相比较,能够实现全自动,并能够根据输入零件的型号自动判断探伤焊缝的数目、位置以及拍片数,实现了设备的智能化。而且在拍完照片后,会将所有的参数以表格的形式记录下来,形成数据库,为后期的检查提供了极为有利的条件与便利,实现了设备的网络化。
该设备操作简单,易上手,效率高,而且在行业中暂无该设备,充分体现了设备的先进性。
