浅析西门子200Smart与皮带控制器通信
2019-10-14王猛李吉利徐少勤王新华
王猛 李吉利 徐少勤 王新华
摘 要:本文围绕西门子200SmartPLC在皮带集控系统中与皮带控制器之间建立通信做出介绍。双方依照MODBUS RTU通信协议,实现皮带机运行参数及保护状态的读取;逻辑控制指令经西门子200SmartPLC处理发送给皮带机的数据交换,高效、稳定、经济地实现皮带机控制的接入,从而实现皮带机远程集中控制,进一步提升矿井现代化装备及管理水平,增强矿井科技创新能力。
关键词:西门子200SmartPLC 皮带控制器 MODBUS RTU 皮带集控系统
中图分类号:TP36 文献标识码:A 文章编号:1674-098X(2019)08(b)-0145-02
目前皮带控制器在煤矿原煤运输胶带机单机控制中占据很大比重,是皮带运输生产过程中非常重要的组成部分。同时为了减少人力物力投入,减轻操作人员劳动强度,提高运行效率,皮带集中控制系统成为解决此问题的不二之选。为减少集中控制系统建设成本,保留现场单机控制原有控制模式,在皮带集控建设时与皮带控制器通信显得尤为重要。
1 通信设置及连接
(1)依照皮带控制器MODBUS RTU协议公约,皮带控制器方面需要设置的内容主要有以下几方面。
①通信站地址。
②通信时使用的“串口”(COM1或COM2)。
③设置使用串口的“通讯类型”为“ModBus从”。
④设置选择的串口通讯使用的“波特率”,通常设置为“9.6K”。
⑤設置选择的串口通讯使用的校验方式,通常设置为“无校验”。
⑥设置选择的串口通讯使用的数据长度“8位数据为”、设置选择的串口通讯使用的停止位“1位停止位”。
⑦设定主机应答时间(此时间为主机的查寻等待应答时间,仅本机设置是主机时有效。在此时间内未收到应答信息时,作为主机会再次发送此次数据,通常主机应答时间设置为3~5s)。
⑧遵循协议点表设置MODBUS保持寄存器。根据采集信息需要,设置包含皮带机的启停状态;对皮带机速度实时值、速度保护状态、工作电流、煤仓煤位实时值、前后轴承温读、减速机油温、滚筒温度、电机定子绕组温度、张力保护、烟雾保护、撕裂保护、跑偏保护、堆煤保护、瓦斯浓度等各种运行工况信息检测。
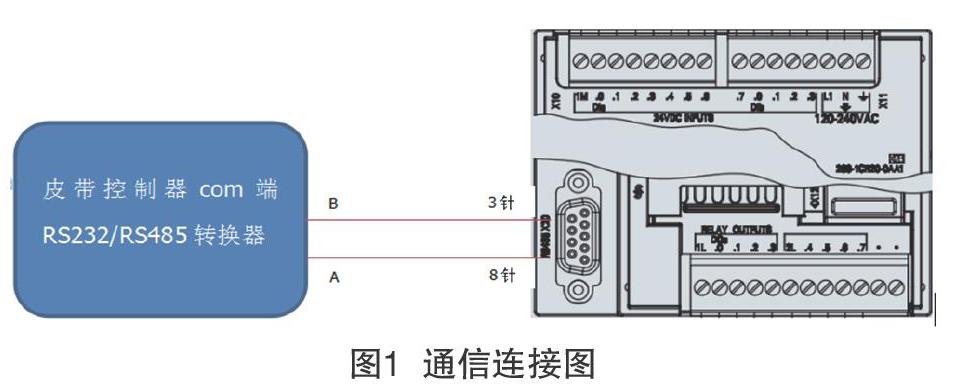
(2)西门子200SmartPLC使用集成RS485接口(如图1),设置与皮带控制器不同的通信站地址、相同的波特率;通过屏蔽双绞线与控制器串口加以RS232/RS485转换器完成连接。
2 程序采集
使用“STEP 7-MicroWIN SMART”软件,调用库文件中MBUS_CTRL、MBUS_MSG。
(1)“模式”(Mode)对应的输入值用于选择通信协议(当输入值为1时,会将CPU端口分配给Modbus协议并启用此协议)。
(2)“奇偶校验”(Parity) 应设置与 Modbus从站(皮带控制器)设备的奇偶校验相同。允许的设置值为:0(无奇偶校验)、1(奇校验)和 2(偶校验)。
(3)“端口”(Port)设置对应物理通信端口(0为CPU中集成的 RS-485,1为CM01信号板上的RS-485/RS-232)。
(4)“超时”(Timeout)为等待MODBUS从站响应时间,单位为毫秒。“超时”(Timeout)值可以设置为1ms到 32767 ms 之间的任何值。最常用设置值是 1000 ms(1s)。
(5)输入协议中相同的波特率及MBUS_MSG功能,参数“从站”(Slave)是Modbus从站设备的地址。允许范围为 0至247。
(6)使用参数RW指示是读取还是写入该消息。0(读取)和1(写入)。
(7)参数地址(Addr)是起始Modbus地址。
当MBUS_CTRL指令完成时,指令将“真”(TRUE) 返回给“完成”(Done)输出。然后EN输入和First输入同时接通时,MBUS_MSG指令会向Modbus从站(皮带控制器)发起主站请求。发送请求、等待响应和处理响应通常需要多个 PLC 扫描时间。只有EN 输入接通时才能启用发送请求,并且EN 输入必须保持接通状态,直至指令为 Done 位返回接通。使用 Done 位接着触发下一个MBUS_MSG 指令,循环采集。调用MBUS_MSG时需注意:同一时间只能有一条 MBUS_MSG 指令处于激活状态。如果程序同时启用多条 MBUS_MSG 指令, CPU 只会处理第一条 MBUS_MSG 指令,所有后续的 MBUS_MSG 指令将被中止并生成错误代码 (Error)6。
通过程序循环扫描,将皮带控制器相应寄存器数据传输至200SMART寄存器中,调用200SMART中对应寄存器,通过必要的数据类型转换、逻辑运算及流程控制处理,从而实现对受控的胶带输送机运行参数及保护信息等数据采集、控制命令及参数设置等数据发送。
3 结语
基于Modbus串行通讯技术实现简便、系统集成经济性高及通讯传输距离远等优点;多种通讯方式可以融合并存的发展趋势,Modbus串行通讯技术会始终保持广泛的应用前景,为工业自动化领域的数据通信提供了一种有效的解决方案。
实现煤矿胶带输送机的安全、高效运行,需要在有单部胶带输送机(设备)的独立控制分系统的基础上,建立能够控制和调度指挥各分系统的主控机,实现对主煤流设备集中自动化控制、远程调度监测监控等环节进行组网控制。这种以“地面控制为主,井下监控为辅”的控制模式是胶带输送机集中控制发展的重要方向。形成一个完整的操控、调度、实时监视网络,实现对整个系统的控制、监测,提高生产效率、降低事故率,减少故障处理时间、减少现场操作人员、提高经济效益。通过西门子PLC与皮带控制器通信,高效、经济性的完成了保护信息采集及控制命令下发等数据交换,为煤矿皮带集控系统底层建设奠定基础;双向数据交换的实时性及通信的稳定性,是煤矿皮带集控系统安全生产坚实的保障。
参考文献
[1] 柴瑞娟.西门子PLC编程技术及工程应用[M].北京:机械工业出版社,2004:50-94
[2] 张贵香.电气控制与PLC应用.化学工业出版社,2006
[3] 赵燕南.主编.皮带运输机的PLC控制.中国科技信息出版社
[4] 田瑞庭.可编程控制器应用技术.化学工业出版社,1994
