用于工业控制的三阶HDI板制作及流程管控
2019-09-20龚海波寻瑞平白亚旭钟君武张雪松
龚海波 寻瑞平 白亚旭 钟君武 张雪松
(江门崇达电路技术有限公司,广东 江门 529000)
0 前言
工业控制指的是工业自动化控制,主要利用电子电气、机械、软件等组合实现,使用计算机技术、微电子技术、电气手段,使工厂的生产和制造过程更加地自动化、效率化、精确化,并具有可控性及可视性[1]。
长远来看,我国人力成本将继续提高,现代工业朝着生产装备智能化、生产过程自动化发展,实现生产制造乃至产品整个生命生产周期中多领域之间的协调合作的工业控制智能化,帮助生产型企业实现向“智能制造”的转型是唯一出路。“十二五”以来,我国的工业控制得到国家政策的大力支持,各部委关于发展智能工业控制的政策密集发布,支持力度空前,工业控制设备成为时下的研究热点之一。
在发展工业控制的大背景下,用于工业控制的印制电路板必将具有广阔的发展空间以及持续的增长拉力。工业控制类印制电路板与传统的计算机、通信终端、消费电子类电路板不同,其面向的主要是以企事业单位为主的终端客户,此类行业中的单个生产企业对PCB的需求种类繁多,每种类型PCB的需求量相对较低,一般为小批量订单,这部分订单科技含量高、利润高,但其对可靠性要求更高,制作难度较大,需要对产品制作全流程进行严格管控,并按照IPC标准进行各项可靠性测试[2]。本研究选取一款用于工业控制的三阶HDI板,就其全流程制作以及管控做了详细阐释,希望能给业界同行提供一定的参考。
1 实验部分
本研究选取一款用于工业控制的10层三阶HDI板制作案例,其压合结构(如图1)。
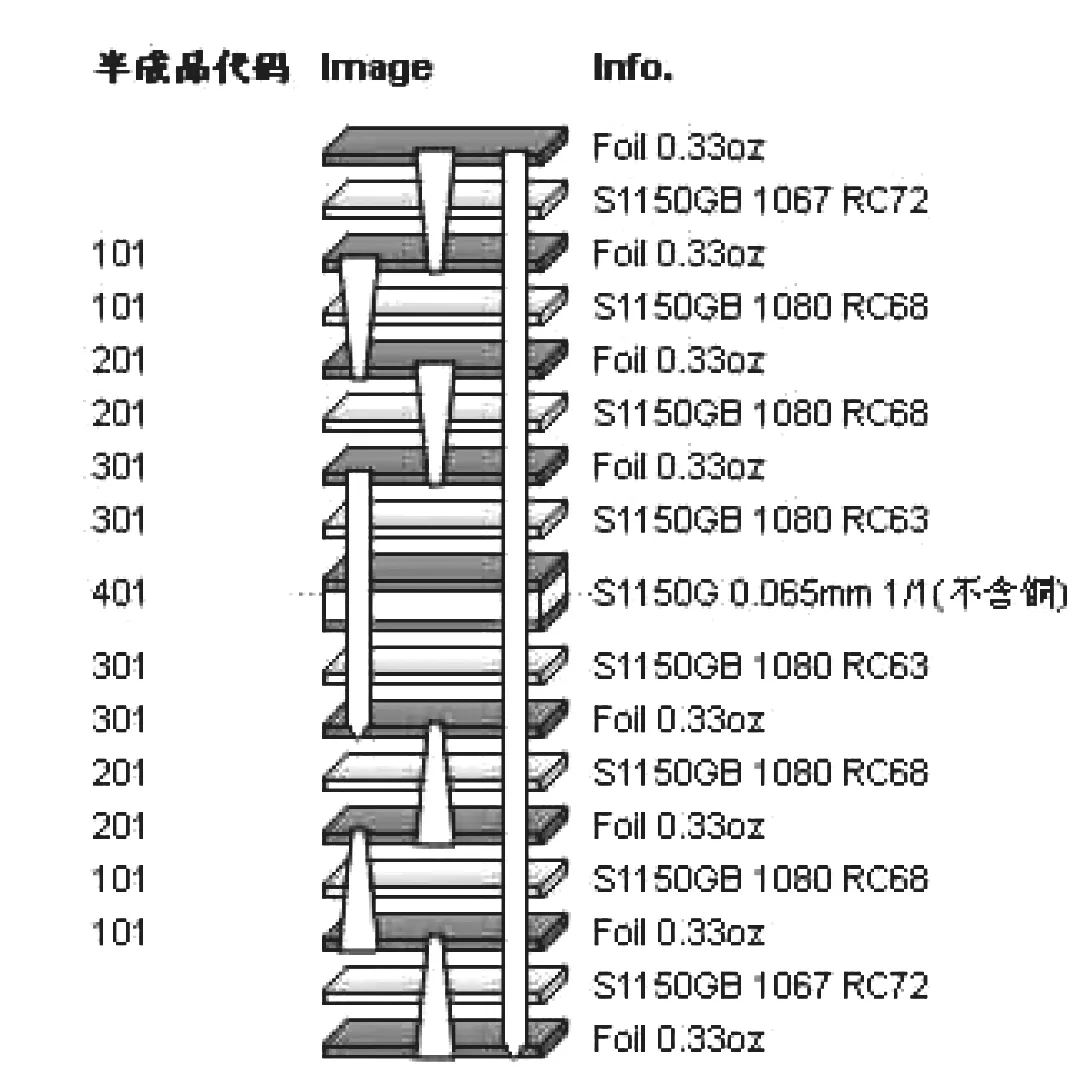
图1 三阶HDI印制板压合结构图
1.1 制作工艺流程
本研究所选的工控印制板案例为10层3阶HDI板,L4-7层设计树脂埋孔、整板L1-10设计有树脂塞孔,L1-4以及L7-10层间设计有3阶激光盲孔,据此可确定如下制作工艺流程(如表1)。
1.2 过程管控内容
通过压合结构及制作流程分析可知,该印制板产品的过程管控需要重点跟进的项目包括:L4-7层埋孔树脂塞孔的孔铜厚度、树脂塞孔饱满度;激光钻孔的孔型及盲孔底部是否有残胶;激光盲孔的电镀填满度及三阶盲孔的对准度,以及成品可靠性等。
2 结果与讨论
2.1 第一次压合过程管控评价结果
表2所示为第一次压合,也就是L4-7层的过程管控评价情况,可以看到L4-5之间的层间介厚为158.5 μm,L6-7之间的层间介厚为155.1 μm,满足介厚(150±155 μm)的要求;树脂塞孔孔壁最小铜厚38.0 μm,满足孔壁铜厚≥25 μm的标准;树脂塞孔饱满,孔口平整无残胶,孔内无空洞分层,孔口最大凹陷0.4 μm,满足凹陷≤15 μm的要求,可见第一次压合过程可靠性符合要求(见图2)。

表1 三阶HDI工控印制板制作工艺流程
2.2 第二次压合过程管控评价结果
表3所示为第二次压合,也就是L3-8层的过程管控评价情况,可以看到L3-4之间的层间介厚为76.4 μm,L7-8之间的层间介厚为80.9 μm,满足介厚(80±8 μm)的要求;激光盲孔上下孔径分别为119.0 μm和117.6 μm,满足孔型要求下孔径/上孔径≥0.5,孔口悬铜9.2 μm,孔底无残胶、无蟹脚;盲孔电镀填孔饱满、无空洞,填孔率102.2/108.9=93.85%,满足≥80%的要求。以上可知,第二次压合过程的可靠性管控符合要求(见图3)。
2.3 第三次压合过程管控评价结果
表4所示为第三次压合,也就是L2-9层的过程管控评价情况,可以看到L2-3之间的层间介厚为71.9 μm,L8-9之间的层间介厚为79.8 μm,满足介厚(80±8 μm)的要求;激光盲孔上下孔径分别为107.7 μm和90.9 μm,满足孔型要求下孔径/上孔径≥0.5,无孔口悬铜、孔底蟹脚残胶等;盲孔电镀填孔饱满、无空洞,填孔率78 μm/81 μm=96.29%,满足≥80%的要求。以上可知,第三次压合过程的可靠性管控符合要求(见图4)。

图2 第一次压合过程管控评价结果

图3 第二次压合过程管控评价结果

图4 第三次压合过程管控评价结果
2.4 第四次压合过程管控评价结果
表5所示为第四次压合,也就是L1-10层的过程管控评价情况,可以看到L1-2之间的层间介厚为61 μm,L9-10之间的层间介厚为62 μm,满足介厚60±10%的要求。通过在板边设计X-ray检查对位同心圆对压合对位精度进行管控,显示各层同心圆间隔均匀稳定,无相切,说明压合对准精准度控制合格。利用激光盲孔上下孔径,分别为114 μm和96 μm,满足孔型要求下孔径/上孔径≥0.5,孔口无悬铜,孔底无蟹脚、无树脂残留。盲孔电镀填孔饱满、无空洞,填孔率为58/64=90.63%,满足≥80%的要求。线面阻焊厚度35.7 μm,线角阻焊厚度29.5 μm,满足线面阻焊厚度>20 μm,线角阻焊厚度>8 μm的要求;288 ℃下10 s、3次漂锡测试,成品板无分层、爆板、白斑、变色等不良现象。40 s内温度从-25 ℃升高到125 ℃、100次冷热循环:盲孔无分层、开裂、脱垫等现象;经过290 ℃、3次回流焊,将盲孔拉断,显示盲孔底铜被拉断,盲孔拉力测试合格;255 ℃下3 s浸锡测试,切片上所有焊盘均显示润湿均匀良好,可焊性测试合格。由此可知,第四次压合过程的可靠性管控符合要求,成品板可靠性合格(见图5)。


图5 第四次压合过程管控评价结果
3 结论
在国家大力支持发展工业控制的大背景下,工业控制电路板产品的需求量有望持续增加,必然催生更多的企业参与到该类高端产品的研制与生产中。本文以一款用于工业控制的三阶HDI板为例,对其全流程制作和品质管控做了初步阐释,仅供参考。
