优化钣金件腹板下陷展开计算
2019-09-10姜正禄
姜正禄
摘 要:展开样板是表达有弯边的平面零件或曲度零件展平后的准确形状。因为展开过程设计多为理论计算,并没有考虑材料特性和工艺影响,所以有时需要对展开样板进行工艺校正和工艺补偿。计算机在钣金零件展开计算时能够直接给出下陷补偿的,展开样板应按计算机给出的下陷补偿设计,当计算机不能自动给出下陷补偿的,在设计展开样板时应增加下陷补偿。本文主要研究优化了非标准下陷展开计算的下陷补偿方法。
关键词:展开;非标准下陷;腹板下陷补偿
1、腹板下陷展开现状分析
钣金件的下陷补偿方式,只是对外形线为直线,同时下陷线垂直于腹板面的情况下有效,对钣金零件其他结构形式的下陷,还需要进行一定的调整,否则会出现缺料的情况。本文主要研究解决的是非标准腹板下陷展开优化计算结果的方法。
2、腹板下陷展开计算方法优化
2.1展开来源分析
从钣金零件成型的过程来看,发生延展的部位在弯曲R角区域,同时由于下陷过渡区域与样板不平行,展开到腹板面上后,也会比投影要长,因此Z值的主要来源是R角以及过渡区。
2.2、R过渡区域分析
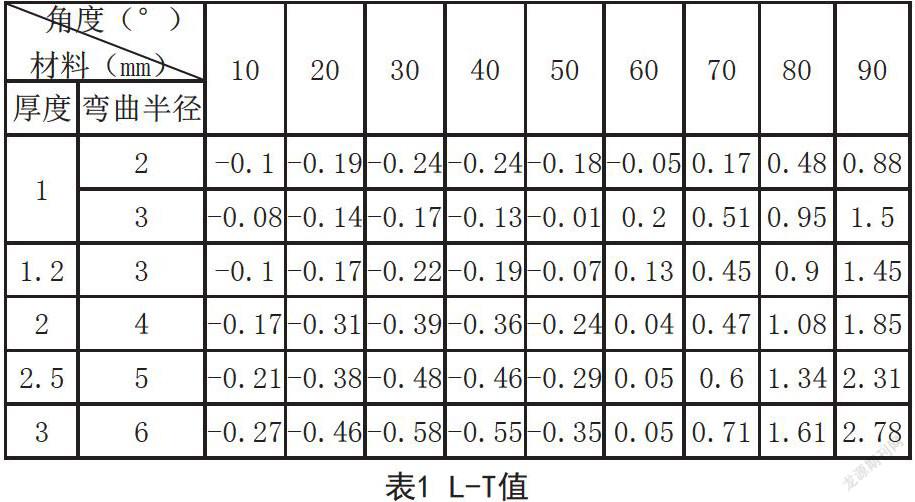
钣金零件的中性面在延展过程中是不变化长度的,因此对弯曲R角区域,展开线到外形线的距离为中性面弧长减去圆弧终止点到样板平面的投影。这个距离主要受到弯曲半径、材料厚度以及角度的影响。
通过软件模拟计算,得到以下一些测试数据。
从表中试验数据总结出如下规律:
1)下陷角度α在50°~60°之间延展长度变化最小,并且存在不延展临界点;
2)α小于50°时,展开边缘小于圆弧终止点投影,不出现缺料;
3)α大于60°时,展开边缘大于圆弧终止点投影,会出现缺料。
钣金零件展开的原则是不出现缺料,因此以50°作为分界,当α > 50°时,需计算展开。
2.3、下陷过渡区域分析
对过渡区域进行简化,去除R角。
要计算的展开与下陷终止线的差值为L-T。
L=H/ Sinα T=H/Tanα
L-T=H/ Sinα-H/Tanα=H(1-Cosα)/ Sinα
当L>H/3时,需要按二次弯边展开计算下陷,那么得到下面的公式:
H(1- Cosα)/ Sinα> H/3
(1- Cosα)/ Sinα> 1/3
3-3 Cosα> Sinα
由于两侧均为正数,因此可以同时平方,得到:
9-18 Cosα+ 9(Cosα)2 >(Sinα)2
9-18 Cosα+ 9(Cosα)2 > 1-(Sinα)2
10(Cosα)2-18 Cosα+8 > 0
(2 Cosα-2)(5 Cosα-4)> 0
5 Cosα-4 < 0
Cosα< 0.8
α > 53°
因此,当α > 53°时,需计算展开,若仍然按照H/3计算展开,会出现缺料。
2.4、计算结果分析
彎曲半径区域分析结果为:
当α > 50°时,需通过计算方式得到展开尺寸。
下陷过渡区域分析结果为:
当α > 53°时,需通过计算方式得到展开尺寸。
综合取小值得到,当α > 50°时,需通过计算方式得到展开尺寸。这个结论对标准下陷合非标准下陷的展开尺寸获取,都具有适用性。
因此,总结优化方法结论为:
腹板面上有深为h的下陷的钣金零件,当h<1时,展开不加长;当h》1时且当α < 50°时,L按h/3计算;当h》1时且当α 》 50°时,需按二次弯边计算展开。
3、总结
钣金零件传统方法的腹板下陷补偿计算从原则上来说,按照h/3的增加值计算展开尺寸的情况进行设计,并没有违反设计规定,但是可能造成下料误差从而产生超差。按本文方法完善设计方法,一定程度上可以避免因下料误差从而产生超差情况的发生。使用本方法计算得到的补偿后的展开样板,将更具有实用性。
参考文献
[1]范玉青。现代飞机制造技术[M].北京:北京航空航天大学出版社,2001.
[2]唐荣锡.计算机辅助飞机制造[M].北京:航空工业出版杜,1993.
[3]杜兵举.基于CATIA V5飞机数字化设计环境下的模线样板并行设计[A].陕西省航空装备制造技术发展——第九届陕西省青年科学家论坛论文集[C],2006.
[4]唐荣锡.计算机辅助飞机制造[M].北京:航空工业出版杜,1993.