进口横剪线翻运料控制系统程序设计
2019-08-13杨飞
杨 飞
(济南西门子变压器有限公司,山东济南 250014)
0 引言
横剪线翻运料系统主要是为配合瑞士进口横剪线开卷工作,自行设计制造的矽钢片翻料、运输设备。实现生产配套设备的国产自动化。
1 横剪线翻运料系统构成
横剪线翻运料系统由矽钢片液压翻料系统和矽钢片运输系统组成,工作过程见图1。液压翻料系统的工作是将平躺的料卷通过液压翻转,竖立起来以便开卷剪切;矽钢片运输系统从翻转台接过翻转好的料卷,通过液压升降控制料卷支撑调整高度,由液压机械臂加紧固定料卷,运料车旋转180°,调整料卷正反,然后运输到剪切线开卷机前,给开卷机上料,松开机械臂,降下料卷支撑,开卷机出料进行剪切工作,运输系统返回等待再次运料。
2 横剪线液压翻运料控制系统PLC程序设计
PLC(Programmable Logic Controller,可编程控制器)应用广泛,可实现多种控制。例如,顺序控制、运动控制、过程控制、数据处理、通讯和联网等。而且PLC具有可靠性高,抗干扰能力强;适应性强,应用灵活;编程方便,易于使用;功能强,扩展能力强;控制系统设计、安装、调试方便;维修方便,易于实现机电一体化等优点。故而,通过PLC去设计控制系统程序。
2.1 横剪线液压翻转运料系统主控程序的设计
按照设备的工作过程,将控制部分分成4个块进行程序设计。这4个块分别是翻转运动控制子程序0、水平运动控制子程序1、升降加紧运动控制子程序2和旋转运动控制子程序3。设备上电后可通过主程序调用这4个块之一进行操作运行。主程序设计见图2。主程序调用翻转运动控制块子程序0,上电即可调用。也就是设备上电后,4个运动控制可分别进行操作运行。上电开关符号Always_On,地址SM0.0,上电后始终接通。其他3个子程序的主程序设计与其相同。
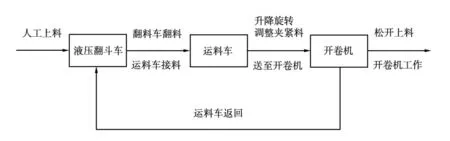
图1 横剪线液压翻运料系统工作过程

图2 调用翻转运动控制块子程序的主程序
2.2 横剪线液压翻转运料系统翻转台翻转运动程序设计
系统上电后工作开始进行。首先,上料操作人员确认矽钢片料卷已经稳固放置在翻转台上;然后,按下按钮SB11启动翻转台液压泵电机M1,按下按钮SB14电磁阀YV1得电,电磁阀指示灯亮,翻转台翻转料卷。当料卷翻转到垂直位置,到达行程开关SB13,PLC得令正向翻转运动停止。翻转台料卷被料车取走后,按下按钮SB15,电磁阀YV2得电,翻转台返回初始位置,按下停止按钮SB12,液压泵电机停止运转,料卷翻转工作完成。系统翻转台翻转运动PLC程序设计元器件安排如下:电机M1,地址 Q0.2;急停 SB10,地址 I0.0;启动 SB11,地址 I0.1;停止 SB12,地址 I0.2;电磁阀 1启动 SB14,地址 I0.4;电磁阀 YV1,地址Q0.0;电磁阀 2启动 SB15,地址 I0.5;电磁阀 YV2,地址 Q0.1;行程开关SB13,地址I0.3。
2.3 横剪线液压翻转运料系统水平运动程序设计
系统翻转台把矽钢片料卷翻转到位后,需要运料车水平运动将料卷取离翻转台。运料车水平运动控制方式分为两种可选,分别为点动运行和自动运行。长按点动前进按钮SB20,运料车电机M2得电,正转运行,直至行程开关SB25,料车停止前进;在运行过程中松开按钮SB20,电机M2失电,料车随时停止运行。按下自动前进按钮SB22,电机M2正转运行,料车前进,直至行程开关SB25,料车停止前进;在前进过程中,按下停止按钮SB24,料车随时停止运行。反之,长按点动后退进按钮SB21,运料车电机M2得电,反转运行,直至行程开关SB26,料车停止前进;在运行过程中松开按钮SB21,电机M2失电,料车随时停止运行。按下自动后退按钮SB23,电机M2反转运行,料车前进,直至行程开关SB26,料车停止前进;在运行过程中,按下停止按钮SB24,料车随时停止运行。料车水平运行实现了程序互锁设计,以便保护电机。点动正转SB20,地址I0.6;点动反转SB21,地址I0.7;自动正转SB22,地址I1.0;自动反转SB23,地址I1.1;自动停止B24,地址I1.2;正转行程SB25,地址I1.3;反转行程SB26,地址I1.4;电机M2正转,地址Q0.3;电机M2反转,地址Q0.4。料车水平运动正向PLC控制程序如图3所示,反向运转的PLC程序与其类似。
2.4 横剪线液压翻转运料系统升降和加紧运动程序设计
横剪线料车从翻转台取出料卷后,需要把料卷升至合适的高度,并且使用机械臂加紧才能进行运输。首先,按下液压启动按钮SB30,升降加紧液压泵电机M3得电启动,按下停止按钮SB31,液压泵电机M3停止运转。升降加紧液压泵启动后,按下升按钮SB32,电磁阀YV3得电,矽钢片料卷放置台升起;按下降按钮SB33,电磁阀YV4得电,料卷放置台落下。当料卷升起的时候,按下加紧按钮SB34,电磁阀YV5得电,机械臂加紧固定料卷;如果需要料卷放置台落下,按下松开按钮SB35,电磁阀YV6得电,机械臂松开料卷。PLC程序设计元件安排如下:电机M3,地址Q1.1;液压启动按钮SB31,地址I1.5;液压停止按钮;升按钮SB32,地址I1.7;降按钮SB33,地址I2.0;电磁阀 YV3,地址 Q0.5;电磁阀 YV4,地址 Q0.6;加紧按钮 SB34,地址 I2.1;松开按钮SB35,地址I2.2;加紧电磁阀YV5,地址Q0.7;松开电磁阀YV6,地址Q1.0 。
2.5 横剪线液压翻转运料系统旋转运动程序设计
机械臂加紧矽钢片料卷后,此时的料卷是反方向的,必须让料卷旋转180°,调整料卷方向后方可进行剪切。根据设备的操作运转情况,控制方式设计为两种,点动和自动。按下点动正转按钮SB50,旋转电机M4得电正转运行,松开按钮即可停止运行;按下正转自动按钮SB52,旋转电机M4得电正传运行,直至行程开关SB55,或者按下自动停止按钮SB54,正转运行停止。按下点动反转按钮SB51,旋转电机M4得电反转运行,松开按钮即可停止运行;按下反转自动按钮SB53,旋转电机M4得电反转运行,直至行程开关SB56,或者按下自动停止按钮SB54,反转运行停止。系统旋转运动的PLC程序设计与水平运动的程序设计相似,元器件安排如下:点动正转按钮SB50,地址I2.3;点动反转按钮SB51,地址I2.4;电机M4正转,地址Q1.2;电机M4反转,地址Q1.3;自动正转按钮SB52,地址I2.5;自动反转按钮SB53,地址I2.6;自动停止按钮SB54,地址I2.7;正转行程开关SB55,地址I3.0;反转行程开关SB56,地址I3.1。
至此,整个横剪线液压翻转运料系统PLC控制程序分步设计完毕,只要把各个步骤连接起来运行就形成了整个系统的自动化控制。

图3 料车水平运动正向PLC控制程序
3 结束语
通过自行设计制造配合进口横剪线生产运行的运料系统,极大程度提高剪切线的生产效率,实现生产配套设备的国产自动化。之前人工上料,每次大约需要2人,0.5 h;剪切线配套设备自制后,每次上料只需要1个人操作,用时大约0.25 h。结合其他因素影响综合计算,剪切线的整体生产效率大约提升3.6%,大大提高公司的生产效率。
