钛合金加工工艺技术研究
2019-07-28李贤泉
李贤泉
南京宝泰特种材料股份有限公司 江苏南京 210000
钛合金材料自身的质量比较轻、强度比较高、力学能力以及抗腐蚀性能都比较强,但是也因为钛合金材料的实际导热系数比较低以及硬度比较高等问题,在对钛合金材料进行切削和加工期间,具有较大难度。本文就是针对几种重要的钛合金加工工艺技术进行分析,为今后高效加工钛合金材料提供重要依据。
1 钛合金磨削加工技术
一是应用重要性,钛合金材料综合性能比较强,具有较强的稳定性、韧性、高温变形性能等,其极易进行热压力加工。钛合金材料是我国航天工程的一种理想材料,甚至在化工和造船加工行业也被充分运用。钛合金的实际运用与机械加工紧密关联,特别是与精加工磨削环节关联最大。
二是温度控制,钛合金自身的化学活性比较大,比方说在300℃、500℃、600℃的温度状况下,钛合金材料会与氢、氧、氮等物质产生相应的化学反应,如形成脆硬层表面,硬化程度能够达到20%-30%。目前新型的钛合金长时间在温度比较高的状况下进行加工,其实际强度要远高于铝合金材料。在对钛合金材料进行磨削期间,磨削液自身就要具有较强的冷却性能,降低实际磨削的温度,这样就能够加工出质量好、性能强的钛合金材料。一旦磨削的温度过高,极易使钛合金材料出现烧伤或是裂纹的现象。
三是合理选择磨削砂轮,如要选择砂轮黏附小、磨损程度低、磨削温度低的磨削砂轮。目前我国钛合金磨削技术水平在逐步提升,钛合金加工效率显著提升,不仅能够在完成磨削工作之后,增强钛合金表面的光洁度,同时也能够增强其完整性[1]。基于此,就要选择较软硬度或是中等硬度的大气孔砂轮作为主要的磨削砂轮。
2 钛合金铣削加工技术
钛属于结构金属的范畴,是一种新型结构材料,甚至还有一些高强度的钛合金强度,已经远远超过了多种合金结构钢的实际强度。现阶段我国高强度钛合金超塑成形技术具有良好的发展前景,主要体现在气压成形打等温锻造和真空成形法两方面内容上。
一是合理选择道具,即便钛合金在我国航空航天以及石油化工等生产领域被充分运用,但是实际在数控加工钛合金期间,其切削效率就比较差、刀具的耐磨性也比较差等。因此,为了能够更加高效率和高质量的加工钛材料,就要合理选择刀具。如要格外注重切削力输出的机床性能,同时还要综合考虑切削刀具的切削刃与工件接触位置的具体特点等。实际上钛合金专用的铣刀非常锋利,对光洁度以及刚性的要求都比较高,也正是因为如此,钛合金铣刀的螺旋角、刃数、刃长都与其他的加工刀具有所区别。不仅如此,还要充分考虑两刃、三刃、四刃等因素,始终围绕被切削的材料和铣削的具体方法进行选择。
二是钛合金铣削加工技术要点内容,刀具自身是否具备较强的刃磨质量,对于能否提升耐用度具有直接关联。如硬质合金刀具比较适用于金刚石砂轮刃磨,在实际落实切削工作期间,刃口始终都要处于锋利的状态,最大程度上避免产生缺口的现象。要在对刀具进行刃磨之后再进行研磨,这样有助于提升其实际耐用度[2]。在此期间,技术人员要做好眼睛防护工作,重点检查砂轮是否存在松动、裂纹等现象,切忌出现砂轮转速超限的现象等。在合理运用钛合金铣削加工技术之后,不难发现细晶粒非涂层刀片牌号比较适用于钛金属加工,而现阶段PVD钛涂层的刀牌号的实际性能在逐步改进和完善。
3 钛合金切削加工技术
一是钛合金切削加工要求内容,如果将钛合金按照金属组织实际分为a相、b相、a+b相,并分别以TA、TB、TC来代表其具体的牌号和类型。钛合金的弹性模数比较小,像TC4的实际弹性模量E=110GPa,仅为钢的一半。这样不可避免的会因为切削力而产生被加工件弹性变形大的现象,进而就会降低工件的实际精度。在面对此种问题期间就要逐步优化和改善加工系统的刚性,对于工件而言也要对其牢固装夹(如图1所示),进而将刀具对工件支承点的实际刀矩缩短到最小范围内。
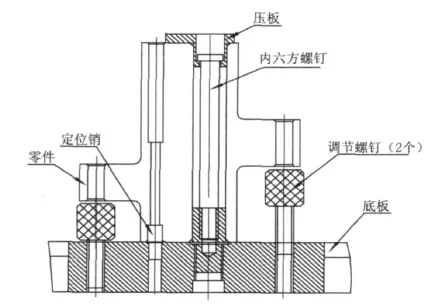
图1 装夹定位示意图
二是合理选择切削机床以及夹具。切削加工钛合金要选择具有刚性强、功率大、变速范围大等多种特点的机床,这样就能够更好的调节实际切削参数。在实际落实切削钛合金工作之前,就要提前调整好机床导轨间隙,还可以单独的使用其中一个方向对其进行加工。如可以将另外一个方向的螺母进行锁紧,这样能够防止机床产生严重的震动。此外,在选择刀具期间要选择抗磨损性能强的道具,在实际切削钛合金期间要从降低切削温度、减少粘结等方面内容入手,进而选择红硬性强、导热性能强的刀具[3]。
4 结语
总之,现阶段更加注重低成本和高性能新型钛合金材料的研发,将其运用在各个领域中。最重要的就是要明确钛合金加工工艺技术的各项要点,结合实际加工需求进行全面分析,进而制造出多种不同种类的钛合金材料,为我国加工行业长远发展创造条件。
