醋酸酯大米淀粉的有限溶剂法合成及表征
2019-06-14岳书杭刘忠义吴小艳
岳书杭 刘忠义,2 吴小艳 李 汀
(湘潭大学化工学院1,湘潭 411105) (钦州学院食品工程学院2,钦州 535011)
我国是大米生产大国,2016年我国大米总产量达13 887.6万t[1],大米加工中产生的碎米率达15%~20%[2],这些碎米主要用于饲料,利用价值低下。与其他谷物淀粉颗粒相比,大米淀粉颗粒非常小,在2~8 μm之间,颗粒度均一,糊化的大米淀粉吸水快,质构非常柔滑类似奶油,具有脂肪的口感,且容易涂抹开,蜡质大米淀粉除了有类似脂肪的性质外,还具有极好的冷冻—解冻稳定性,可防止冷冻过程中的脱水收缩,大米淀粉最大优势在于其致敏性非常低,大米淀粉及其衍生物可被广泛应用于化工、食品、制药等领域[3]。
醋酸酯淀粉是淀粉衍生物中重要的一个品种,常在食品工业中用作增稠剂,低取代度醋酸酯淀粉在纺纱工业中作为上浆剂可增加合成纤维的黏附性[4],此外,在医药、日用化学品、生物降解材料等诸多领域都有重要应用[5]。目前国内大多采用湿法、干法合成醋酸酯淀粉,湿法制备工艺具有物料混合均匀、反应条件温和易控制、产品质量稳定等优点,但是反应过程用水量大,且废水处理提高生产成本,还造成环境污染、资源浪费等问题,与湿法工艺相比,干法制备工艺操作简单、反应时间短、溶剂用量少,生产成本低、环境友好,但是反应不均匀,产品稳定性差[6]。
本研究采用有限溶剂法合成醋酸酯大米淀粉,即加入少量无水乙醇做湿润剂,希望有效混匀物料,而随着反应进行,乙醇不断蒸发,参与反应的乙醇减少,期望以此解决湿法溶剂用量大、干法反应不均匀问题,并能依据实际需要有效方便地合成特定取代度的醋酸酯淀粉。
1 材料与方法
1.1 材料与设备
大米淀粉(食品级);NaOH、Na2CO3、无水乙醇、乙酸酐、NaClO等试剂均为分析纯。
DF-101S集热式恒温加热磁力搅拌器;101-1AB型电热鼓风干燥箱;Nicolet 380型傅里叶红外光谱(FTIR)仪;D/max2 500型XRD仪;Zeiss ΣIGMA型扫描电子显微镜。
1.2 氧化淀粉的制备
根据文献[7]略作修改。称取大米淀粉,加入一定质量的水配制成300 g质量分数为40%的淀粉乳,在磁力搅拌器上不断搅拌,用3%NaOH溶液调节pH为8~10,然后量取60 mL次氯酸钠溶液,用滴管缓慢加入到淀粉乳中,用3%盐酸溶液调节pH到9左右,在45 ℃下反应3 h,然后用3%HCl溶液调节pH至6.0~6.5,加入30 mL亚硫酸钠溶液终止反应,然后抽滤、洗涤、烘干、粉碎、筛分,得到羧基含量(即氧化度)为0.07%的氧化淀粉(氧化度测定方法按照文献[7])。
1.3 醋酸酯淀粉有限溶剂法合成工艺
以氧化淀粉为原料,无水乙醇为湿润介质,醋酸酐为乙酰化试剂,合成醋酸酯淀粉。称取5.0 g的氧化淀粉,分别加入1 g碱,其中Na2CO3和NaOH的比例分别为1∶9~10∶0(以确定混合碱的比例,然后在Na2CO3和NaOH的比例为3∶7时,分别加入0.5、1.0、1.5、2.0、2.5 g的Na2CO3和NaOH混合碱),混合均匀,分别滴加入0.4、0.8、1.2、1.6、2.0 mL的无水乙醇,静置0.5 h,分别滴加入0.5、1.0、1.5、2.0、2.5 mL的乙酸酐,混合均匀,静置0.5 h,分别在40、50、60、70、80 ℃下进行乙酰化反应,反应结束后洗涤、干燥、粉碎、筛分,得到醋酸酯淀粉。
1.4 取代度DS的测定
以氧化淀粉为空白,具体方法参考文献[8]。取代度DS计算公式如下:
式中:W为样品质量/g;C为HCl标准溶液的浓度/(mol/L);V1为样品消耗盐酸溶液体积;V2为氧化淀粉消耗盐酸溶液体积。
1.5 响应面设计优化实验
根据单因素实验的结果,通过Design-Expert 8.0.6 对醋酸酯淀粉的合成工艺进行优化。为了方便表示,以NaOH占比表示m(Na2CO3)∶m(NaOH)(如0.7表示m(Na2CO3)∶m(NaOH)=3∶7)。选取NaOH占比(A)、碱添加量(B)、乙酸酐添加量(C)三个因素设计实验,确定各因素水平见表1,实验结果见表2。
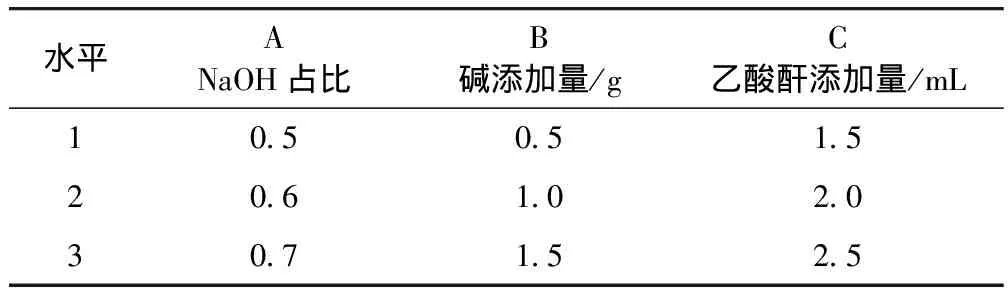
表1 各因素水平表
1.6 醋酸酯淀粉的结构特征研究
用FTIR仪测定红外光谱,测试波数范围为400~4 000 cm-1,样品混合KBr粉末压成片剂[9];用XRD仪测试醋酸酯淀粉的晶体结构,扫描范围为2θ=5°~90°,管压40 kV,管流40 mA,连续扫描速率10°/min,扫描步长0.02°;SEM测试电压为10 kV。
1.7 数据统计与分析
所有实验重复3次。实验数据使用SPSS17.0进行处理,数值以均值±标准差表示,采用Origin8.5软件作图。
2 结果与讨论
2.1 各因素对取代度(DS)的影响
由图1可知,醋酸酯淀粉的取代度DS随着Na2CO3与NaOH比例的增大而呈现先升高后降低的趋势,在4∶6时达到最大值。随着碱添加量的增大,DS先升高后降低,在碱添加量为1 g时最大。通过调整Na2CO3与NaOH比例和碱添加量来调节反应体系的pH值,比例小或碱添加量大,反应体系的pH高,则导致醋酸酯淀粉水解,并使淀粉表面形成糊化层,阻碍反应的进行。比例大或碱添加量小,反应体系的pH低,则导致淀粉分子中羟基活化效果不佳,进而影响反应效果,造成DS下降,如文献[10][11]报道。随着乙酸酐添加量的增大,DS不断增大,在添加量超过1.5 mL后,DS变化不明显,且乙酸酐添加量达到1.5 mL之后,产品的状态不佳,在淀粉颗粒表面形成糊化层,可能是因为乙酸酐添加量过高导致反应体系pH值太小。且在酸性环境下,醋酸酐易水解,不利于反应进行[12]。综合以上考虑,乙酸酐添加量应控制在1.5~2.5 mL。DS随着无水乙醇添加量的增加而不断增大,在1.2 mL处达到最大值,继续增加乙醇添加量,DS下降。因为增加无水乙醇的添加量,使反应体系处于更加湿润的环境中,有利于反应的进行,但是乙醇添加量过多,则导致单位体积内有效反应分子减少,不利于反应进行,所以乙醇添加量控制为1.2 mL最佳。DS随反应时间增加而先增大后减小,在2.5 h时达到最大值。因为在碱性环境中,淀粉活化和乙酸酐渗透需要时间。但是,反应时间继续增加,反应已达到平衡,取代度基本保持不变[13]。随着反应温度的增加,DS呈现先上升后下降的趋势,在70 ℃时达到最大值。因为随着反应温度的升高,加速分子运动,淀粉结构也变得更加松散,且酯化反应为吸热反应,温度升高利于反应进行,DS升高[14],较高温度下,醋酸酯淀粉和乙酸酐水解反应速率增大,大于酯化速率,导致DS下降[12]。
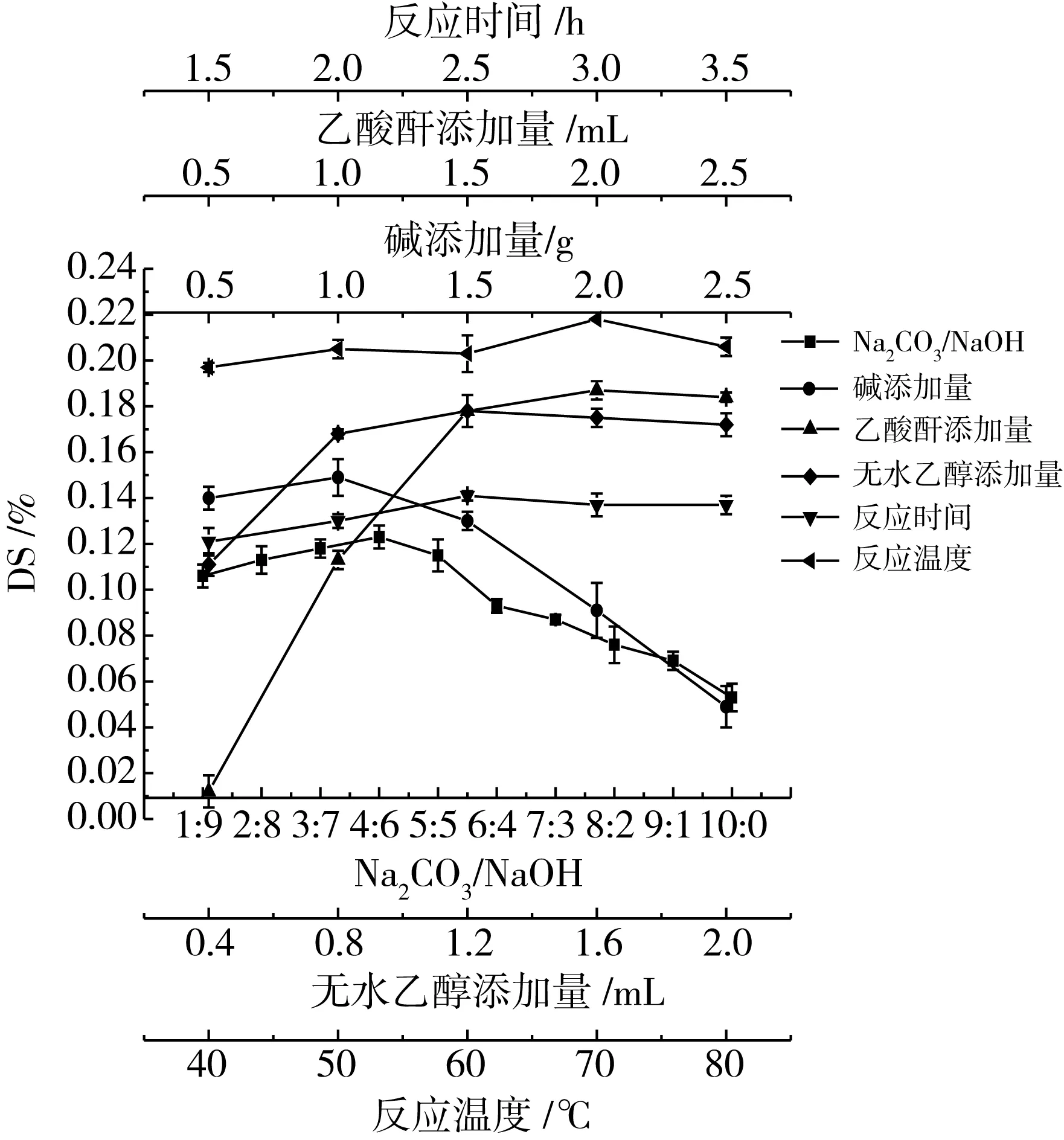
图1 各因素对取代度DS的影响
2.2 响应面设计优化实验
通过Design Expert软件对表2的实验结果进行多元回归拟合,得到制备不同取代度的醋酸酯大米淀粉的条件方程:DS=0.132 85-0.101 75A+0.109 3B-0.055 65C-0.025AB+0.09AC+0.013BC+0.015A2-0.072 4B2+0.010 6C2。此模型的方差分析结果见表3。从表3中可以看出,模型F=17.49,P=0.000 5<0.01,说明此模型显著性极高,失拟项F=2.12,P=0.240 1>0.05,说明此模型失拟度不显著;R2=0.957 4,RAdj2=0.902 7,说明此模型模拟效果好,实验误差小。建立以上回归方程可以通过控制m(Na2CO3)∶m(NaOH)、碱添加量、乙酸酐添加量等因素合成特定取代度的醋酸酯大米淀粉,对醋酸酯大米淀粉的有限溶剂法合成具有重要意义。另外,利用以上回归方程可以确定合成醋酸酯大米淀粉的最佳工艺条件:反应温度70 ℃,反应时间2.5h,m(Na2CO3)∶m(NaOH)=3∶7;m(氧化淀粉)∶m(碱)∶V(乙酸酐)∶V(无水乙醇)=5∶0.86∶2.5∶1.2,在此工艺条件下,制备的醋酸酯大米淀粉取代度最大达0.207。为了便于实际操作,调整为m(氧化淀粉)∶m(碱)∶v(乙酸酐)∶v(无水乙醇)=5∶1∶2.5∶1.2。对最佳工艺和回归方程可靠性进行验证实验,结果如见表4。

表2 响应面设计实验结果
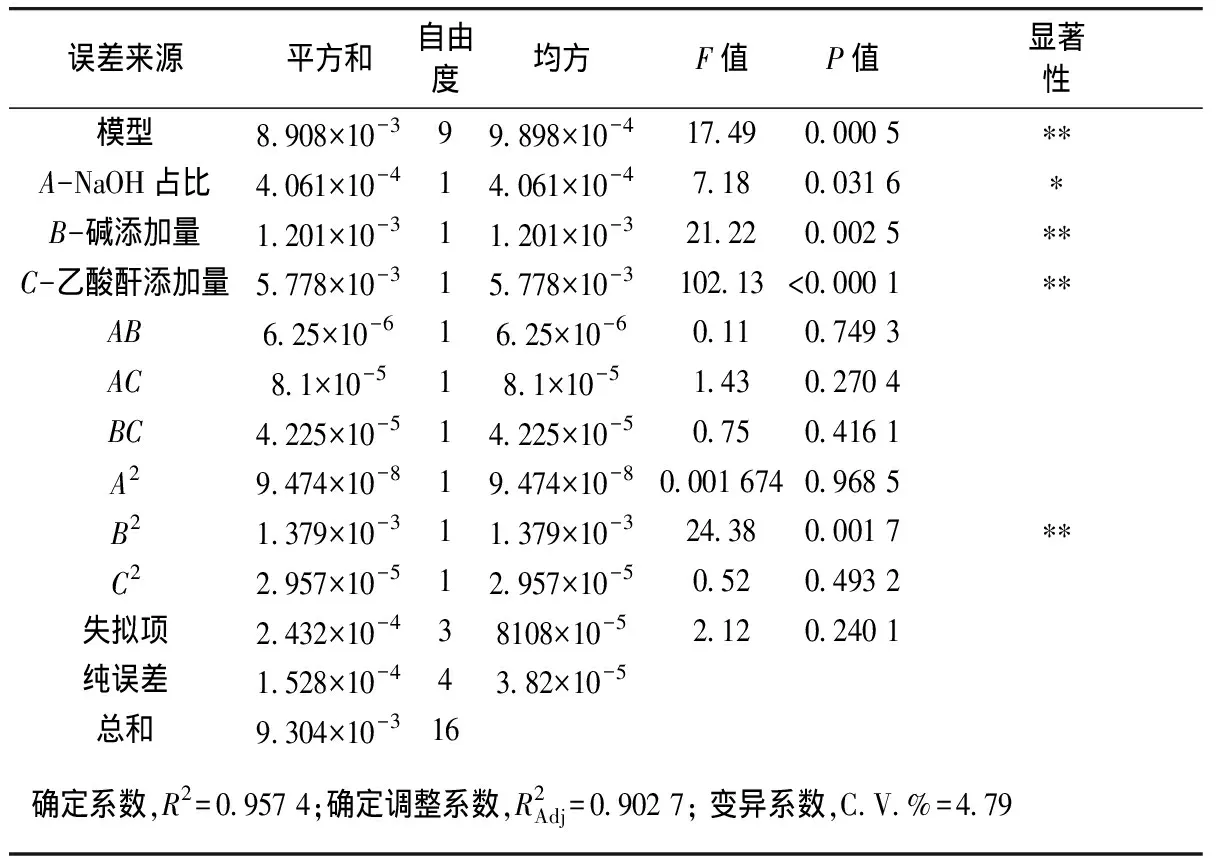
表3 回归模型方差分析
注:*,P<0.05,差异显著;**,P<0.01,差异极显著。
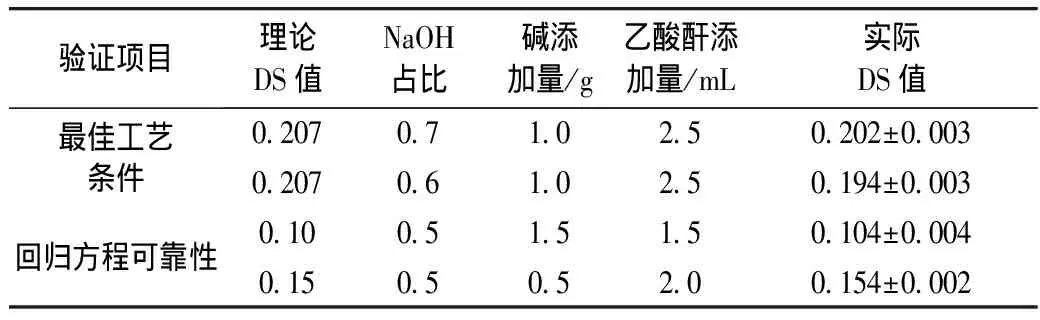
表4 最佳工艺条件和回归方程验证实验
通过验证实验可知,有限溶剂法合成醋酸酯大米淀粉的最佳工艺条件为NaOH占比0.7,即m(Na2CO3)∶m(NaOH)=3∶7。合成DS为0.1和0.15的醋酸酯大米淀粉时,得到的实际值分别为0.104和0.154,与设定值基本一致,证明此回归方程可靠。
此外依据表3中的F值的排序,可知3个因素对取代度的影响主次顺序为:乙酸酐添加量>碱添加量>m(Na2CO3)∶m(NaOH)。响应面分析的3D图(图略)表明AC、BC的交互作用明显。
2.3 红外光谱特征

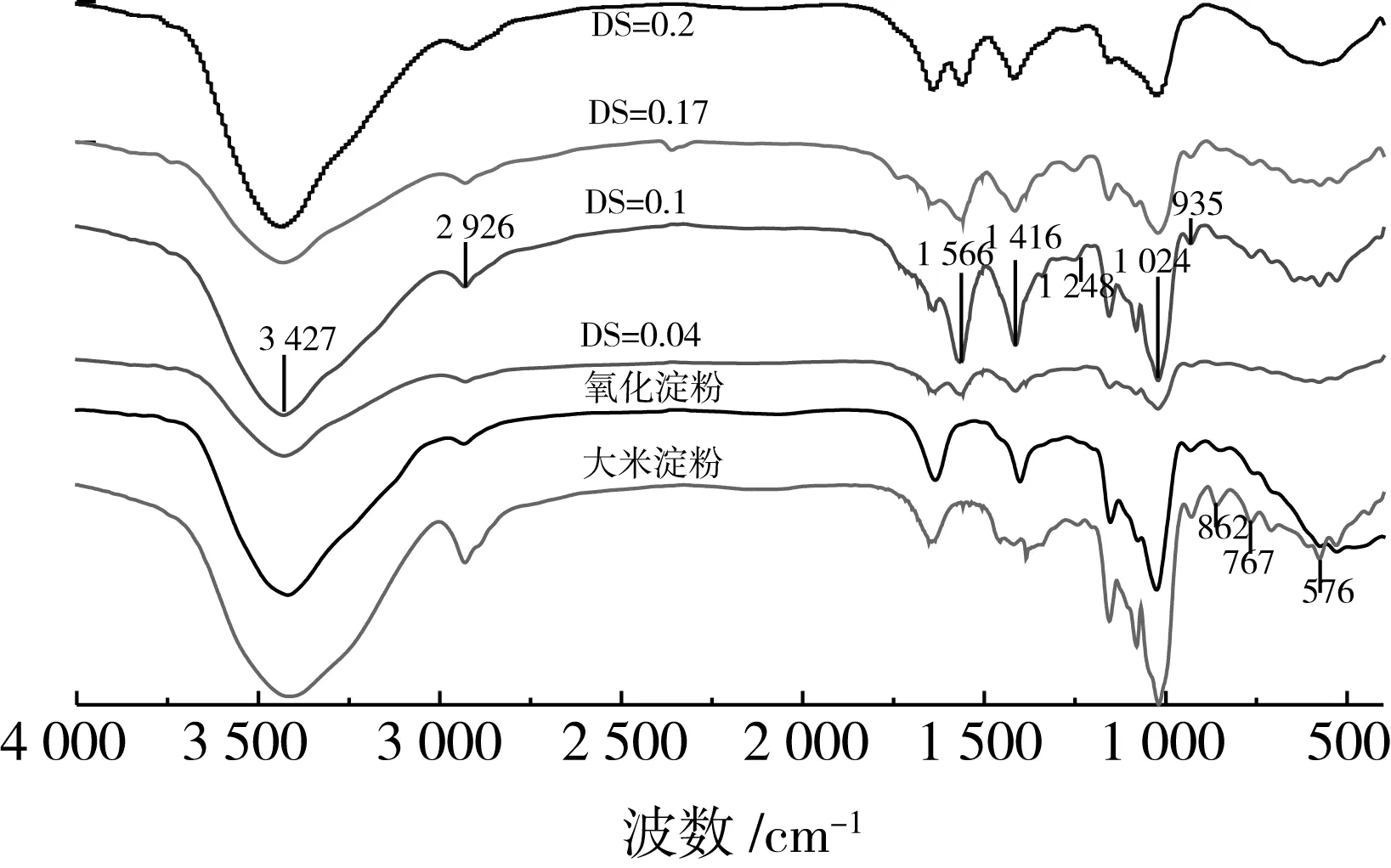
图2 大米淀粉、氧化淀粉及醋酸酯大米淀粉的红外光谱图
2.4 晶体结构
图3 是对大米淀粉和醋酸酯大米淀粉进行X射线衍射分析的结果。可以看出,大米淀粉在15°、17°、18°和23°处有较强的衍射峰,这说明大米淀粉的结晶结构为A型晶体结构[17]。氧化淀粉的X射线衍射图谱与大米淀粉基本无差别,可能是因为氧化程度太低,且氧化反应初始阶段只发生在淀粉的非结晶区,没有对淀粉的晶型造成太大影响,与文献[18]一致。低取代度时仍有上述相应的衍射峰,在9°和20°出现弥散峰,但是高取代度时,上述相应衍射峰消失,在20°出现较宽的弥散峰。因为淀粉是层状结构的多晶体,乙酰化反应改变了淀粉颗粒原有的聚集状态,随着取代度的提高,淀粉颗粒不断失去结晶结构,非晶态层逐渐变厚,最后淀粉颗粒的结晶结构被破坏,高取代度的醋酸酯淀粉具有无序的结晶结构,与文献[19]中的研究结论相一致。
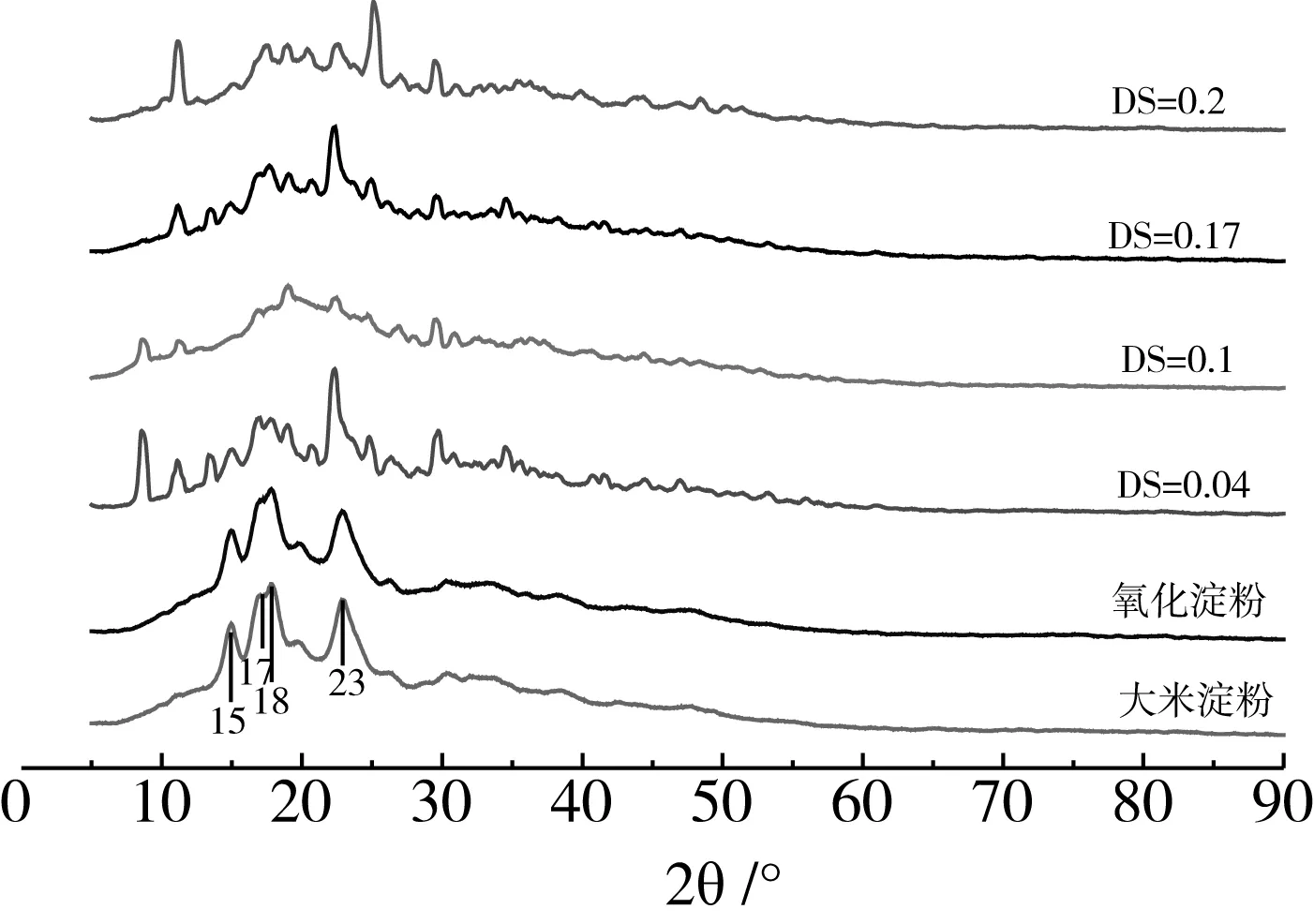
图3 大米淀粉、氧化淀粉及醋酸酯大米淀粉的X射线衍射图
2.5 形貌观察
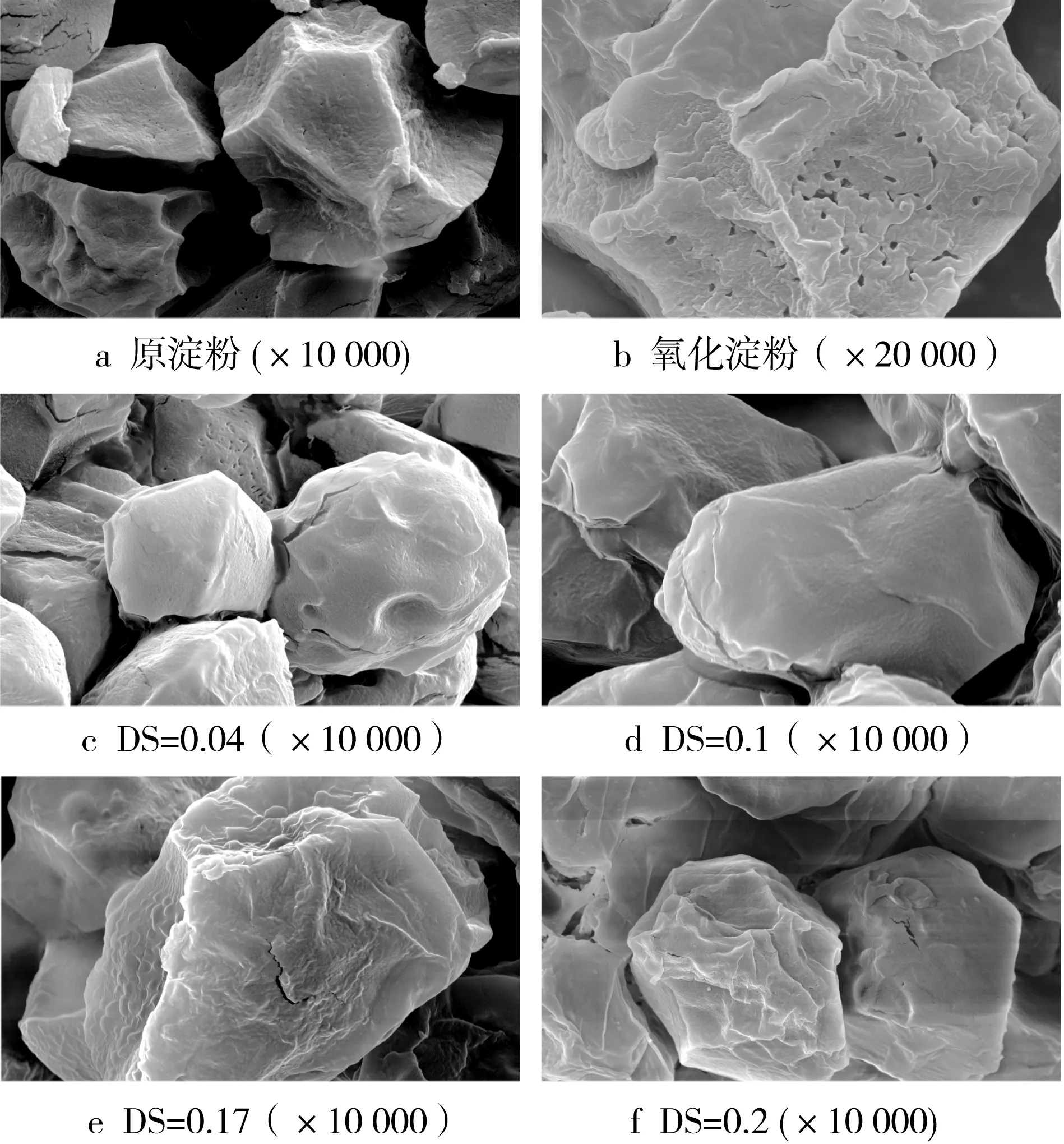
图4 大米原淀粉、氧化淀粉和醋酸酯大米淀粉的SEM图
用扫描电子显微镜(SEM)观察原淀粉与乙酰化后的醋酸酯大米淀粉颗粒的表面形貌。图4a为大米原淀粉的SEM图,大米淀粉颗粒的表面光滑,呈多角形,棱角分明。图4b为氧化淀粉的SEM图,淀粉表面出现孔洞,增大接触面积,有利于反应的进行。图4c为醋酸酯大米淀粉(DS=0.04)的SEM图,淀粉颗粒表面变得粗糙,出现凹槽。图4d为醋酸酯大米淀粉(DS=0.1)的SEM图,淀粉颗粒表面进一步粗糙,凹槽增多加深,并出现裂纹。图4e为醋酸酯大米淀粉(DS=0.17)的SEM图,淀粉颗粒表面塌陷,凹槽和裂痕明显增加,边缘模糊不清,棱角基本消失。图4f为醋酸酯大米淀粉(DS=0.2)的SEM图,淀粉颗粒粘连严重,反应痕迹更加明显,反应程度更深。综上所述,大米淀粉的乙酰化反应破坏了淀粉颗粒的结构,随着取代度的增加,淀粉表面形貌被破坏的更加严重[9]。
3 结论
以氧化淀粉为原料,Na2CO3和NaOH为碱化剂,无水乙醇为湿润剂,醋酸酐为乙酰化试剂,有限溶剂法制备醋酸酯大米淀粉的最佳工艺:m(Na2CO3)∶m(NaOH)=3∶7,m(氧化淀粉)∶m(碱)∶V(醋酸酐)∶V(无水乙醇)=5∶1∶2.5∶1.2,反应温度70 ℃,反应时间2.5 h。制备不同取代度的醋酸酯淀粉的条件方程为:DS=0.132 85-0.101 75A+0.109 3B-0.055 65C-0.025AB+0.09AC+0.013BC+0.015A2-0.072B2+0.010 6C2。FTIR结果表明经乙酰化反应,淀粉分子中引入了乙酰基。XRD结果表明,高取代度时,乙酰化反应破坏了淀粉的结晶区,醋酸酯淀粉具有无序的结晶结构;SEM结果表明,乙酰化反应后淀粉颗粒的表面形貌发生变化,颗粒表面棱角消失,出现坑洞,变得粗糙,颗粒被破坏严重,取代度越高,破坏情况越明显。有限溶剂法能有效解决湿法工艺溶剂用量大和干法工艺反应不均匀等问题,为醋酸酯大米淀粉生产提供了简便、高效的合成方法。
