热加工工艺对TC20钛合金板材组织和性能的影响
2019-06-13李有华海敏娜高飞李蒙
李有华,海敏娜,高飞,李蒙
(1. 宝钛集团有限公司,陕西 宝鸡,721014;2. 宝鸡钛业股份有限公司,陕西 宝鸡,721014)
1 前言
TC20 钛合金名义成分为 Ti-6Al-7Nb,其具有低的密度、合适的强度以及优良的生物相容性、耐腐蚀性、可加工性等特点,被广泛用作生物医用材料[1]。TC20钛合金采用与V有相同原子浓度的无毒害的β稳定元素Nb替代V,消除了对人体有害元素的影响,经长期临床应用后,现已被世界医学界所承认,将逐步取代Ti-6Al-4V钛合金[2]。国内TC20钛合金主要产品形式以棒材为主,随着医疗领域市场的不断拓展,对TC20钛合金板材的需求日益旺盛,而目前关于TC20钛合金板材制备工艺的研究较少。牛中杰[3]等研究发现TC20钛合金坯料轧制在两相区900℃~960℃进行,火次变形量控制在 50%~70%,坯料轧制后显微组织为典型双态组织,主要为球状α+晶间β或β转变组织,在两相区轧制晶粒一般较细,并且能够符合ETTC2标准的A1~A9金相图谱,同时具有优良的力学性能。在TC20钛合金板材工业化生产过程中,常规力学性能和外观尺寸已经可以得到稳定控制,但是在显微组织批次稳定性方面还有改善空间。
基于以上背景和现状,本文的主要目的是通过研究TC20钛合金板坯锻造工艺、轧制工艺和热处理工艺对组织和性能的影响,优化出最佳工艺参数,为实际生产提供指导和借鉴。
2 实验
2.1 实验材料
实验选用宝鸡钛业股份有限公司经3次VAR熔炼的TC20钛合金铸锭,化学成分符合GB/T13810-2017标准规定,具体如表1所示。采用金相法测得其相变点为1010℃。
2.2 实验方法
将铸锭在长度方向上进行二等分,在单相区进行加热,分别采取未墩拔和两镦两拔锻造工艺进行板坯制备,板坯在两相区进行单向轧制和交叉轧制,板材成品厚度为20mm,用水切割方法取横向室温拉伸和金相组织试样后进行热处理实验,具体热加工工艺和热处理实验方案见表2。在CMT5105电子万能试验机上测试室温拉伸性能。金相试样经砂纸打磨和机械抛光后,采用配比为HF:HNO3:H2O=1:3:9(体积分数)的侵蚀液腐蚀,用Axiovert200mat光学显微镜进行显微组织观察。
3 结果与讨论
3.1 锻造工艺对板材显微组织的影响
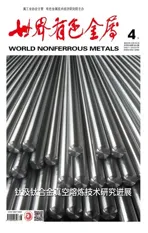
以单向轧制后的板材为对象,分析两种锻造工艺对板材显微组织的影响,见图1和图2。结果表明,板坯制备时未镦拔,板材的显微组织中条状α相的比例较大,且α相的尺寸差异较大,局部区域聚集大尺寸的条状α相,局部区域的条状α相尺寸细小,并且这两种区域呈相互交错分布;在热处理过程中,随着温度的升高,条状α相的比例逐渐减小,900℃时显微组织中的条状α相没有完全消除,显微组织不均匀。板坯制备采用镦拔工艺后,显微组织也是由条状α相组成,但条状α相的尺寸差异不大,组织均匀性好;在热处理过程中,大部分条状α相出现再结晶现象,转变成等轴α相,组织均匀性显著改善。组织评级表明,采用镦拔工艺的板材显微组织符合ETTC2标准中的A3~A6级;采用未墩拔的板材组织均匀性较差,组织评级不符合ETTC2标准中的A1~A9级。因此,板坯制备采用镦拔工艺能够使成品板材的组织均匀性得到有效改善。

表1 TC20钛合金铸锭的化学成分(wt,%)

表2 实验方案
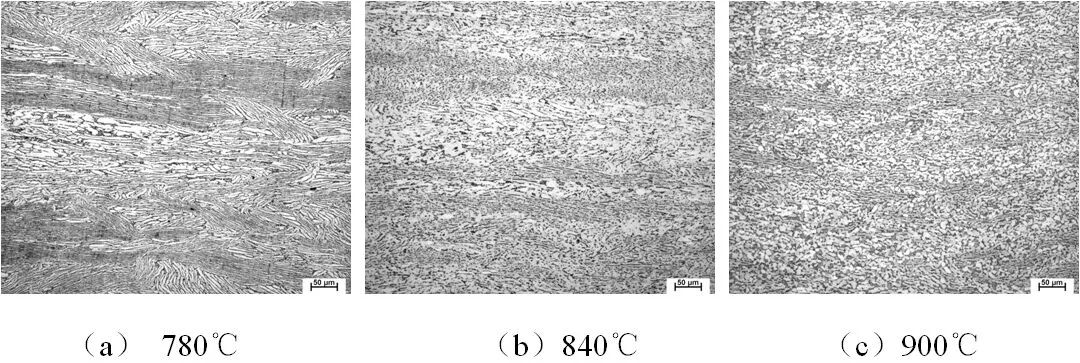
图1 未墩拔板坯经不同温度热处理后的高倍组织照片(200×)
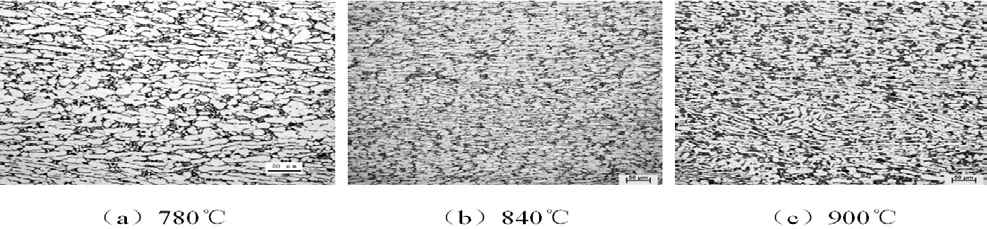
图2 两墩两拔板坯经不同温度热处理后的高倍组织照片(200×)
图3 墩拔板坯不同轧制工艺后的高倍组织照片(200×)
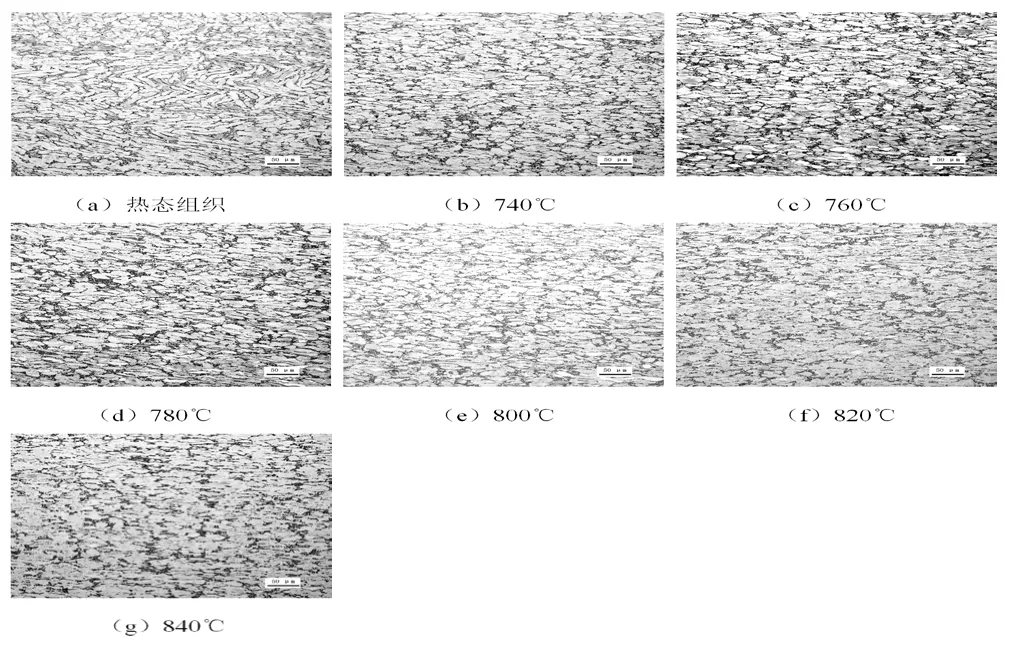
图4 不同温度热处理后板材的高倍组织照片(200×)
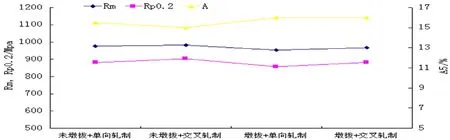
图5 不同热加工工艺的室温拉伸力学性能对比
3.2 轧制工艺对板材显微组织的影响
由于镦拔工艺的板材显微组织符合标准要求,所以分析轧制工艺对板材显微组织的影响以镦拔板坯为对象。图3为TC20钛合金板坯经单向和交叉轧制并热处理后的显微组织,热处理制度为780℃×1h,AC。结果表明,采用单向轧制的板材显微组织由长条α相和等轴α相组成,但条状α相的比例多,显微组织不均匀;采用交叉轧制后,板材的显微组织由等轴α相和β转变组织组成,显微组织均匀性良好。
3.3 热处理制度对板材显微组织的影响
通过上述研究发现,工艺4的板材显微组织均匀性最好,因此以工艺4轧制后的板材为对象,研究热处理工艺对显微组织的影响,结果见图4。经过740℃退火后,大部分条状α相都转变成等轴α相(图4b);在740℃~800℃温度范围内退火,随着温度的升高,显微组织的变化不明显(图4b~e);在820℃以上温度退火后,等轴α相出现显著的长大现象(图4f~g)。因此,板材最佳的热处理温度为740℃ ~800℃。
3.4 热加工工艺对室温拉伸力学性能的影响
图5是板材热处理制度为780℃×1h,AC时,不同热加工工艺的室温拉伸力学性能。从图5可以看出,板坯的锻造工艺和板坯轧制工艺对TC20钛合金板材室温拉伸力学性能影响不明显,均能满足GB/T13810-2017标准要求。
4 结论
(1)热加工工艺对TC20钛合金板材显微组织均匀性影响显著。采用镦拔板坯+纵横向变形比趋于一致的交叉轧制工艺,热处理制度为(740℃~800℃)/1h,空冷的工艺组合时可以获得由等轴初生α相和β转变相组成的均匀显微组织,组织评级可以满足ETTC2标准中要求的A3~A6级。
(2)热加工工艺对TC20钛合金板材室温拉伸力学性能影响不明显,均能满足GB/T13810-2017标准要求。