“1+1”宽幅铝带热轧机组开发与应用
2019-06-13薛强
薛 强
(中色科技股份有限公司,河南 洛阳 471039)
近年来,随着铝加工热轧技术的发展,我国铝板带加工设备向宽幅、大卷重、高精度和智能化方向发展。最初我公司设计了1650mm单机架单卷取2辊可逆铝带热轧机组,在此基础上设计开发了1300mm单机架双卷取4辊可逆铝带热轧机组、1650mm热轧机组、1850mm热轧机组、2100mm热轧机组、2400mm热轧机组等。近年来开发设计了“1+1”宽幅双机架铝板带热轧机组。该双机架铝板带热轧机组作为一种铝板带加工新装备,从轧机功能和力能上有了根本性提高,开发设计上具有许多独特之处。本文通过该装备的开发设计以及现场应用情况,结合我公司以往大型铝板带热轧机组的研发,针对大型铝板带热轧机组主要设备特点及组成进行简单介绍,并对主要关键技术的开发以及应用改进等方面进行详细分析。
1 “1+1”宽幅铝带热轧机组的特点及配置
1.1 特点
(1)“1+1”双机架机组是采用1台热粗轧机+1台热精轧机的配置方式,它将不同工艺特点的热轧道次合理分配到两台轧机上,与单机架双卷取热轧机组相比,轧制工艺上具有很多优点,如精轧机可选择较小轧辊直径,可以单独磨辊型,乳液可以单独配比,精轧机速度高等。这些因素都有利于提高产品的质量,所以其生产的带材产品表面质量与板形均优于单机架双卷取热轧机组。此外“1+1”双机架机组生产的带材最薄达到3.5mm,产能是单机架双卷取的1.5~1.7倍。
(2)“1+1”宽幅热轧机组相对于“1+3”、“1+4”热轧机组存在一定局限性,精轧机需要对热粗轧机坯料进行3~5道次可逆轧制,易造成终轧温度波动大,而这恰恰是生产制罐料的敏感因素。另外由于多道次卷取轧制,频繁的升速与降速,必然会造成头尾厚度波动大,带材表面质量与板形不如“1+3”、“1+4”热轧机组好,生产效率相对不高。
(3)“1+1”宽幅热轧机组生产的宽幅板材的主要应用于航空航天、轨道交通、汽车行业、船舶行业等高端制造业。目前,在世界范围内,航空航天领域的总用铝量仅占铝板总消费量的5%左右,但由于铝板的消费量大,而且航空航天领域所使用的铝板技术含量高、利润附加值高,因而成为世界范围内各铝板企业开发和生产的热点产品。宽幅铝板带在交通运输上的应用具体包括,轿车覆盖件、车门、车顶外板、车身侧板、发动机罩、行李箱盖、挡泥板,热交换器,汽车和铁路货车的车厢板,集装箱的壁板和顶板,船只甲板、船舱和外侧板等。
1.2 机组主要设备组成
机组主要设备组成包括,左侧轻型运输辊道,炉前辊道,接触式测温(炉前),左侧中型运输辊道,立辊前导尺,立辊轧机,左侧旋转辊道,左侧导尺,3300mm热粗轧机,右侧工作辊道,右侧导尺,右侧中型运输辊道,重剪前辊道,重型液压剪,重剪后辊道,重剪出口侧导尺,重剪出口侧中型运输辊道,轻剪入口侧轻型运输辊道,轻剪入口侧导尺,接触式测温(轻剪前),轻型液压剪,轻剪出口移动辊道,剁板装置,精轧入口轻型运输辊道,左助卷器,左卷取机,左夹送偏导装置,2800mm 4辊可逆热精轧机,取样剪,切边及碎边装置,右夹送偏导装置,右卷取机,右助卷器,卸卷装置(一),物料跟踪装置,卸卷装置(二),凸度仪,测厚仪。
2 “1+1”宽幅铝带热轧机组关键技术的开发
2.1 针对机组生产效率提高的开发
机组生产效率要高首先机组的功能要更齐全、配置更先进、物流更合理顺畅。
(1)机组采用1台热粗轧机+1台热精轧机的配置方式,是将单机架热轧道次和工艺合理分配到两台轧机上,与单机架双卷取热轧机组相比,其产能是单机架双卷取的1.5~1.7倍,可实现每15min轧制一卷料。
(2)两台轧机分别开发了独立的换辊拖车装置,实现快速换辊,并移至磨辊车间,节省了换辊时间,有效的提高了机组的运行时间。
(3)在轧件轧到一定厚度时,料头和料尾会出现张口的情况,需要重型液压剪切去料头料尾,便于下一步轧制。本机组轧制的硬合金最大宽度为3100mm,最大剪切厚度为150mm,所以需要液压剪的剪切力很大,液压剪本身的强度需要加强。因此开发了框架式双动液压剪,动作灵活,剪切速度达到3次/min,提高了机组运行的效率,并同时具有自动推料、废料收集等功能。
(4)粗轧机两侧的导尺主要是对轧件进行对中,便于轧机轧制咬入,由于受冲击比较大,本机组的宽度又比较宽,且要求快速打开和夹持。根据以上要求,机组开发了重型导尺,采用长行程机械同步,双油缸比例控制,辊式移动,减小摩擦阻力,实现快速精确对中,此装置能够保证在带材运行过程中推床仍能够承受较大的夹持力,保证轧机对板坯的稳定咬入,实现稳定轧制。
(5)机组设置两台真空垛板装置,可实现板材快速卸料,大大节省了机组占用时间。
(6)立辊轧机主要用于铝带板坯经侧边轧制,可以有效防止轧件边部产生鼓形和裂边,并能调节板、带材的宽度规格,获得宽度均匀、边缘整齐的板材或带材,因而可提高板带轧制的成品率,这对于轧制硬合金系列铝带尤为重要。因此立辊轧机设计与应用的好坏也直接影响热轧机组所生产的带材边部质量和成品率。
本机组开发的立辊轧机的主传动采用传动侧与操作侧独立传动,分别用一台电机驱动,传动侧与操作侧齿轮箱无联轴器和花键轴联结,大大减小了花键轴卡死等机械故障,设备的稳定性与可靠性大大提高。同时立辊轧机的控制采用大通径高频响比例阀,与压力传感器、位置传感器相结合,并采用具有自学习功能的控制策略,不仅实现了立辊两侧同步和单侧双缸同步,而且起步平稳,具有轧制力大,动作迅速,控制精度高等特点。
2.2 宽幅热轧机组板形控制技术的开发
板形控制的关键是凸度控制,而凸度控制的对象是辊缝。研究表明,影响辊缝的主要因素有工作辊辊形(包括初始辊形、热膨胀、磨损等)、辊系的弹性变形等。轧机越宽,辊缝就越难控制,还要适合不同宽度系列、不同合金品种的产品,板形控制就更难。板形的缺陷主要表现为边浪、中间浪、镰刀弯、边部减薄、带材宽度方向上厚度不均匀等。
(1)宽幅轧辊冷却喷淋控制技术。开发的宽幅轧辊冷却喷淋控制装置主要由抗污染、高可靠性的气动滑阀组成,密排间距,多排分组、分流量控制。并针对宽幅板带,中部冷却能力偏弱的特点,合理设置横向喷嘴流量,实现了轧辊的凸度稳定控制,有效改善板形控制。
(2)新型液压弯辊控制技术。液压弯辊控制技术也是决定轧辊凸度影响板形的重要因素之一,所以弯辊液压伺服控制回路设计要更加合理。其采用普通液压阀与电液伺服阀巧妙结合的回路设计,大行程移动时由普通换向阀供油,精确控制时由电液伺服阀实现,此设计不仅提高了控制精度,还降低了制造成本。
(3)粗轧机配置了测厚仪装置。为了更好更精确的控制板材的厚度公差,本机组还特别在粗轧机出口侧配置了测厚仪装置。其测得的厚度给二级系统一个反馈,再由二级系统经过计算后确定在下个道次的纠偏量,这样就可以有效控制其厚度精度。以往机组的中厚板材厚度公差主要是通过主机的辊缝来保证,由于无测厚装置,很难精确控制板材的厚度公差。
(4)精轧机配备了凸度仪。凸度仪的主要作用是对卷取道次的带材凸度进行检测,从而有效控制成品带材的凸度,大大提高了整个机组的控制水平。凸度仪一般可分为三点扫描式和多点多通道两种。前一种结构简单,但投资相对比较低,具体工作方式为中间一个扫描点固定,两边两个扫描点横向扫描;后一种多点多通道的凸度仪是通过多点直接测出其值,能比较直观的反映带材的凸度,但价格比较高。
根据我公司综合考虑以及客户的要求,我们最终采用了三点式X射线扫描凸度仪,其主要参数为,检测材料1xxx~8xxx系合金;宽度1050mm~2650mm;厚度2mm~20mm;温度200℃~580℃;速度最大280m/min;楔形值和凸度值≤±0.1%;线性度≤±0.0.5%。三点扫描式凸度仪的计算公式为:凸度值计算公式,
楔形值计算公式,C=Hjd-Hjo;式中,W为带材的凸度值,μm;C为带材的楔形值,μm;Hjd为带材传动侧的厚度,mm;Hjo为带材操作侧的厚度,mm;Hc为带材中心的厚度,mm。
本机组生产的板材主要性能指标与其他厂家的对比见表1,可以看出,该“1+1”宽幅热轧机组的厚差及板形偏差等性能保证值,均达到国内领先、国际先进水平。
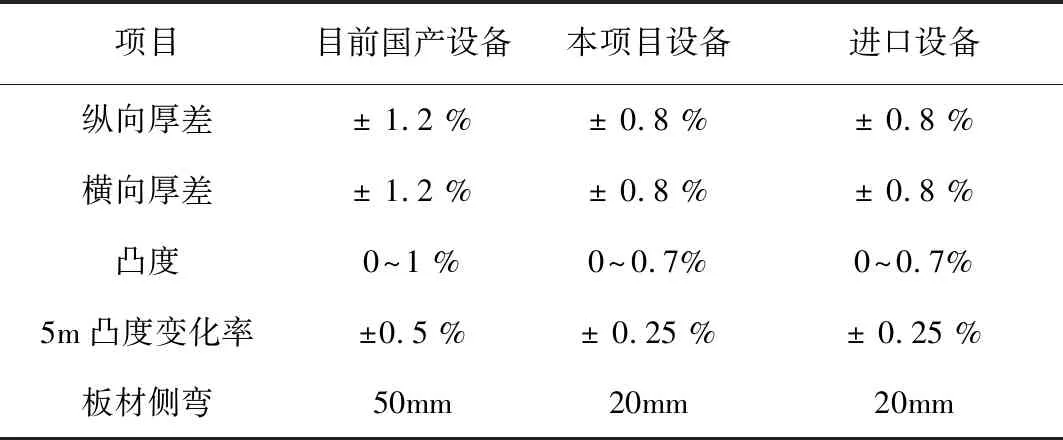
表1
3 “1+1”宽幅热轧机组的应用改进
3.1 刷辊装置的改进
轧机工作辊刷辊装置是保证产品表面质量非常关键的装置之一。当轧辊表面存在粘铝和铝粉过多时,需要用刷辊装置对工作辊表面进行刷洗,刷洗的过程要求刷辊与工作辊有一定的速差,而且刷辊对工作辊的压靠力要求稳定。如果刷辊速度低了,无法对工作辊辊表面形成剖光的效果,工作辊粘铝刷不掉,影响带材表面质量,需要经常换辊,增加机组生产成本;如果刷辊的压靠力不稳定,压靠力大了,则会对工作辊表面造成划伤,压靠力小了,则工作辊表面刷不干净。传统的刷辊控制采用的是压力控制,由于刷辊装置压靠本身结构是摆动结构,刷辊转速又比较高,受离心力的作用,刷辊震动比较厉害,现场出现压靠不稳定的情况,所以针对此情况,现场把刷辊压靠的控制由压力控制改为位置控制。刷辊大压力压靠,机械限位可调,刷辊装置紧紧固定,即使刷辊高速转动也不会震动。刷辊调节的位置为工作辊辊面上压痕为25mm~30mm即可。
3.2 轧机压下液压缸的改进
轧机压下液压缸是轧制力和辊缝给定的重要保障,所以压下缸的位置和压力的准确给定至关重要。本机组压下缸的位置传感器设置于压下缸内部,检修与调整均比较困难,且压下缸的缸杆导向带出现一定磨损后,会导致缸杆出现一定偏摆从而影响位置传感器精度。所以建议位置传感器采用外置结构,且设置两个位置传感器,不仅检修方便,且读取两个位置传感器的平均值设置辊缝,即使缸杆稍微偏摆也不会影响辊缝设置。
3.3 关于机组辊道长度
由于受车间长度的限制,本机组的辊道长度比较短,粗轧机左侧为108m,轧机右侧(粗轧机与精轧机之间的距离)为158m,导致精轧机来料厚度比较大,终轧厚度会比较大(约5mm);如果终轧厚度要达到3mm~3.5mm,三个道次的压下量比较大,表面存在色差等缺陷。所以如果车间条件允许,建议辊道长度要足够长。目前的解决方案是要么减小铸锭规格(长度或厚度减小),要么终轧厚度大一些,或者精轧机进行五道次轧制。
3.4 精轧机主传动的改进
精轧机主传动电机采用的是厂家自有的一台5700kW备用电机,为了能把这台电机用上,且满足精轧机的最大轧制扭矩,把精轧机的额定速度设定为85m/min,轧制2400mm以下的硬合金还可以满足,轧制较宽的硬合金就无法满足其终轧厚度或终轧温度。所以最终精轧轧机主电机要加大到8500kW左右,额定速度加大到150m/min,最大速度为300m/min,这样既满足了轧制扭矩,又满足了轧制速度。
4 宽幅热轧机的发展建议
(1)“1+1”宽幅热轧机组为了提高带材的板形,精轧机可采用先进的CVC轧机控制技术、PC轧机控制技术、VC轧机控制技术等。
(2)目前“1+1”宽幅热轧机组的表面质量检测还是人工经验去观察,这样有时会不太准确,建议在精轧机的出口增加表面检测装置,提高机组表面检测的可靠性与稳定性。
(3)“1+1”宽幅热轧机组有相当多的优点,也有一些缺点无法避免。未来宽幅热轧机组要配置成“1+4”机型,甚至是“1+5”机型。
对于宽度大于2400mm~2600mm的卷材来说,由于精轧机来料厚度在25mm~30mm,且辊道辊子为锥辊,则会导致带材沿宽度方向下垂,带材两端与辊子形成一定宽度的面接触,容易产生划伤,带材越宽两侧擦划伤越宽,单边最宽可达到100mm~150mm。为了解决以上问题,精轧机采用4连轧甚至5连轧配置,精轧机来料厚度加大,板材本身的刚度大大加强,板材两端与辊道辊子仍为线接触,无擦划伤。多机架连轧机是一道次完成卷取,避免了多次开卷造成的表面质量问题,且终轧温度控制精确。
5 结束语
“1+1”宽幅铝板带热轧机组是有色金属加工重型设备,与其它重型有色设备比,结构更复杂,工艺性更强。笔者负责了多台铝板带热轧机组的开发设计,这里结合一些实际的经验对其开发与应用进行了分析,同时也提出了一些改进设计的方案与同行进行交流,在实际设计“1+1”双机架热轧机组时,一些参数及结构需要根据各自的实际情况而定。
