某大型机加车间数控机床噪声暴露特点与分析研究*
2019-06-05史聪灵伍彬彬石杰红
刘 茜,史聪灵,伍彬彬,胥 旋,石杰红,王 莹 , 王 飞
(1.中国安全生产科学研究院 地铁火灾与客流疏运安全北京市重点实验室,北京 100012;2.中车长春轨道客车股份有限公司,吉林 长春 130062)
0 引言
工业生产中,噪声问题一直被人们所关注。在众多的工业噪声源中,大型机械加工厂房机加设备噪声情况复杂且问题较为突出。本文通过对某大型机加车间某数控机床噪声现场实测,应用现有国家标准GBZ/T189.8-2007《工作场所物理因素测量噪声》[1],GBZ2.2-2007《工业场所有害因素职业接触限值 第2部分:物理因素》[2],GB/T 21230-2014 《声学 职业噪声暴露的测量 工程法》[3]等有关要求进行分析,研究结果可为进一步研究大型机加厂房噪声特性和对暴露者的影响提供参考。
1 测量准备
测量使用B&K2250 1级积分声级计和CASELLA350 2级个体声暴露计进行测量。用Sound Calibrator Type 4231进行了校准。
采用A计权,“S(慢)”档,取值为声级LAeq。传声器的指向为声源的方向。应保持测试者与传声器的间距大于0.5 m。传声器应放置在劳动者工作时耳部的高度,站立为1.5 m。个体声暴露计传声器应尽可能地放在离外耳道入口大约0.1 m的位置。
工作场所声场分布均匀,A声级差别小于3 dB(A),选择3个测点,取平均值。工作场所分布不均匀时,应将其划分若干声级区,同一声级区内声级差小于3 dB(A)。每个区域内,选择2个测点,取平均值。稳态噪声的工作场所,每个测点测量3次,取平均值。非稳态噪声的工作场所,根据声级变化(声级波动大于等于3 dB(A))确定时间段,测量时间段的等效声级,记录时间段的持续时间。
2 测量结果及分析
选某机加车间机器2作业区数控裙板机加设备为测量对象,发声源在机器2作业区机头处,其他设备区设备测量时停机。图1是机加车间和数控机床裙板加工设备布置示意图[4]。

图1 某机加车间机器2作业区数控裙板机加设备布置示意Fig.1 The layout sketch a NC machining equipment of a large machining shop
2.1 裙板机加车间工作场所噪声的特点
1)加工某种裙板工件的全过程
某种转向架平板加工工序需要3个步骤,每步用不同的刀具,3个刀具完成加工某转向架平板。第1步是钻孔,持续时间3 min;第2步是打磨,持续时间是2 min;第3步是切削,持续时间2.5 min。图2是裙板机加设备加工转向架平板现场加工过程示意图,它记录了某转向架平板的加工全过程。从图2可以看到,加工1个转向架平板件需要持续时间7.5 min。
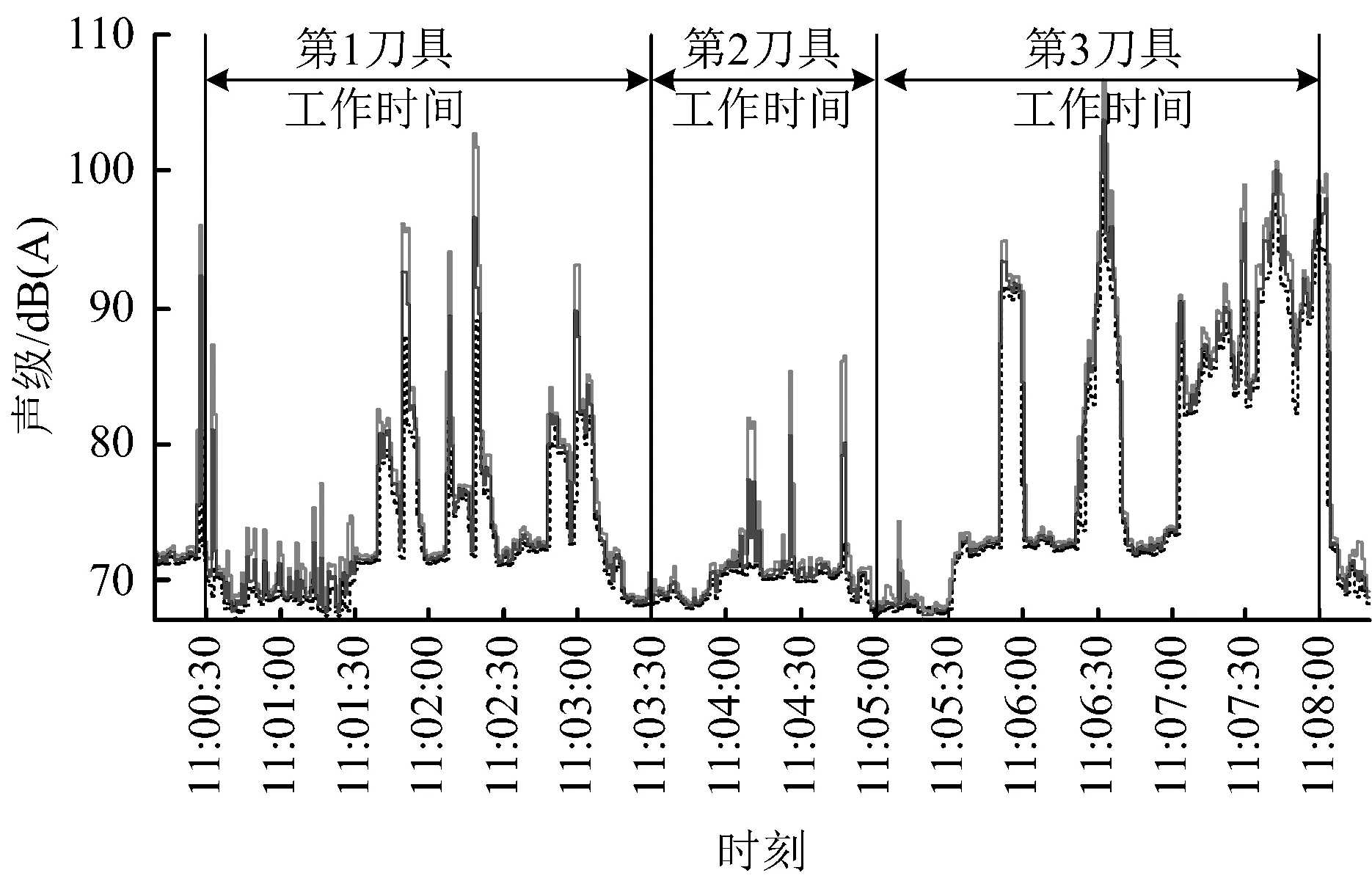
图2 加工1个转向架平板过程噪声变化Fig.2 Changes noise of a process board
2)加工1个工件产生的噪声是非稳态的噪声
由图2可见,机加工工件操作过程中噪声不是固定值,1个加工件加工分几段,每段加工机器自动换不同的刀具,加工过程产生噪声是变化的,30 s内出现几个峰值,声级变化大于等于3 dB(A)。表1给出加工1个转向板的过程数据。GBZ 2.2-2007《工作场所有害因素职业接触限值 第2部分:物理因素》[2]规定,非稳态噪声的工作场所根据声级变化(声级波动大于等于3 dB(A))确定时间段,测量时间段的等效声级,记录时间段的持续时间。
因此,加工1个转向板产生的噪声是非稳态的噪声。
同1个机床加工不同机件,所辐射出的噪声数值不同。以裙板机加车间设备加工4种工件为例说明。图3~6是加工这4种工件的噪声实时过程声级图。
图3~6,是4种不同板材加工过程。图3是加工1个转向架平板,持续时间是7.5 min,操作工位LAeq值是87.5 dB(A);图4是加工1个中间有孔中间裙板,持续时间是16 min,操作工位LAeq值是90.1 dB(A);图5是加工1个短型中间裙板,持续时间是12 min,操作工位LAeq值是90.3 dB(A);图6是加工1个长型中间裙板,持续时间是10 min, 操作工位LAeq值是90.2 dB(A)。
本文取加工1个件的时间为测量时间。
2.2 裙板机加车间工作场所噪声的分布
对该车间布点测试,共布置67个测点,见图7[5]。67个测点加工工件是第Ⅰ种转向架平板,测量时间段是加工1个转向架板所用时间。67个测点的测量数据见表2[6]。
带宽矢量h可以通过质点群的方差依比例进行设定,这主要是通过对协方差矩阵进行Cholesky分解计算得到(Bickel and Levina,2008)。

表1 加工某1个转向板的过程数据Table 1 Noise dates of a process board
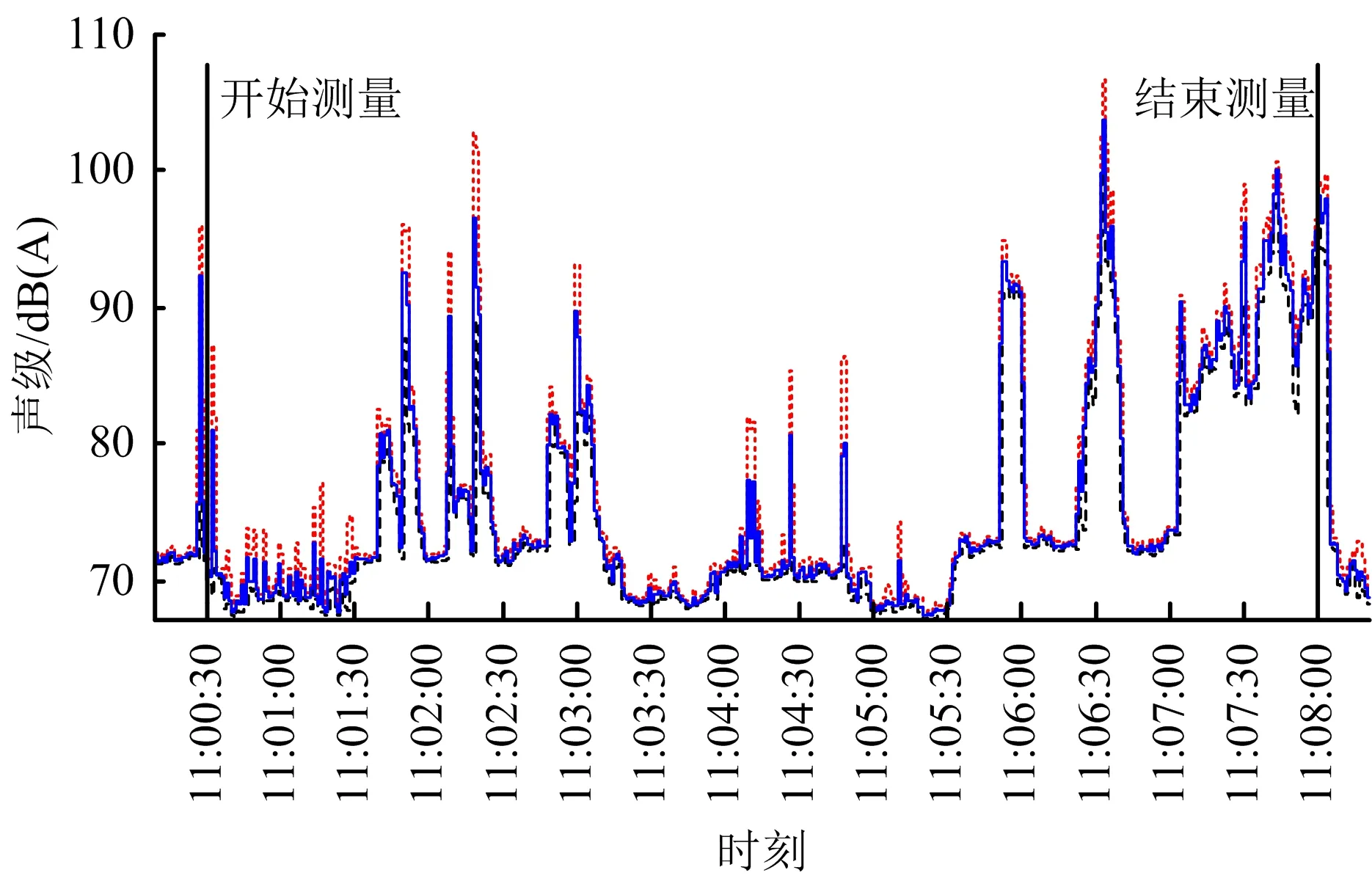
图3 加工转向架平板(Ⅰ型)的噪声变化Fig.3 Changes noise ofⅠtype of a process board
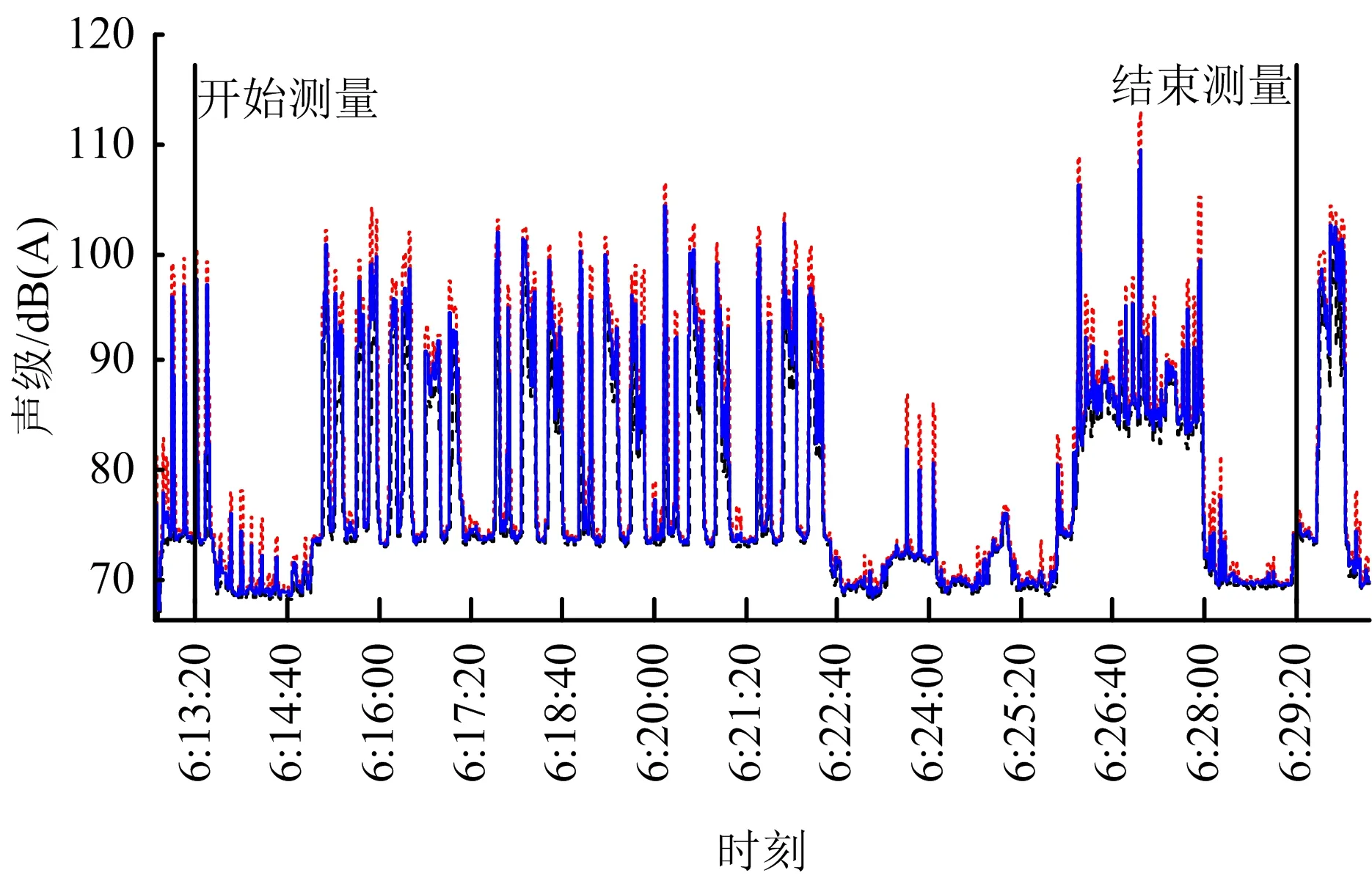
图4 加工中间有孔中间裙板(Ⅱ型)的噪声变化Fig.4 Changes noise of Ⅱtype of a process board
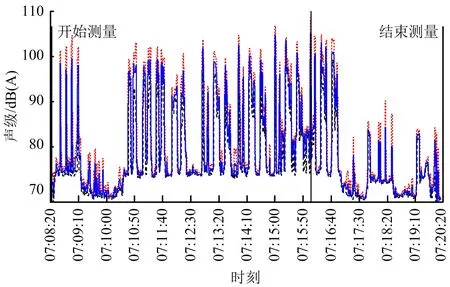
图5 加工短型中间裙板(Ⅲ型)的噪声变化Fig.5 Changes noise of Ⅲtype of a process board
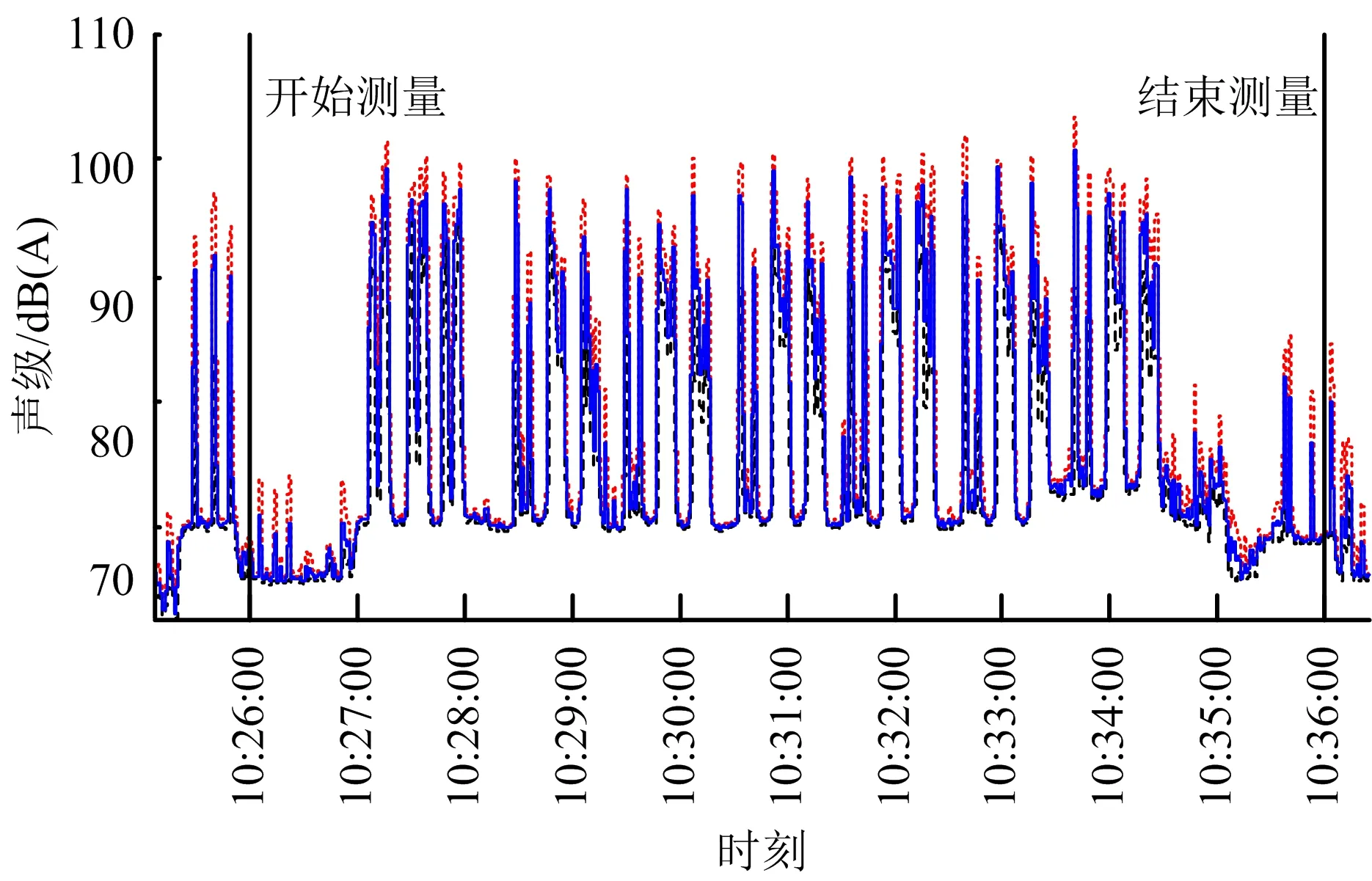
图6 加工长型中间裙板(Ⅳ型)的噪声变化Fig.6 Changes noise of Ⅳtype of a process board
根据图7的布点位置和表2的测量数据,绘制某机加车间噪声分布图,如图8所示。

图8显示了噪声最大区域和超标区域,从图8可见,机加车间噪声声场不均匀,15~20 m衰减到85 dB(A);25 m左右是83 dB(A)区域;30~35米是79 dB(A)区域;40 m以外是76 dB(A)以下区域。按照GBZ/T189.8-2007《工作场所物理因素测量噪声》[1]中规定,工作场所声级分布不均匀,应将其划分若干声级区,同1声级区内声级差小于3 dB(A)。按照规定,将车间划分6个声级区,其中:区域1是88 dB声级线以里区域;区域2是85 dB声级线以里,88 dB声级线以外区域;区域3是82 dB声级线以里,85 dB声级线以外区域;区域4是79 dB声级线以里,82 dB声级线以外区域;区域5是76 dB声级线以里,79 dB声级线以外区域;区域6是76 dB声级线以外区域。每个区域内,选2个测点,取平均值。通过测量得出以下结果:区域1和区域2为超标区;区域3,4,5和6为不超标区[8]。如表3所示。

图7 某机加车间机器2作业区数控裙板机加设备测点布置示意Fig.7 Test point layout diagram of a NC machining equipment in a large machining shop
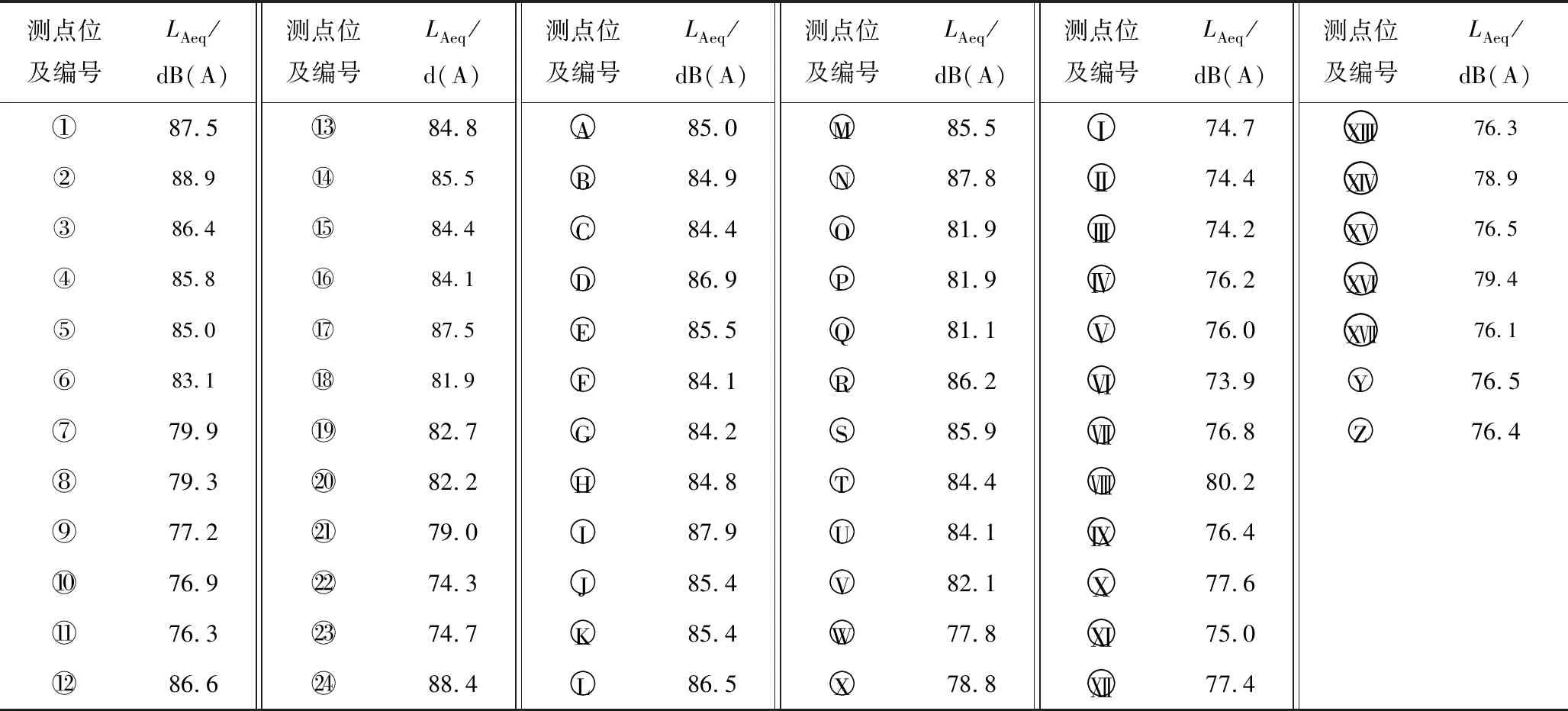
表2 某机加车间机器2作业区数控裙板机加设备噪声测量数据Table 2 Noise measuring results of test points of a NC machining equipment in a large machining shop
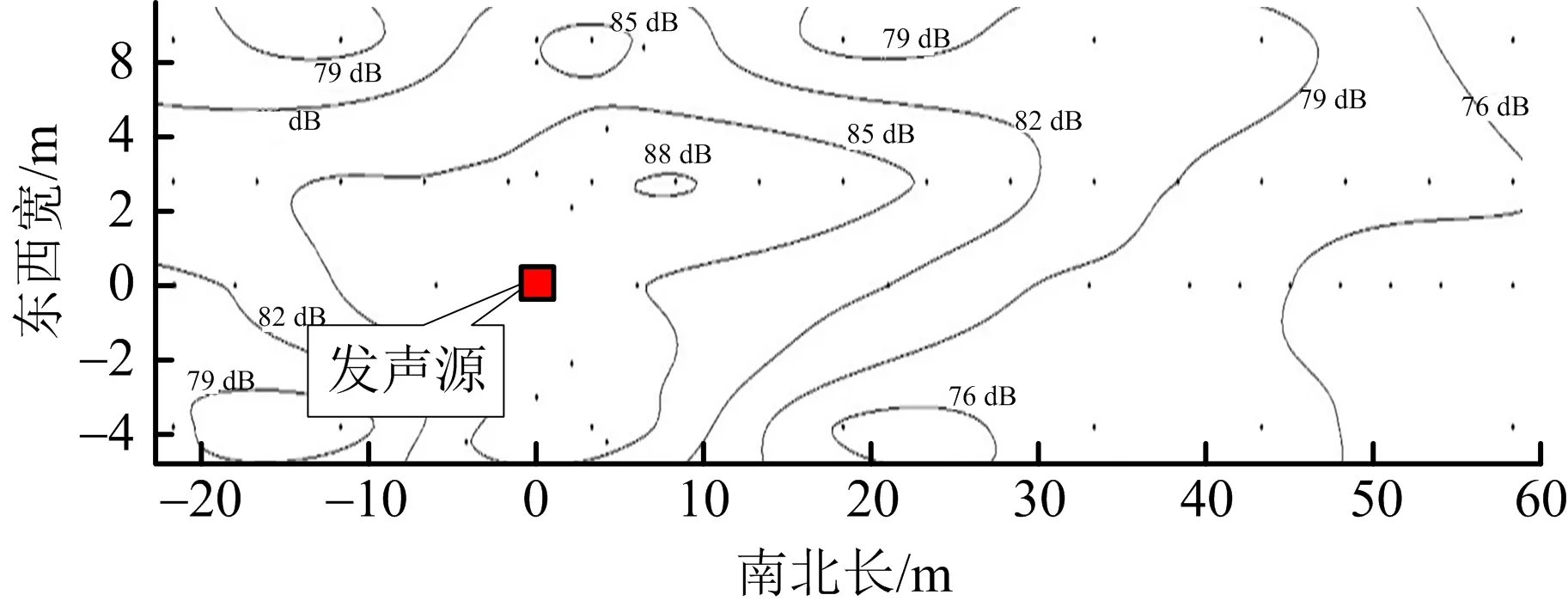
图8 某机加车间机器2作业区数控裙板机加设备噪声分布Fig.8 Noise distribution nephogram of a NC machining equipment in a large machining shop
通过以上现场测量结果,得出测量机加车间现场2个区域必须要重点测量:①距发声机加设备周围20 m以内,因为该区域为超标区域;②车间内的人行走道和通道,因为该区域无障碍物遮挡,噪声值高而且传的远,且是车间人员驻留和人员较密集的地方[9]。
以上分析看到:某裙板机加车间工作场所噪声分布不均匀,区域1和区域2为超标区[10]。
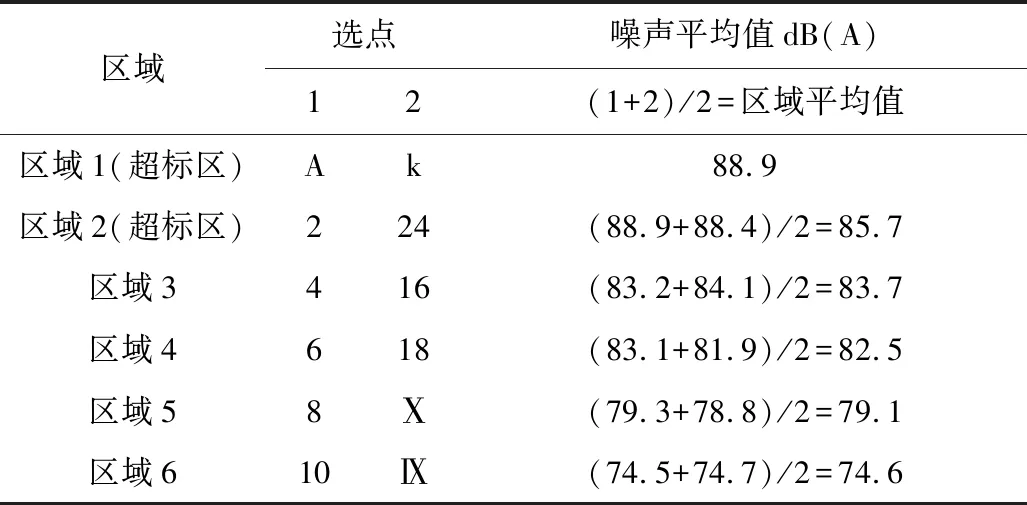
表3 6个区域的噪声平均值Table 3 Zone of noise average value
2.3 操作人员1 d工作时间噪声的暴露
操作工人的工作不连续,加工2个件之间有间歇,这个时间是整理时间、搬运时间、码放时间、安装固定机件的时间。所以在1 d的工作时间中,噪声值时刻在变化。以下以某机加车间某裙板机设备操作工为例具体说明操作人员1 d工作时间噪声的暴露量。
图9是数控裙板机固定操作位工人1 d 8 h的噪声记录,操作工位LAeq,8h值是89.2 dB(A)。图10是数控龙门铣床固定操作位工人1 d 8 h的噪声记录,操作工位LAeq,8h值是90.4 dB(A)。
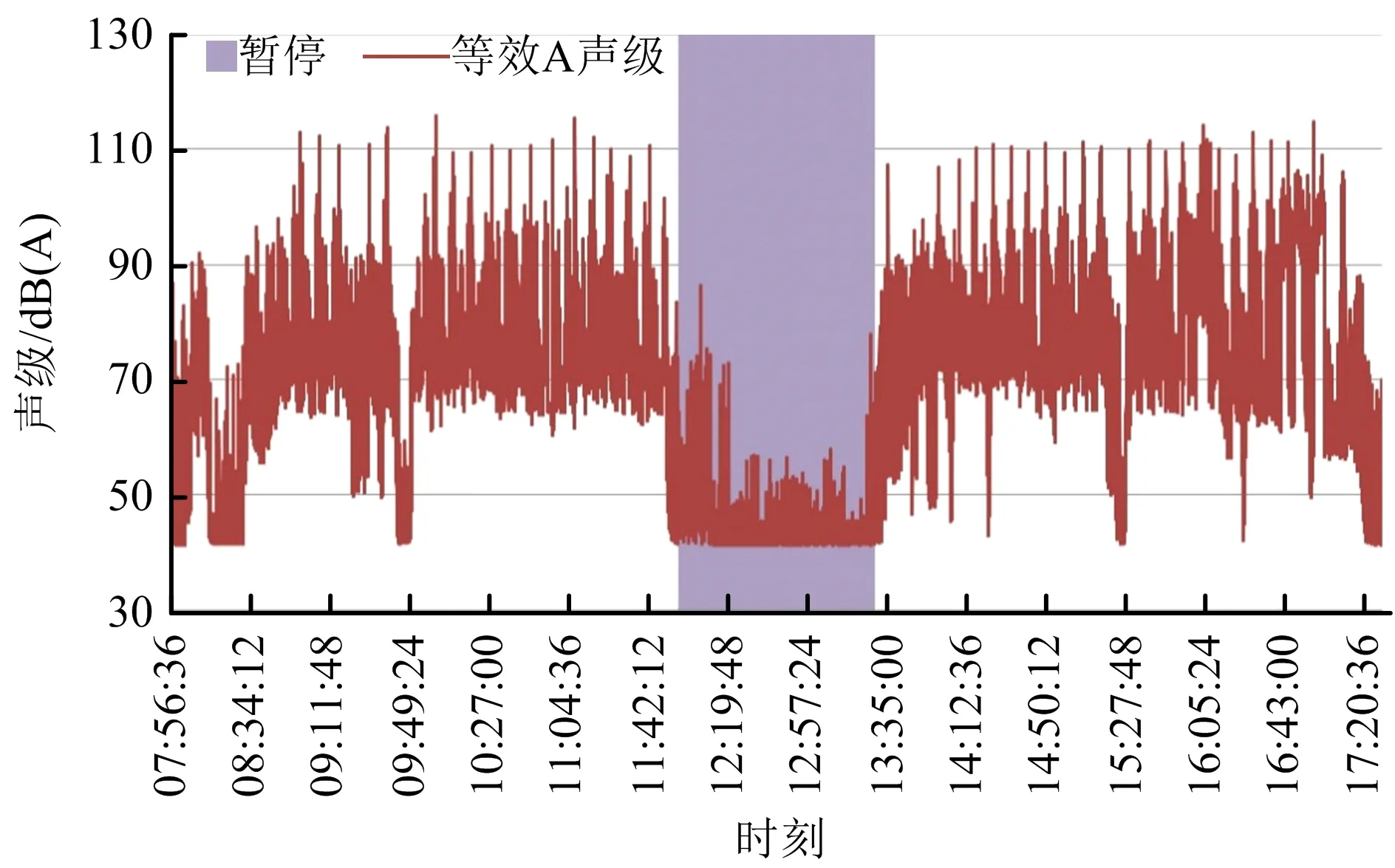
图9 机器1数控裙板机固定操作工1 d 8 h的噪声暴露记录Fig.9 8-hour a day noise exposure of operator No.1 of a NC machine tool
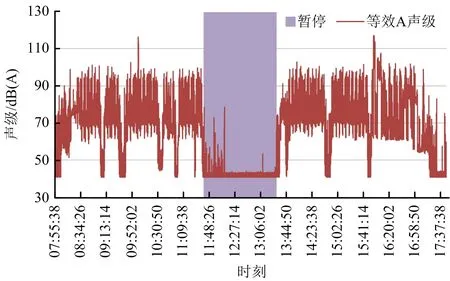
图10 机器2数控龙门铣床固定操作工1 d天 8 h的噪声暴露记录Fig.10 8-hour a day noise exposure of operator No.2 of a NC machine tool
从图9和图10可以看到,工人8 h记录中,噪声值始终在变化,机加操作工人噪声的特点:瞬间幅值可达到114.9 dB(A)的变化;在整个1 d 8 h的工作环境中,噪声属于非稳态。
2.4 裙板机加设备频谱传播的特点
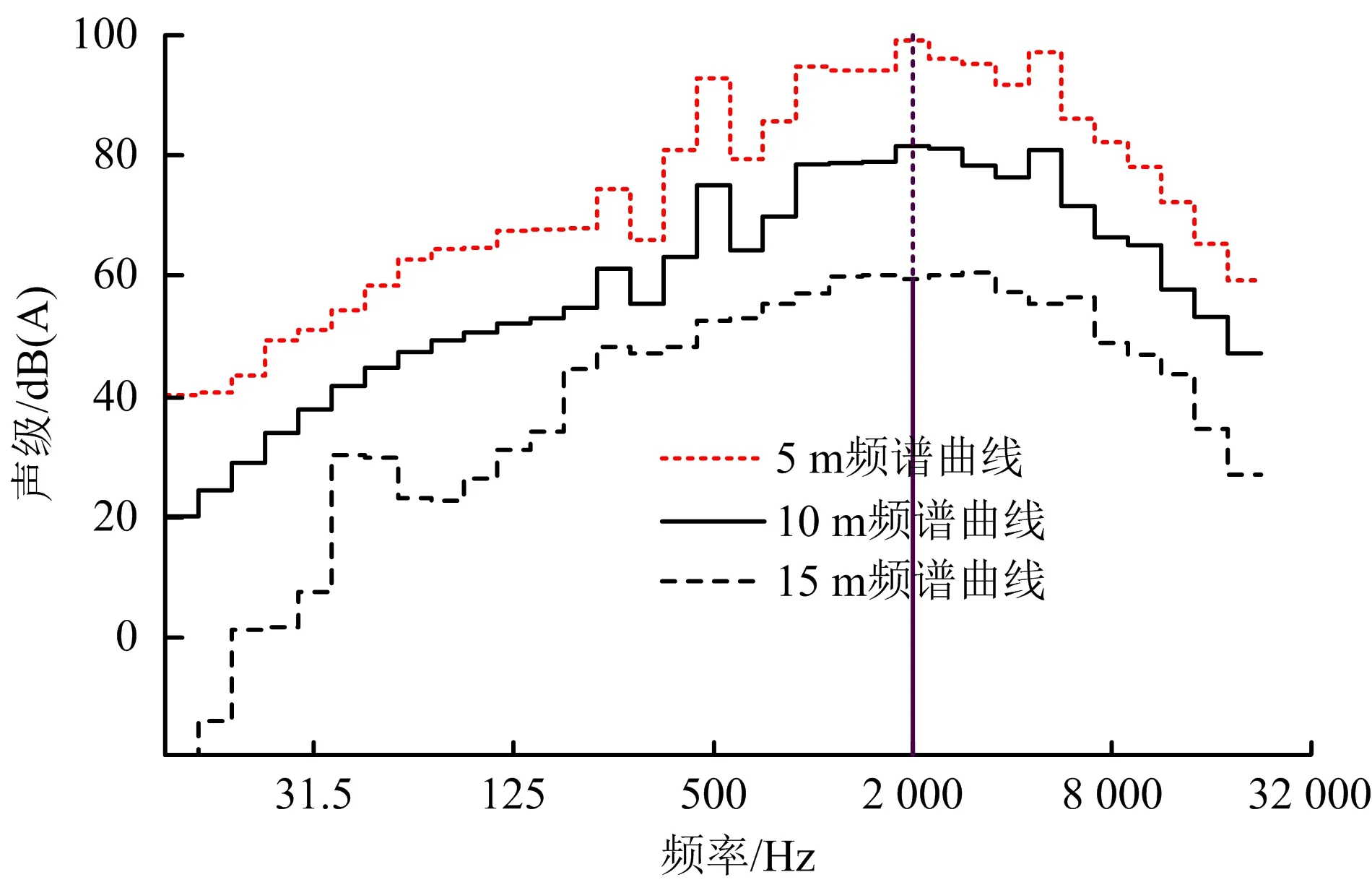
图11 加工转向板时机器2作业区数控裙板机加设备操作位置噪声频谱Fig.11 Noise spectrum of operating position in a NC machining equipment
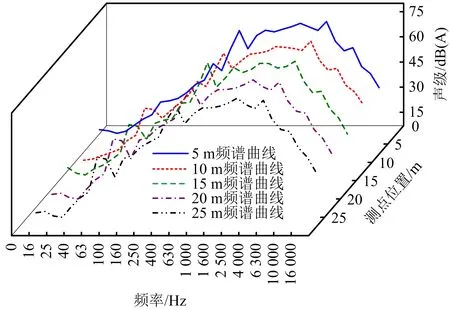
图12 机器2作业区数控裙板机加设备加工转向板时测点随距离变化噪声的峰值位置Fig.12 Noise spectrum varying of a NC machining equipment with change distance
2.5 裙板机加车间人员噪声暴露的计算
通过以上测量,裙板机加工作现场是非稳态噪声的工作场所,根据GBZ/T189.8-2007《工作场所物理因素测量噪声》规定,按声级相近的原则把1 d的工作时间分为n个时间段,用积分声级计测量每个时间段的等效声级LAeq,Ti,按照公式(1)计算全天的等效声级:
(1)
式中:LAeq,T表示全天的等效声级。
根据等能量原理将1 d实际工作时间内接触噪声强度规格化到工作8 h的等效声级,按公式(2)计算:
(2)
式中:LEX,8 h表示1 d实际工作时间内接触噪声强度规格化到8 h的等效声级。
本文以裙板加工操作工为例。测量时,车间只有1台数控加工机床裙板机开起。表4是操作数控加工机床工作人员在不同时间段Ti的不同作业活动。测量每个时间段Ti内等效连续A计权声压级LAeq,Ti。得到该操作工1 d实际工作时间8 h内接触噪声强度的等效声级。
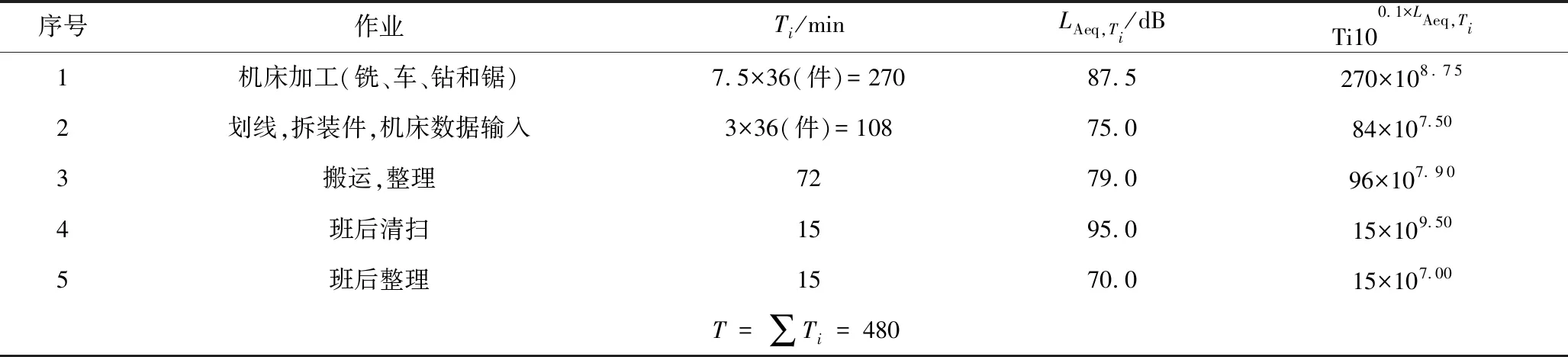
表4 计算等效连续A计权声压级实例Table 4 An example of LAeq,8h based job operation
根据公式(1)来计算LAeq,8h(单位:dB):T=∑Ti=8 h;LAeq,8h=86.4。
3 结论
1)裙板机加车间工作场所噪声存在分布不均匀、非稳态、波动大、瞬间测量可复制性较差等特点。
2)从测量得出,操作者在每日8 h工作时间里,噪声是非稳态的,最大值为114.9 dB(A);在机床加工工件过程中,30 s内声级变化大于3 dB(A)。
3)大型机加设备产生的噪声在厂房中不均匀传播。通过测量得出,发声源周围20 m以内超标的可能性大,应重点测量。
4)厂房内的走道和通道应重点测量。
5)对于非稳态噪声工作场所,测量时间段的选取是测量重点,机加工场所现场的噪声级波动大,瞬间噪声级变化快,瞬间测量可复制性较差,很难根据3 dB(A)的波动来确定时间段。因此,对于间断的单件作业,可取某个加工件作业时间为测量时间段;对于连续的作业和较长的作业(大于5 min以上的),每个测量时间应足够长,覆盖若干个完整周期,以便得到噪声级的实际变化。
