低表面处理涂料性能测试
2019-05-09
(上海外高桥造船有限公司,上海 200137)
普通的船舶环氧涂料在涂装时为了达到高性能的防护效果,船体和钢件表面必须采取喷砂、打磨等处理手段来除去铁锈,以增强涂料与钢材表面的结合力,喷砂及打磨过程中的粉尘和噪声还会严重危害施工人员身体健康,对于某些复杂结构的作业面难以做到完全清除干净。大型船舶建造过程,由于船体分段结构尺寸较大,总组后约1/3涂装施工需在室外进行。
为实现在普通环氧涂料涂装过程中能将复杂工艺应用于手工或动力工具,使其能打磨到St2表面和高压水喷射除锈表面以及在潮湿环境下或含有水膜表面的带水带锈[1]涂装的低表面,国内外学者给予了相当的关注。低表面处理涂料[2-3],又称表面容忍性涂料,与带锈涂料不同[4]。在实际的涂装施工中,不可能对钢材进行完全、彻底的喷砂处理,即使打磨处理后,钢材表面仍带有不同程度的锈蚀物,而且经常处于高度潮湿状态。对于某些桥梁维修工程[5],喷砂会影响公众环境、污染水源等。这就需要一种能在低处理表面上直接进行涂装的高性能涂料。
本文针对英国CHEMCO公司的三款低表面涂料产品,选择临港海工公司作为试验场地,验证该类型涂料适合施工在锈、油、水等恶劣环境下的性能。
1 低表面处理涂料实验方案
1.1 实验材料及设备
RA 500M、RS 500P、RL 500PF三种类型的涂料,喷漆泵(长江GPQ6C型无气喷涂机)、喷嘴、涂装刷子、涂装滚筒、湿膜卡、磁性干膜测厚仪、美工刀、圆筒式摇表、钢板温度计、盐分检测仪、表面粗糙度比较样块、粗糙度仪、低压海绵针孔检测仪、拉力实验仪、黑色MARK笔、实验样板等。
试板材料:碳钢、镀锌板、不锈钢,试板尺寸300 mm×300 mm×10 mm。
试板编号见表1。

表1 试板编号
各编号试板做3块,例如,A13块可编码为A1-1、A1-2、A1-3。
1.2 涂料技术数据
涂料技术数据见表2。
1.3 表面处理及涂装要求
环氧类涂料表面处理至少达到St3级或Sa2.5级。涂料不能在雨、雾、雪等天气状况下露天施工;也不能在能够结露的天气条件下施工。涂装施工期间,环境相对湿度不大于85%,钢板表面温度高于露点3 ℃以上。
低表面处理涂料性能实验,与常规环氧涂料的表面处理及涂装环境不同,如在锈蚀表面仅进行轻微打磨或不处理、表面潮湿、表面有油污等,喷涂和固化期间不限制湿度,满足12 h即可泡水。通过打磨后淋水放置做成锈蚀表面,通过抹油做油污表面,喷涂前潮湿环境直接淋水。例,RA500M 涂料与常规环氧涂料施工比较见表3。

表2 涂料技术参数

表3 RA 500M涂料与常规环氧涂料施工对比
1.4 实验过程
为了确保获得可靠的数据,进行3轮实验,过程基本相同。
1.4.1 样板制备
对样板表面进行冲砂处理去除车间底漆,露天放置间断性淋水,模拟干湿交替加快锈蚀,5 d左右锈蚀达到要求。
1.4.2 第一度涂料施工
先用布擦拭样板表面,去掉不牢固的锈蚀,然后在包含锈的表面模拟加水或油。双组份涂料,先充分搅拌主剂,再倒入固化剂搅拌,熟化后进行涂装。因为试验要还原该类型涂料在海上施工的环境,考虑到海上施工条件或设备都会受到制约,所以第一度底漆选择刷涂的方式。4种状态的表面刷涂过程见图1。

图1 4种刷涂表面
1.4.3 涂装面漆
面漆在第一度涂装施工指触干后进行,喷涂面漆前模拟潮湿环境进行淋水。
1.4.4 海水浸泡
海水浸泡的目的是验证涂料涂装后,12 h后即浸泡,短的浸水周期有利于紧急项目工期的缩短,并且入水后涂料继续固化不会对涂料防腐性能有影响。
2 实验记录及分析
2.1 涂料固化期间环境状态
第一轮涂料固化期间环境状态见表4。

表4 第一轮涂料固化期间环境状态
2.2 涂料性能指标
性能指示见表5。

表5 性能指标
2.2.1 起泡和锈蚀评定标准
参照ISO 4628-2: 2003色漆和清漆中漆膜老化的评定对缺陷的数量、大小、外观均匀变化强度评定的第二部分:起泡等级的评定。
2.2.2 针孔检测
检测涂层中的针孔,如果发现有针孔存在,试板就应该被换掉。使用低压湿海绵针孔检测仪,测量出涂层的针孔和漏涂是否已达到基材或涂层是否已经导电。该仪器的优点是不会损坏涂层。
2.2.3 附着力
参照标准ISO 4624: 2002色漆和清漆-附着力的拉开法,也可参照GB/T 5210~1985《涂层附着力的测定法 拉开法》。
2.3 性能分析
2.3.1 第一轮实验
所有样板涂层在外观和厚度均匀,没有流挂、漏涂、针孔、起皱、光泽不匀、缩孔、颗粒、干喷和起泡等现象,附着力在10 MPa以上。
验证了该类型涂料可分别施工在相应的特殊环境,如水、油、锈等表面,附着力在10 MPa以上,存在的不典型问题是附着力数据看起来过于太好,原因可能是样板的表面锈蚀不足、模拟的水、油量不足,所以开展第二轮实验。
2.3.2 第二轮实验
所有样板涂层在外观和厚度均匀,没有流挂、漏涂、针孔、起皱、光泽不匀、缩孔、颗粒、干喷和起泡等现象,附着力测试不如前一次,底漆与基材不足5 MPa,底漆与面漆的层间没有分层现象。存在的不典型问题可能是表面浮锈没有擦拭、油和水的量过多,刷涂过程中,需用力刷涂赶走多余的水和油,涂料才能贴附在样板表面。实验状态已经极端扩大化,与实际施工状况有差异。
2.3.3 第三轮实验
在前两次实验基础上进行优化,样板表面冲砂后做成锈蚀状态,模拟的水/油环境。先把液体倾倒在样板上,然后按常规做法用布擦拭至表面有明显的肉眼可见的残留状。实验结果是所有样板涂层在外观和厚度上应是均匀的,没有流挂、漏涂、针孔、起皱、光泽不匀、缩孔、颗粒、干喷和起泡等现象,附着力测试基本大于5 MPa,基本是面漆和底漆层间脱开。经对比分析,大部分样板底漆面漆间脱开,个别样板出现低于5 MPa的问题,并且砝码表面与底材都含有锈蚀,同样涂料的样板结果不同,表面锈蚀依靠擦拭并没有去除浮锈。
2.3.4 实验结论
在锈、水、油表面涂装,附着力参照ISO4624:2002,对比常规环氧涂料已经高标准要求,浸水时间间隔尽管缩减到12 h, 15 d取出样板后涂层表面没有任何缺陷,附着力满足要求,3种涂料适用恶劣环境表面见表6。
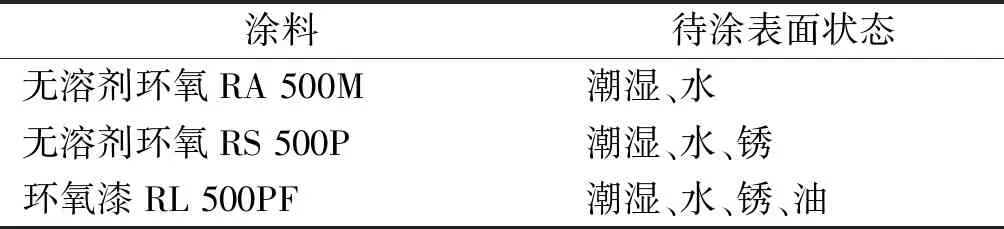
表6 3种涂料适用环境
3 结论
模拟船舶涂装现场实际条件,低表面处理涂料适合施工在锈、油、水等恶劣环境下,并满足防腐要求。由于海洋平台使用过程中始终浸没在水中或由于潮水涨落和飞溅,经常处于潮湿状态,一般涂料则无法施工,这就迫切需要能在湿面或水中直接进行涂装的低表面处理涂料[6-7]。能有效解决在海洋性气候中钢结构在防腐工程中的多项技术问题, 使各种恶劣环境件下的防腐施工方便可行, 既能节省工时和大幅度降低防腐造价, 又能确保涂层的长效防腐寿命, 减少停产及设备维修的次数, 有效保护并延长设备的使用寿命, 具有非常显著的成本优势。同时为今后船舶上层建筑等露天涂装场所减少表面处理压力、避免表面处理过程对环境造成污染提供一个新的工艺方法。对于实船应用,还需进行涂装工艺改进以及考虑综合成本涂装作业简易化之一是采用施工要求低的涂料品种。所谓低表面处理要求底漆,即该种底漆对涂装前表面处理要求很低,通常涂装前表面二次除锈要求为St3级或Sa2.5级的区域使用该类底漆只要求处理到St2级或高压水清洗即可,可减少表面二次除锈工作量。
目前,国外的万能型底漆和低表面处理要求涂料通常合二为一[8],这对减少涂装工作量起了很大作用,而国内尚未很好应用。随着造船能力提高,劳动生产率提高,这类涂料的应用研究工作成为当务之急。