响应面法优化鸭油超声波提取工艺
2019-05-07宁俊丽龙霞黄先智丁晓雯
宁俊丽,龙霞,黄先智,丁晓雯*
1(西南大学 食品科学学院,重庆市农产品加工重点实验室,重庆,400716) 2(西南大学科技处,重庆,400716)
近年来,肉鸭的饲养量在我国得到了极大的发展。据有关报道,我国商品肉鸭出栏量33亿只,占世界总出栏量的80%以上,是世界最大的肉鸭养殖国[1]。肉鸭的大部分脂肪组织连带有蛋白质和水,因此需要进行油脂提取[2]。鸭油胆固醇含量较低,单不饱和脂肪酸、多不饱和脂肪酸的含量高且比例较好,接近维持人类健康的理想值,是一种有待于开发的良好油脂[3-4]。现阶段动物油脂常用的提取方法主要包括干法熬制、湿法熬制、超声提取法[5-7]等。不同的提取方法,出油率不同,对油脂的酸价、过氧化值也有较大影响[8-10]。目前,在禽类油脂中,对鹅油、鸡油的提取工艺研究较多,如李朝阳等[11]采用单因素及响应面法研究超声提取狮白鹅腹部脂肪的工艺,得到最佳工艺参数为液料比 6.3∶1(mL∶g)、超声功率299 W、提取温度 26.4 ℃、提取时间 24.5 min,得到的最大提取率为(90.21±0.13)%。但对鸭油提取工艺的研究报道较少,限制了鸭油的加工利用。
本实验室前期研究发现,干法、湿法熬制处理鸭脂肪,不仅出油率较低,而且所得鸭油的酸价、过氧化值均超过国家相关标准的限量值,表明干法、湿法不适合鸭油的提取。因此,本实验以鸭体内脂肪为实验材料,研究了超声波提取法处理对出油率、鸭油酸价、过氧化值的影响,并用响应面法优化提取条件,以期为生产出优质鸭油提供参考。
1 材料与方法
1.1 材料与试剂
鸭脂肪组织,重庆市梁平谢鸭子食品有限公司提供;石油醚、乙醚、异丙醇、三氯甲烷、冰乙酸均为分析纯,购自重庆川东化工有限公司。
1.2 仪器与设备
TUC-300超声清洁仪,深圳市歌能清洗设备有限公司;RE52CS-1旋转蒸发器,上海亚荣生化仪器厂;DB-4A电热板,金坛市城西峥嵘实验仪器厂;a808绞肉机;上海九阳股份有限公司。
1.3 实验方法
将鸭脂肪组织洗净,用绞肉机搅碎,冷藏保存用于超声提取法相关研究。
1.3.1 鸭油质量指标的测定
1.3.1.1 酸价
按照国标GB5009.229[12]第一法,以乙醚-异丙醇混合鸭油,以KOH标准溶液进行滴定。根据消耗KOH标准溶液体积计算鸭油酸价。
1.3.1.2过氧化值
按照国标GB5009.227[13]第一法,以三氯甲烷-冰乙酸混合鸭油,以Na2S2O3标准溶液进行滴定,根据消耗Na2S2O3计算鸭油过氧化值。
1.3.1.3 鸭油出油率的测定[14]
鸭油出油率按公式(1)计算。

(1)
1.3.2 超声波法提取鸭油
1.3.2.1 单因素试验
(1)熬制时间对鸭油的影响。称取洗净的鸭脂肪组织50 g,用绞肉机搅碎,采用沸程60~90 ℃的石油醚作为提取剂,液料比2∶1(mL∶g),将鸭脂肪组织与石油醚混合均匀,在提取温度40 ℃,提取功率480 W的条件下,分别提取20、30、40、50、60 min,过滤油渣、旋转蒸发仪蒸发石油醚得到鸭油。测定鸭油出油率、酸价、过氧化值。
(2)熬制温度对鸭油的影响。称取洗净的鸭脂肪组织50 g,用绞肉机搅碎,采用沸程60~90 ℃的石油醚作为提取剂,液料比2∶1(mL∶g),将鸭脂肪组织与石油醚混合均匀,在提取时间为40 min,提取功率为480 W, 在提取温度分别为20、25、30、35、40 ℃的条件下提取,过滤油渣、旋转蒸发仪蒸发石油醚得到鸭油。测定所得鸭油的出油率、酸价、过氧化值。
(3)料液比对鸭油的影响。称取洗净的鸭脂肪组织50 g,用绞肉机搅碎,采用沸程为60~90 ℃的石油醚作为提取剂,提取液料比分别为2∶1、3∶1、4∶1、5∶1、 6∶1,将鸭脂肪组织与石油醚混合均匀,提取时间为40 min,提取温度40 ℃提取,提取功率480 W进行超声提取,过滤油渣、旋转蒸发仪蒸发石油醚得到鸭油。测定所得鸭油出油率、酸价、过氧化值。
(4)超声功率对鸭油的影响。称取洗净的鸭脂肪组织50 g,用绞肉机搅碎,采用沸程为60~90 ℃石油醚作为提取剂,液料比2∶1,将鸭脂肪组织与石油醚混合均匀,提取功率分别为120、240、360、480、600 W的条件下进行超声提取,提取时间为40 min,提取温度40 ℃,过滤油渣、旋转蒸发仪蒸发石油醚得到鸭油。测定鸭油的出油率、酸价、过氧化值。
1.3.2.2 响应面法优化超声波提取鸭油的条件
以出油率为评价指标,在单因素实验的基础上根据Box-Behnken中心组合试验设计原理,采用4因素3水平响应面分析法进行实验设计[15-19],确定超声提取鸭油的最佳工艺条件。
1.4 数据处理
2 结果与分析
2.1 鸭脂肪组织酸价、过氧化值
鸭脂肪组织中不饱和脂肪酸较多,易发生氧化,因此选择酸价、过氧化值作为评价鸭脂肪氧化程度的指标[20-21]。
测得实验用鸭脂肪组织的酸价为(1.09±0.03) mg/g,过氧化值为(0.09±0.01) g/100 g,符合GB10146—2015《食品安全国家标准食用动物油脂》[22]规定的酸价≤ 2.5 mg/g,过氧化值≤ 0.20 g/100 g标准,可以用作熬制鸭油的原料。
2.2 超声波提取法对鸭油的影响
与传统的油脂提取方法相比,超声波提取法具有提取时间短、提取效率高、能耗低等优点而得到广泛的应用[23]。油脂能较好地溶于石油醚等有机溶剂中,而石油醚具有易挥发、易回收等优点,常作为油脂提取剂[24-25]。本研究以石油醚作为鸭油提取剂,就超声波提取鸭油的主要影响因素时间、温度、超声功率、料液比进行了研究。
2.2.1 超声时间对提取鸭油的影响
石油醚为提取剂,设超声功率480 W,液料比为2∶1,提取温度为40 ℃,分别提取20、30、40、50、60 min。超声时间对鸭油出油率、酸价、过氧化值的影响结果见图1。

A-出油率;B-酸价和过氧化值图1 超声时间对鸭油出油率、酸价、过氧化值的影响Fig.1 Influence of ultrasonic time on oil yield, acid value and peroxide value of duck oil
由图1可以看到,在温度为40 ℃、超声功率为480 W、液料比2∶1条件下,提取时间20~50 min时,随着时间的增加鸭油出油率不断增加,50 min后出油率趋于平稳。与王丽娟等[26]的实验结果一致。所得鸭油的酸价、过氧化值均在国家标准规定的限量范围内。实验得到提取鸭油较优时间为50 min,为下面响应面的参数设定提供参考。
2.2.2 超声温度对提取鸭油的影响
以石油醚为提取剂,设超声功率480 W,料液比1∶2,在20、25、30、35、40、45 ℃分别熬制30 min得到超声温度对鸭油出油率、酸价、过氧化值的影响见图2。

A-出油率;B-酸价和过氧化值图2 超声温度对鸭油出油率、酸价、过氧化值的影响Fig.2 Influence of ultrasonic temperature on oil yield, acid value and peroxide value of white duck oil
由图2可以看出,在液料比2∶1、功率为480 W、时间30 min条件下,在20~30 ℃,出油率不断增加,30 ℃后呈下降趋势。与胡爱军等[27]的研究结果一致。所得鸭油过氧化值、酸价均符合国家标准。实验得到提取鸭油的较优温度为30 ℃,为下面响应面的参数设定提供参考。
2.2.3 液料比对提取鸭油的影响
以石油醚为提取剂,液料比分别为2∶1、3∶1、4∶1、5∶1、 6∶1,在超声功率480 W,超声温度40 ℃,超声处理30 min,得到液料比对鸭油出油率、酸价、过氧化值影响见图3。
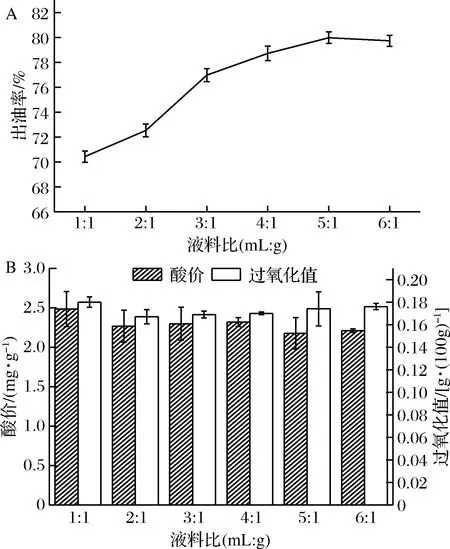
A-出油率;B-酸价和过氧化值图3 超声处理的液料比对鸭油出油率、酸价、过氧化值的影响Fig.3 Effect of ultrasonic liquid ratio on oil yield, acid value and peroxide value of duck oil
由图3可以看到,在超声功率为480 W、时间30 min、温度为40 ℃的条件下,液料比在2∶1~5∶1时随着液料比的增加,出油率不断增加;在液料比为5∶1后出油率趋于平稳。与李朝阳等[11]研究结果一致。所得鸭油的酸价、过氧化值均符合国家标准。实验得到提取鸭油的较优液料比为5∶1,为下面响应面的参数设定提供参考。
2.2.4 超声功率对提取鸭油的影响
以石油醚为提取剂,液料比为2∶1,温度40 ℃,选择超声功率分别为120、240、360、480、600 W提取30 min,得到超声功率对鸭油出油率、酸价、过氧化值的影响见图4。

A-出油率;B-酸价和过氧化值图4 超声功率对鸭油出油率、酸价、过氧化值的影响Fig.4 Influence of ultrasonic power on oil yield, acid value and peroxide value of white duck oil
由图4可以看到,在温度为40 ℃、时间30 min、液料比2∶1条件下,超声功率在240~360 W时,鸭油出油率呈现上升趋势;当超声功率在360 W时鸭油出油率最高为78.03%,超过360 W后出油率呈现下降趋势,与毕艳红等[28]研究结果一致。所得鸭油的过氧化值、酸价均符合国家标准。实验得到提取鸭油的较优提取功率为360 W,为下面响应面的参数设定提供参考。
2.3 用响应面法优化超声波提取鸭油的条件
为了得到超声波处理提取鸭油的最佳条件,根据上述单因素实验得到的较优提出条件,用响应面法对超声功率、超声时间、超声温度、液料比进行进一步的优化,试验因素水平编码表见表1。

表1 响应面试验因素水平编码表Table 1 Response surface test factor level coding table
通过超声波提取单因素实验得到的鸭油,酸价、过氧化值均未超过国家标准。所以本试验主要以出油率作为考察指标。结果见表2。
测定了以上29组实验所得鸭油的酸价、过氧化值,均符合国家标准。
通过Design Expert 11对试验结果进行分析后得出其回归方程如下∶Y=87.96-0.051×B+0.000 2×C-0.000 2×D-0.000 5×AB+0.000 3×AC-0.000 6×AD-0.000 2×BC+0.000 3×BD-0.000 2×CD-3.97×A2-8.97×B2-3.97×C2-3.97×D2

表2 响应面试验结果Table 2 response surface test results

表3 回归方程的方差分析表Table 3 analysis of variance of regression equation.
式中:A表示时间;B表示温度;C表示功率;D表示料液比。对上述响应面试验结果进行方差分析。
2.3.1 响应面回归模型的建立与分析
由表3可以看出,回归模型极显著(模型的P<0.000 1),失拟项P=0.531 5(>0.05),无显著性影响,说明残差均由随机误差引起,模型规定适当,可用回归方程代替试验真实点对试验结果进行分析,其校正决定系数为0.997 3,有99.73%的试验数据的变异性可用此回归模型来解释。因此,回归方程能较好地描述各因素与响应值之间的关系,各具体试验因子对响应面值的影响不是简单的线性关系。4因素中有A、AD、A2、B2、C2、D2对试验结果有极显著的影响(P<0.000 1),C、D、AB、AC、BD对试验结果有显著的影响(P<0.05)。4因素对出油率影响的大小顺序是B>D>C>A,即温度>液料比>功率>时间。
2.3.2 两因素交互作用分析
4个因素两两交互作用的三维响应面图,如图5所示。
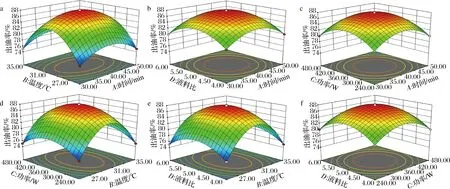
a-温度和时间;b-料液比和时间;c-功率和时间;d-功率和温度;e-料液比和温度;f-料液比和功率图5 各因素对鸭油出油率影响响应面图和等高线图Fig.5 Response surface and contour map of the influence of various factors on duck oil yield
依据响应面的等高线的形状越接近椭圆形和曲面倾斜度越陡,响应值对于处理条件改变的敏感程度越大,因素间交互作用越显著,反之则交互作用不显著。由图5可看出,4个因素对出油率的影响都是呈现先增大后减小的趋势。图5-a、图5-b、图5-c、图5-e的响应面图坡度很陡,表明温度和时间、液料比和时间、功率和时间、液料比和温度的交互作用极显著;图5-d、图5-f的响应面图坡度较平,表明功率与液料比、温度与功率没有显著的交互作用。
2.3.3 最佳工艺参数的确定
使用Design Expert 11软件处理、分析数据,鸭油提取最佳条件为时间43.61 min,温度30.47 ℃,功率为360 W,液料比5.14∶1。此条件下预测的出油率为87.02%。考虑提取条件的可操作性,将所得条件进行适当修正,设定时间43 min、温度30 ℃、超声功率360 W、液料比5∶1。在此条件下重复实验5次,得到出油率为(86.83±0.40)%,与理论值的相对误差为0.22%,表明修正后的鸭油提取最佳条件与理论值差异不显著是可行的。
对该最佳提取条件进行扩大实验。取500 g鸭脂肪,在时间43 min、温度30 ℃、超声功率360 W,石油醚为提取剂,液料比5∶1的条件下重复提取5次,得到出油率为(86.08±0.24)%,与理论值的相对误差为0.11%,表明该最佳提取工艺参数可运用于实际工业生产。
3 结论
本研究结果表明,超声波处理鸭脂肪提取鸭油是比较恰当的方法,该方法最佳提取条件为时间43 min、温度30 ℃、功率360 W、液料比5∶1,出油率达到86%以上,鸭油的酸价、过氧化值均符合国家相关标准的要求。
4 讨论
通过实验发现温度是提取过程的最主要因素,随着温度的不断升高,鸭油提取率不断上升,这是因为随着温度升高溶剂溶解能力不断提高,分子运动不断加速,使得鸭油扩散到溶剂更快速充分,但是当温度超过某个值时提取率下降,这时可能因为随着温度的升高溶剂挥发速度不断加快,从而影响出油率[27]。
提取时间作为提取过程的重要因素,随着时间的延长鸭油的提取率不断上升,一定时间后趋于平稳。这是由于在超声处理初期提取液中渗透压较大,随着时间的延长鸭油在溶剂中得到充分的扩散,因此提取率相应上升。某段时间后溶液中渗透压逐渐达到平衡,提取率也相应趋于平稳[26]。
提取功率是提取过程的重要因素,随着提取功率增大,所产生的机械效应和空化效应越强烈,鸭脂肪的释放和扩散速度也就越快,因此鸭油的提取率也会随之上升。但是当提取功率达到一定值以后,鸭油的提取率也相应趋于平稳甚至下降,首先这是因为鸭油内外的渗透压已经趋于平衡,提高功率对鸭油的渗出作用不大。其次,随着功率的增大,体系的温度也会在一定的范围内升高,造成溶剂的挥发,同时提取功率过大会引起鸭脂肪内部结构的破坏,造成提取率下降[28]。
液料比是提取过程的重要因素,随着溶剂用量的增加,鸭油的提取率上升,这是由于溶剂增加,有利于油脂的渗出,同时增加了鸭脂肪与溶剂的接触面积。但当料液比达到一定数值后鸭油提取率趋于稳定,这是因为溶液体系中的渗透压已经趋于平衡,大部分的鸭油已经渗出,溶剂的增加对提取率影响不大[29]。
鸭油由13种脂肪酸组成,不饱和脂肪酸含量可达70.3%[30],因此易发生氧化。通过本研究发现,用超声波提取法获得的鸭油,酸价、过氧化值虽然未超过国家标准的限量值,但相比较于鸭脂肪还是发生了一定程度的氧化。为了提升所得鸭油的品质,需进一步研究、选择合适的抗氧化剂在鸭油生产过程中使用,已获得更优品质的鸭油。
