二氧化硅固载硅钨酸铁的制备及性能研究
2019-04-27蒲权林冯云梅黄金术杨婷婷岳彩燕张秋云
蒲权林,冯云梅,黄金术,杨婷婷,岳彩燕,冯 浪,张秋云
(安顺学院 化学化工学院,贵州 安顺 561000)
传统的石油、煤炭等化石燃料面临着日益枯竭、环境污染严重、温室气体大量排放等诸多问题[1-2]。在此严峻的形势下,寻求更加清洁、高效、安全、可持续的替代燃料迫在眉睫,其中生物柴油(它可通过均相或非均相催化剂催化游离脂肪酸、植物油或废食用油与甲醇的酯化、酯交换反应来生产)被视为具有较好发展潜力的绿色可再生燃料[3],然而生物柴油制备技术大规模推广应用面临的挑战之一是如何设计制备高效的固相催化剂,以解决均相催化剂难回收、后处理繁琐、污染环境、腐蚀设备等问题[4]。目前应用于生物柴油制备的固相催化剂有固体酸和固体碱,但固体碱仅适用于低酸值低水含量的油料酯交换制备生物柴油,对于游离脂肪酸、高酸值油料发生酯化、酯交换反应,会引起固体碱失活,且发生皂化反应致使产品质量降低[5]。而固体酸对原料要求不严格,且耐酸耐水性能好,被广泛应用于生物质催化、石油炼制等领域[6]。
多金属氧酸盐(简称:多酸)作为一种高效的酸催化剂,近年来在化学催化领域表现出优异的性能[7]。但纯的多酸也存在一些不足,如比表面积较小,反应过程中易流失于反应体系中难以回收再利用等。为此,本文以氯化铁、硅钨酸、二氧化硅为原料,通过一锅法制备了二氧化硅固载铁掺杂的硅钨酸固体酸催化剂,并将油酸与甲醇的酯化反应作为探针反应,考察固载固体酸催化剂的催化性能,系统研究了反应温度及时间、催化剂用量、油酸与甲醇物质的量比对酯化反应的影响;同时,对制备的催化剂的稳定性也进行了探讨。
1 实验部分
1.1 主要仪器和试剂
六水合三氯化铁(AR)、硅钨酸(H4[Si(W3O10)4]·xH2O,AR)、二氧化硅、油酸(AR)、无水甲醇(AR)、无水乙醇(AR)、石油醚(AR)、氢氧化钾(AR);8S-1磁力搅拌器、接触调压器、GZX-9146 MBE电热鼓风干燥箱。
1.2 催化剂的制备
称取3.75 mmol的硅钨酸溶于5 mL去离子水中,而后加入溶有5 mmol氯化铁水溶液5 mL,在一定温度油浴锅中磁力搅拌2 h后,向反应体系中加入一定量的二氧化硅,继续搅拌1 h,将混合物过滤、洗涤,120 ℃干燥12 h后放入干燥器中备用,制备得到二氧化硅固载硅钨酸铁固体酸催化剂成品。
1.3 酯化反应
称取一定量的油酸和甲醇混合于单口圆底烧瓶中,且加入一定量的二氧化硅固载硅钨酸铁固体酸催化剂,设定好反应温度后,磁力搅拌反应一段时间。反应结束后,离心回收催化剂,滤液经过减压蒸馏除去过量的甲醇和水后得到产品。产品按国际标准ISO 660-2009测定其酸值,并由反应前后酸值的变化计算酯化反应的转化率。
2 实验结果与讨论
2.1 反应时间对酯化反应的影响
图1是在反应温度70℃,油酸与甲醇物质的量比为8∶1,催化剂用量为3%(质量分数)的条件下,研究了反应时间对油酸与甲醇酯化反应的影响。由图1可知,油酸转化率随着反应时间的延长转化率快速增加。当反应时间为1 h时,油酸转化率仅为41.6%,当反应时间到达4 h时,油酸转化率达76.8%,继续延长反应时间到7 h,油酸转化率增加不明显,反应处于一个动态平衡。故在本实验中最佳反应时间为4 h。

图1 反应时间对酯化反应的影响
2.2 油酸与甲醇物质的量比对酯化反应的影响
图2为在催化剂用量3%(质量分数),反应时间4 h,反应温度70 ℃条件下,系统研究了不同油酸与甲醇物质的量比对酯化反应的影响。从化学反应平衡原理角度来说,反应物越多,越有利于反应向正反应方向进行,即向生成油酸甲酯的方向移动。从图2可知,当油酸与甲醇物质的量比为1∶4时,油酸转化率较低,为34.2%,增加甲醇的加入量,油酸转化率迅速增加,当油酸与甲醇物质的量比为1∶8时,转化率达76.8%,继续增加甲醇的用量,油酸转化率有下降趋势,这可能是由于甲醇过量后会造成反应体系中反应物浓度降低,从而降低转化率[8]。综合各方面考虑,油酸与甲醇物质的量比应控制在1∶8为宜。

图2 油酸与甲醇物质的量比对酯化反应的影响
2.3 催化剂用量对酯化反应的影响
催化剂的用量也会影响酯化反应的进行,当反应温度为70 ℃,油酸与甲醇物质的量比为1∶8,反应时间为4 h时,研究了催化剂用量对酯化反应的影响,如图3所示。由图可知,随着催化剂用量的增加转化率随之增加,但增加幅度不大,当催化剂用量为3%(质量分数),油酸转化率达76.8%,继续增加催化剂用量,油酸的转化率基本保持不变,这可能是由于酯化反应速率基本达到饱和。因此,以二氧化硅固载硅钨酸铁固体酸作为催化剂时,最佳催化剂用量为3% (质量分数)。
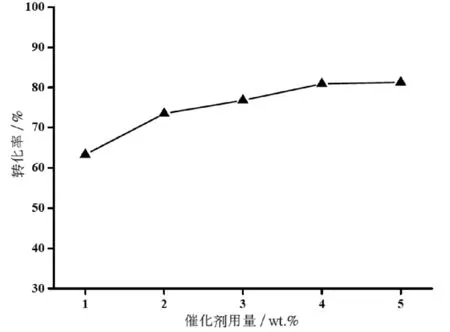
图3 催化剂用量对酯化反应的影响
2.4 反应温度对酯化反应的影响
众所周知,酯化反应要获得较高的转化率,须在较为合适的反应温度下进行,为此反应温度对酯化反应有一定的影响。当油酸与甲醇物质的量比为1∶8,反应时间为4 h,催化剂用量3%(质量分数)时,研究了反应温度对酯化反应的影响,结果见图4。由图可知,反应温度为20 ℃时,油酸转化率较低(为35.8%),当反应温度从20 ℃升高到70 ℃的过程中,油酸转化率持续增大,且在反应温度为70 ℃时,油酸转化率达到76.8%,继续增加反应温度可能导致甲醇的大量挥发,减少反应物的浓度,导致酯化反应不能在最佳条件下进行。考虑到成本及能耗问题,选择最佳反应温度为70 ℃。
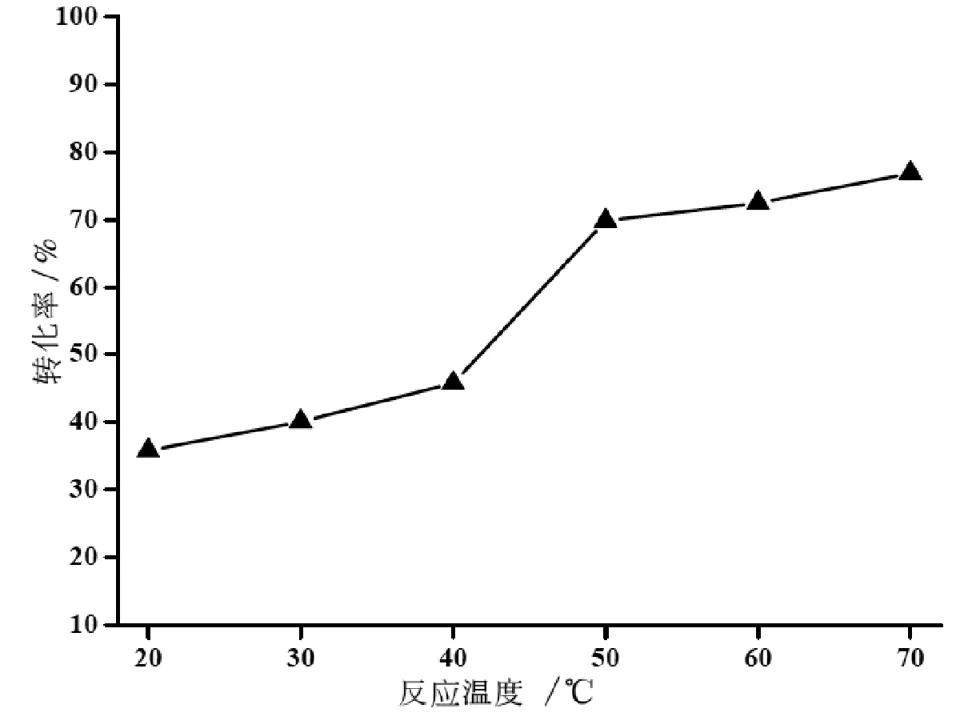
图4 反应温度对酯化反应的影响
2.5 催化剂重复使用性能研究

图5 催化剂重复使用次数对酯化反应的影响
为了进一步考察二氧化硅固载硅钨酸铁固体酸的使用寿命,本实验在油酸与甲醇物质的量比为1∶8,反应时间为4 h,催化剂用量3%(质量分数),反应温度70 ℃的条件下进行了催化剂的重复使用性研究。每次反应结束后经简单处理后直接用于下一次的油酸与甲醇酯化反应,结果见图5。回收的催化剂在重复使用4次后仍具有较好的催化活性(油酸转化率>60%),因此二氧化硅固载硅钨酸铁固体酸的催化活性较稳定,具有一定的实用价值。
3 结语
本文制备了二氧化硅固载铁掺杂硅钨酸固体酸催化剂,并将其用于催化以油酸和甲醇为反应物的酯化反应,对影响酯化反应的各种因素进行了讨论,得到实验研究范围内的最佳反应条件为油酸与甲醇物质的量比为1∶8、催化剂用量为3%(质量分数)、反应温度70 ℃下反应4 h,油酸转化率为76.8%,且该催化剂经简单处理后可循环使用,具有较高的稳定性。
