5轴数控工具磨床砂轮扫掠体生成方法*
2019-04-08毛一砚江海凡孙健华丁国富
毛一砚,江海凡,孙健华,丁国富
(西南交通大学 a.先进设计与制造技术研究所;b.机械工程学院,成都 610031)
0 引言
在数字化制造中,利用几何建模技术建立起与实际相似的数字化生产过程,并对该过程进行仿真、试验、评估和优化,能显著提高生产决策水平,优化资源结构,减少试验周期和费用等,是解决生产制造问题的有效方法[1-2]。其中,数控仿真技术的不断发展,实现了对数控代码的有效验证,也提高了产品的生产效率和质量[3-4]。
砂轮扫掠体是五轴数控磨床加工仿真技术的基础。一般地,扫掠体指以任一对象的几何模型为扫掠母体,沿空间一条特定扫掠路径以特定方式运动,最终产生的几何模型所占据的几何空间总和[5]。在数控磨削仿真中,砂轮扫掠体指在执行某一段NC指令时,砂轮从某一起始位置经某一路径运动到另一位置所包络形成的几何空间形体。砂轮扫掠体的几何分析、建模和描述是5轴数控磨削仿真的关键技术之一。
现有扫掠体计算方法多集中于铣削加工仿真中。其中,Wang等[6]和黎先才[7]基于包络理论法,通过计算刀具运动过程中的临界线构造出刀具扫掠体;Abdel-Malek等[8]基于雅可比降秩法,给出了刀具扫掠体的显式表达;Blackmore等[9]基于扫描微分方程法,采用高次非线性方程组求解出刀具扫掠体。本文结合5轴数控工具磨床的运动特性及其砂轮的几何特征,在对常见通用砂轮几何模型简化的基础上,基于包络理论计算出砂轮运动过程中的临界切点并构建出砂轮扫掠体。
1 常见标准砂轮通用模型
常用的标准砂轮有平形砂轮、碟形砂轮和碗形砂轮等[10],简化模型截面如图1所示。
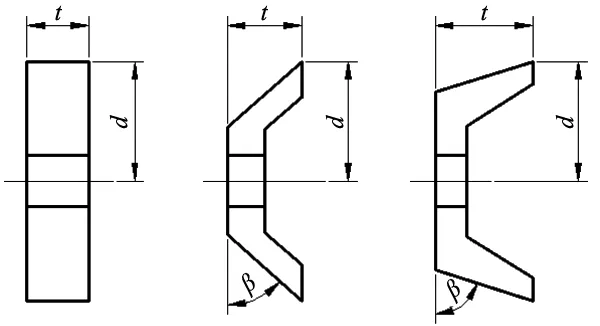
(a) 平形砂轮 (b) 碟形砂轮 (c) 碗形砂轮 图1 三种常见标准砂轮
基于上述三种砂轮,建立其通用几何模型如图2所示。其中,D为外径,K为凹面直径,H为孔径,E为孔径厚度,J为台径,β为基体角度,T为厚度。D、J、T为关键几何参数,K、H、E为工艺参数,β是与D,T,J相关联的参数:
(1)
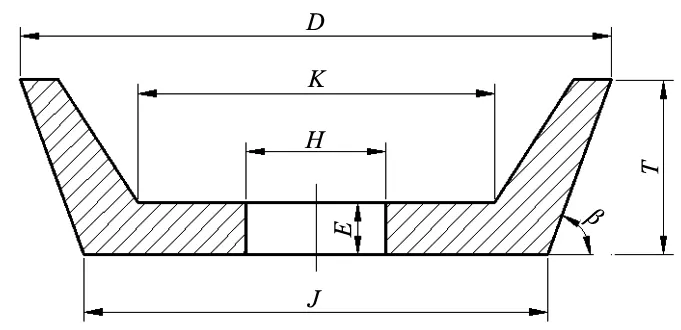
图2 三种常见标准砂轮通用几何模型
通用砂轮扫掠母体的参数化方程是实现砂轮扫掠体生成的基础。扫掠体的复杂程度以及计算效率的高低取决于扫掠母体的复杂程度。故在不影响仿真精度的前提下,扫掠母体越简单越好。在实际磨削加工中,以砂轮径口顶端外部磨料层为主,凹槽等部分均不参与实际磨削加工,故扫掠母体可简化为锥台形模型,如图3所示。以砂轮的底部中心为原点,轴向为Y轴,径向为X轴,建立右手笛卡尔坐标系,建立砂轮的外锥面表达式:
(2)


图3 砂轮扫掠母体简化模型
2 砂轮扫掠体实体构造
五轴数控工具磨床以NC代码为输入,驱动砂轮对棒料磨削加工,其NC代码一般基于加工坐标系编程,故通过NC代码直接运算推导的表达式均定义于加工坐标系下。以NC代码为驱动生成砂轮扫掠体,须将被加工棒料视为相对静止,并将NC代码中各轴的运动量转换到砂轮上,由砂轮相对棒料运动生成扫掠体,并围绕棒料不断进行布尔求交运算,以实现磨削加工仿真。
2.1 砂轮临界切点求解
本文以A′-C′型5轴数控工具磨床为例,阐述砂轮扫掠体的求解方法。提取NC代码中任一行可执行代码,设其为第k行可执行代码,其NC代码段设为[Xk,Yk,Zk,Ak,Ck],第k+1行可执行代码段为[Xk+1,Yk+1,Zk+1,Ak+1,Ck+1]。
根据微分几何理论[11],砂轮在每个特定位置上,其临界线上的点满足如下切函数:
Fm=Nm(u,v)·Vm(u,v)=0
(3)
式中,Nm(u,v)为砂轮在加工坐标系中的外锥面法线矢量,Vm(u,v)为砂轮在运动轨迹中第k位置的瞬时速度矢量,v为轨迹参数,下标m表示该式定义在加工坐标系下。
依据曲面法线矢量求解方法[12],结合式(2)可求得砂轮在砂轮坐标系下的外锥面法矢:
(4)
其中,θ∈(0,2π],y∈[0,t]。
由于外锥面法矢的计算推导均定义在砂轮坐标系下,故须将外锥面法矢转换到加工坐标系下:
Nm(u,v)=RA·RC·Nc
(5)
其中,
同理,砂轮外锥面参数方程也须转换到加工坐标系下:
Mm(u,v)=T+RA·RC·Mc(u)
(6)

砂轮表面各点在加工坐标系下的速度矢量Vm(u,v)为Mm(u,v)对轨迹参数v求偏导数:
(7)
由式(3)可得砂轮在第k位置状态的切函数:
Fm=Nm(u,vk)·Vm(u,vk)=0
(8)
其中,Nm(u,vk) =RA k·RCk·Nc。
由式(5)、式(7)、式(8)可求得θ(u)1,θ(u)2,定义其为第k位置的临界切角。由于构造砂轮扫掠体截面均考虑以直线段连接,故可将其转化为由切函数Fm求得直线段两端点的坐标,共须提取4个临界切点。以砂轮坐标系为基准,砂轮底部圆外侧的临界切点记为θ(0,0)1;砂轮顶部圆外侧的临界切点记为θ(1,0)1;砂轮底部圆内侧的临界切点记为θ(0,0)2;砂轮底部圆外侧的临界切点记为θ(1,0)2。其中,u=0表示y=0,u=1表示y=t,其具体位置分布如图4所示。

图4 4个临界切点位置分布
将θ(0,0)1,θ(1,0)1,θ(0,0)2,θ(1,0)2分别代入式(2)可求得在砂轮坐标系下的4个临界切点坐标,再将这4个临界切点坐标代入式(6)可求得在加工坐标系中的4个临界切点坐标,分别记为Mm(0,0)1,Mm(1,0)1,Mm(0,0)2,Mm(1,0)2。
2.2 砂轮扫掠体实体造型

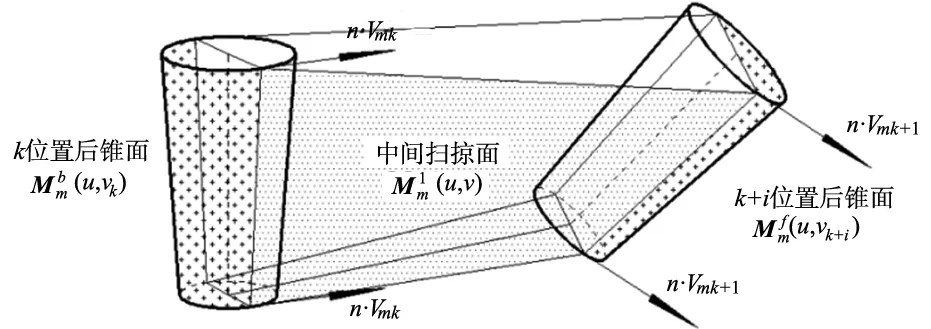
图5 砂轮扫掠体构成
采用场景图形引擎OSG(Open Scene Graph)进行建模和绘图。使用osg::Geometry类,通过指定顶点、颜色和法线,绘制简单线段、三角形面片、多边形面片,并将绘图结果添加到场景叶结点Geode中。通过离散釆样方式计算砂轮模型截面离散点,将初始截面绕轴矢量进行旋转,以一定旋转离散精度计算得到所有离散点,以三点为一个单元进行三角形面片拼接,构建出一个扫掠母体模型。通过计算求解出扫掠体中间部分所有临界切点,扫掠体外侧面则通过这些临界切点以三点为一个单元进行三角形面片拼接,最终构建出一个完整的空间几何体。
以扫掠体前面造型为例,通过顶部和底部的临界切点,以三个点为一个单元通过三角形面片进行拼接。如图6所示,以Mm(0,0)1,Mm(1,0)1,Mm(0,1)1为一个单元,拼接成一个三角形面片,Mm(1,0)1,Mm(1,1)1,Mm(0,1)1拼接成另一个三角形面片。以此类推,可以拼接出整个扫掠体前面。同理,可得到扫掠体后面、左面、右面、顶面和底面,进而构建出一个完整的扫掠体模型。
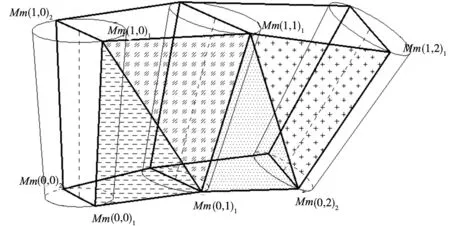
图6 砂轮扫掠体前面拼接方法
3 实例验证
以d=48,t=22,β=65°的砂轮为例,以0.6°旋转离散精度计算共得601个离散点,根据砂轮母体构造方法进行实体构造,生成扫掠母体如图7所示。
图7 砂轮扫掠母体
给定一段5轴数控测试代码,提取出各轴运动信息如表1所示。
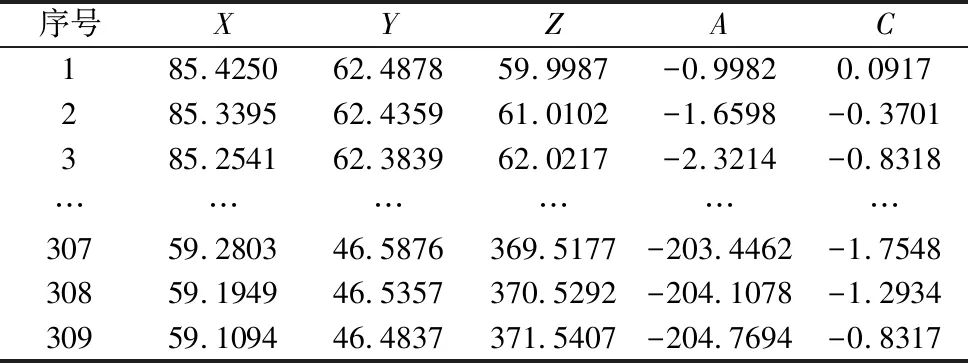
表1 五轴数控工具磨床NC代码段
以309行NC代码为输入,共求解出1232个临界切点,根据砂轮扫掠体构造方法进行实体构造,最终生成的砂轮扫掠体如图8所示。
图8 砂轮扫掠体
4 结论
本文提出了一种通用的砂轮扫掠体生成方法。建立了基于参数化驱动的常见通用砂轮模型,通过简化其几何模型和砂轮扫掠母体,结合包络理论计算出砂轮扫掠过程中的临界切点,并通过点临界切生成砂轮扫掠体外表面,最终得到完整的砂轮扫掠体模型,并通过实例验证了砂轮简化模型及砂轮扫掠体生成方法的正确性和有效性。
使用该砂轮扫掠体与棒料进行动态布尔求交运算,实现动态磨削仿真是下一步研究内容。
